PREFORMA PARA MOLDEO POR SOPLADO DE UN RECIPIENTE.
Preforma para moldeo por soplado de un recipiente, del tipo de los utilizados para la fabricación de recipientes destinados a contener alimentos,
productos lácteos, oleaginosos y otros que contienen principios activos que pueden resultar afectados por radiación lumínica, caracterizada porque comprende dos capas (1,2), consistiendo cada una de ellas en una composición de Polietilén Tereftalato (PET), dióxido de titanio (TiO2) y un pigmento con capacidad de absorción lumínica en el rango de longitudes de onda del espectro visible, comprendido entre los 400 nm (nanometros) y los 700 nm
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07005185.
Solicitante: SOCIEDAD ANONIMA MINERA CATALANO-ARAGONESA (SAMCA).
Nacionalidad solicitante: España.
Inventor/es: CABALLERO LOPEZ,MIGUEL ANGEL, LEZA ROA,FORTUN, MARTIN PEREZ,MARIANO, BERBEGAL LAPRESTA,LUISA.
Fecha de Publicación: .
Fecha Solicitud PCT: 13 de Marzo de 2007.
Fecha Concesión Europea: 20 de Enero de 2010.
Clasificación Internacional de Patentes:
- B29B11/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29B PREPARACION O PRETRATAMIENTO DE MATERIAS A CONFORMAR; FABRICACION DE GRANULOS O DE PREFORMAS; RECUPERACION DE LAS MATERIAS PLASTICAS O DE OTROS CONSTITUYENTES DE MATERIALES DE DESECHO QUE CONTIENEN MATERIAS PLASTICAS. › B29B 11/00 Fabricación de preformas (B29C 61/06 tiene prioridad). › caracterizado por la estructura o la composición.
- B29C49/00G
- B65D1/02B1
Clasificación PCT:
- B29B11/08 B29B 11/00 […] › Moldeo por inyección.
- B29B11/14 B29B 11/00 […] › caracterizado por la estructura o la composición.
- B29C49/00 B29 […] › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto.
- B29C49/06 B29C […] › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Moldeo por inyección-soplado.
- B29C49/22 B29C 49/00 […] › de preformas o parisones multicapas.
- B65D1/02 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 1/00 Recipientes rígidos o semirrígidos que tienen cuerpos formados en una sola pieza, p.ej. por moldeo de un material en metal, por moldeo de un material plástico, por soplado de un material vítreo, por moldeo de un material en cerámica, por moldeo de un material fibroso cocido, por estirado de un material en hoja (Enrollando, curvando o plegando el papel B65D 3/00, B65D 5/00; especialmente concebidos para ser abiertos por corte, perforado o desgarre de partes de la pared B65D 17/00; palés rígidos con paredes laterales B65D 19/02). › Botellas o recipientes similares, con cuellos o aberturas restringidas análogas, concebidos para verter el contenido.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Preforma para moldeo por soplado de un recipiente.
La presente memoria descriptiva se refiere, como su título indica, a una preforma para moldeo por soplado de un recipiente, del tipo de los utilizados para la fabricación de recipientes destinados a contener alimentos, productos lácteos, oleaginosos y otros que contienen principios activos que pueden resultar afectados por radiación lumínica, caracterizada porque comprende al menos dos capas conformadas mediante las técnicas de coinyección o sobremoldeo, consistiendo cada una de ellas en una composición de Polietilén Tereftalato (más conocido como PET), dióxido de titanio (TiO2) y un pigmento con capacidad de absorción lumínica en el rango de longitudes de onda del espectro visible, comprendido entre los 400 nm (nanometros) y los 700 nm, como el negro de humo, pigmento gris, pigmento ámbar o pigmento marrón, siendo, en la realización preferente, el porcentaje en peso del pigmento con capacidad de absorción lumínica presente en la capa interna superior al de la capa externa, sin que esta diferencia de concentraciones de principio activo absorbente de luz, supere el 0,2%, en peso, entre ambas capas.
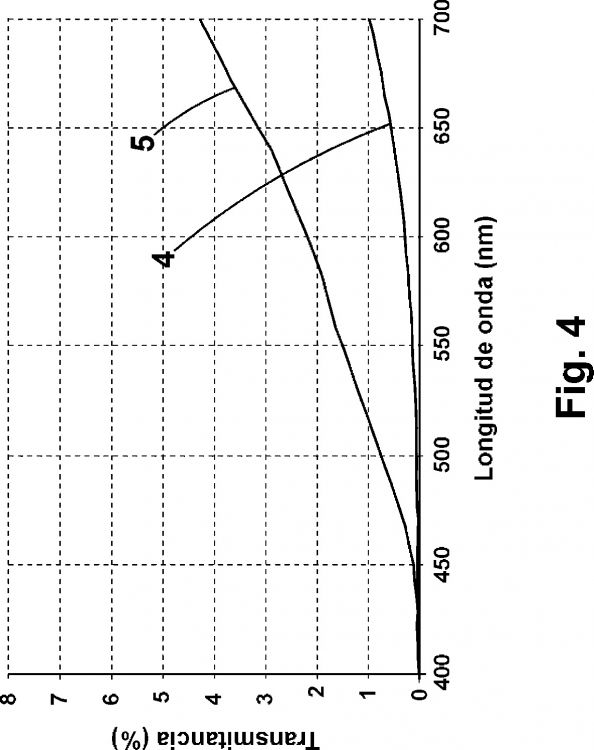
En el caso descrito, se pretende un envase en el que la transmisión máxima de radiación lumínica a través de la pared sea inferior al 0,1%, para un espesor total de la pared de 0,22 mm (milímetros), entendiéndose este espesor como la suma de los espesores parciales aportados por todas las capas constituyentes de la pared, y manteniendo un aspecto exterior blanco en el recipiente acabado destinado al mercado lácteo, u otros colores opacos igualmente reflectantes para otros mercados.
El tiempo de vida útil pretendido con esta aplicación para productos sensibles a la radiación lumínica, donde el exponente de máxima sensibilidad lo representa la leche con tratamiento UHT, es superior a 120 días. Esto supone un incremento esperado del tiempo de vida superior a los tres meses, ya que en Polietilén Tereftalato (PET) no aditivado al efecto no pueden garantizarse tiempos de vida superiores a dos semanas para productos como la leche UHT. Otras soluciones monocapa con aditivaciones importantes de agente apantallante se han mostrado eficaces hasta cuatro meses, pero no para un tiempo superior ofreciendo un apantallamiento total, en soluciones funcionalmente viables.
En la actualidad se conoce ampliamente la existencia de múltiples y variados tipos de recipientes realizados por soplado en molde a partir de una preforma. La mayor parte de estas preformas se realizan en Polietilén Tereftalato (PET) debido a las características de transparencia, ligereza, bajo coste, excelentes propiedades mecánicas y de barrera frente a los gases de este material y su facilidad posterior de reciclado en RPET. Un ejemplo de este tipo de preformas monocapa se describe en la solicitud de patente PCT US2004/005890 "Container preform assembly and method of manufacture", que preconiza una preforma típica en una sola capa, con cuello inyectado por separado.
Sin embargo, para una gran cantidad de productos, especialmente leche con tratamiento UHT y otros productos lácteos de larga vida, la transparencia no es adecuada, ya que ciertas vitaminas, fundamentalmente del grupo E, así como ciertas proteínas y grasas, se degradan por efecto de la luz, alterando los caracteres organolépticos y nutricionales de origen al cabo de pocos días desde el embotellado. Son conocidas otras alternativas para incrementar la pantalla lumínica del PET, como la descrita en la Patente US 7150902 "High T.sub.g coatings" o en la Patente Europea 069953 "Recipientes huecos con capa superficial inerte o impermeable", que pretenden aplicar a una preforma convencional u objeto plástico similar un recubrimiento de distinto material que puede llevar un aditivo o pigmento, pero el resultado de este tipo de procedimientos no es óptimo ni a nivel mecánico ni a nivel de apantallamiento frente a la luz, no consiguiendo una solución del problema. Asimismo se conocen compuestos como el descrito en la Patente Europea 1541623 "Photoprotective composition for food containers" que reivindica un compuesto de polvo de aluminio y pigmento perlado que hace opaco el plástico y que se añade al propio material plástico para incrementar la vida en hasta tres semanas, pero que no permiten alcanzar el objetivo de los 120 días citados.
Para solventar este problema es práctica comúnmente conocida fabricar el recipiente a partir de preformas complejas multicapa por coinyección o sobremoldeo, en la que se conforman dos, tres o cinco capas, tres como solución más probable, de modo que en esta composición de tres capas, por ejemplo, la intermedia difiere en composición de las externa e interna, ambas éstas de idéntica composición. Normalmente, en el uso de la coinyección orientada a la pantalla lumínica, el material de base es PET, que se aditiva de forma distinta en las diferentes capas: con un pigmento blanco, usualmente TiO2, las capas externa e interna, y con un pigmento negro la capa intermedia. También en el caso del sobremoldeo, normalmente la capa interna, fuertemente tintada en negro, garantiza la pantalla lumínica, mientras que la externa oculta el color oscuro proporcionando un aspecto blanco en la superficie visible de los recipientes. Ejemplos de estas preformas con al menos tres capas pueden encontrarse recogidas en la Patente Europea 0 722 887 "Recipiente de material de plástico", en la solicitud de patente PCT Patente 00/09575 "Apparatus and method for making barrier-coated polyester", y en la Patente US 6352426 "Mold for inyection molding multilayer preforms". Estos documentos describen diferentes realizaciones de preformas multicapa con composiciones diferentes en cada capa, mediante la adición a alguna de las capas de PET de un recubrimiento de unos materiales de barrera diferentes. En algún caso, como en la Patente Europea 1681239 "Preform, method for producing a preform and a container" se trata específicamente de una preforma multicapa de dos o tres capas con una capa barrera específica para la luz de distinta composición con respecto a las otras capas.
Los problemas fundamentalmente vinculados a la solución tricapa (coinyección convencional), son: la disminución del rendimiento productivo de los sistemas de conformación de las preformas, hasta en un 25% respecto de preformas similares en monocapa; el profuso mantenimiento de que deben ser objeto los moldes, sobre todo los canales calientes de distribución del material fundido; las dificultades para garantizar la calidad homogénea de las preformas, debido a la sensibilidad a las condiciones de proceso de la profundidad y ubicación relativa de la capa intermedia apantallante, y las dificultades para compatibilizar los materiales de la capa intermedia con los de las envolventes, lo que se traduce con frecuencia en descompensaciones de los procesos posteriores de conformación de los recipientes por soplado y en delaminación por falta de adherencia derivada de la diversa composición de las capas. Este tipo de realizaciones multicapa conocidas (con capa exterior, capa intermedia, y capa interior) presenta un importante problema consistente en que, al tener distintas composiciones, las capas presentan distinto comportamiento al ser estiradas en fase de soplado (es decir, en la conformación final del recipiente o botella). Una capa estira más que otra, lo que significa que no obtenemos un recipiente uniformemente estirado y que las capas no estarán totalmente unidas. Este problema se conoce como "delaminación" y origina un gran número de productos finales defectuosos, con el subsiguiente alto coste económico. Además se suelen crear bolsas de aire entre las capas, que pueden ser origen de contaminación posterior. Otro problema añadido es el del craqueo, que se produce durante el enfriamiento final del recipiente. Al tener las capas distintos coeficientes de dilatación el enfriamiento no se produce a la misma velocidad, con lo cual una capa puede originar que otra se fracture de forma reticulada, afectando a las características mecánicas del recipiente.
Se ha intentado minimizar estos problemas disminuyendo el número de capas a dos. Algunas de las soluciones bicapa que podemos encontrar por ejemplo en la Patente Europea 1547768 "Method of improving the environmental stretch crack resistance of RPET without solid stating" o en la Patente JP2002337217 "PET two-layered stretch blow-molded container" describen una capa interior de PET reforzando a una capa exterior de material reciclado RPET como refuerzo estructural y para aislar de las malas propiedades del RPET de cara a los alimentos, con lo cual no están orientadas específicamente al apantallamiento lumínico,...
Reivindicaciones:
1. Preforma para moldeo por soplado de un recipiente, del tipo de los utilizados para la fabricación de recipientes destinados a contener alimentos, productos lácteos, oleaginosos y otros que contienen principios activos que pueden resultar afectados por radiación lumínica, caracterizada porque comprende dos capas (1,2), consistiendo cada una de ellas en una composición de Polietilén Tereftalato (PET), dióxido de titanio (TiO2) y un pigmento con capacidad de absorción lumínica en el rango de longitudes de onda del espectro visible, comprendido entre los 400 nm (nanometros) y los 700 nm.
2. Preforma para moldeo por soplado de un recipiente, según la anterior reivindicación, caracterizada porque el porcentaje en peso del pigmento con capacidad de absorción lumínica presente en la capa interna (2) es superior al de la capa externa (1).
3. Preforma para moldeo por soplado de un recipiente, según las anteriores reivindicaciones, caracterizada porque cada una de las capas presenta un porcentaje en peso de dióxido de titanio (TiO2) comprendido entre el 2% y el 10%.
4. Preforma para moldeo por soplado de un recipiente con apantallamiento lumínico total, según las anteriores reivindicaciones, caracterizada porque cada una de las capas presenta un porcentaje en peso de dióxido de titanio (TiO2) del 6%.
5. Preforma para moldeo por soplado de un recipiente, según las anteriores reivindicaciones, caracterizada porque en la capa externa (1) el porcentaje en peso del pigmento con capacidad de absorción lumínica está comprendido entre el 0,0005% y el 0,002%.
6. Preforma para moldeo por soplado de un recipiente, según las anteriores reivindicaciones, caracterizada porque en la capa externa (1) el porcentaje en peso del pigmento con capacidad de absorción lumínica es del 0,001%.
7. Preforma para moldeo por soplado de un recipiente, según las anteriores reivindicaciones, caracterizada porque en la capa interna (2) el porcentaje en peso del pigmento con capacidad de absorción lumínica está comprendido entre el 0,01% y el 0,2%.
8. Preforma para moldeo por soplado de un recipiente con apantallamiento lumínico total, según las anteriores reivindicaciones, caracterizada porque en la capa interna (2) el porcentaje en peso del pigmento con capacidad de absorción lumínica es del 0,1%.
9. Preforma para moldeo por soplado de un recipiente, de según cualquiera de las reivindicaciones anteriores, caracterizada porque, entre la capa interna (2) y la externa (1) se hallan dispuestas una o varias capas intermedias (3) sucesivas con la misma composición que la capa externa (1).
10. Preforma para moldeo por soplado de un recipiente, según cualquiera de las reivindicaciones 1 a 8, caracterizada porque entre la capa interna (2) y la externa (1) se hallan dispuestas una o varias capas intermedias (3) sucesivas con la misma composición que la capa interna (2).
11. Preforma para moldeo por soplado de un recipiente, según cualquiera de las anteriores reivindicaciones, caracterizada porque el pigmento con capacidad de absorción lumínica se selecciona entre el grupo de negro de humo, pigmento gris, pigmento ámbar, pigmento marrón.
12. Uso de una preforma según cualquiera de las anteriores reivindicaciones produciendo un recipiente (6) preferentemente para leche, alimentos, productos oleaginosos, y cualesquiera otros que contengan principios activos que pueden ser afectados por la radiación lumínica.
Patentes similares o relacionadas:
Recipiente multi volumen y procedimiento para el moldeo por soplado del recipiente, del 1 de Julio de 2020, de Corpack GmbH: Un recipiente multi volumen compuesto de un primer elemento y por lo menos un segundo elemento , en el que el primer elemento […]
Sistema y método para el moldeo por soplado múltiple, del 26 de Febrero de 2020, de Amcor Rigid Plastics USA, LLC: Un sistema para formar un contenedor a partir de una preforma mediante un proceso de moldeo por soplado múltiple que comprende: un primer molde […]
Preforma con parte inferior de estrella y contenedor correspondiente, del 10 de Diciembre de 2019, de Société d'Exploitation des Sources Roxane: Preforma para contenedor de plástico, comprendiendo la preforma una parte de cuerpo que comprende una pared de espesor (e1) que se extiende según […]
Preforma moldeada por inyección y su fabricación, del 20 de Noviembre de 2019, de Gr8 Engineering Limited: Una preforma termoplástica moldeada por inyección para moldeo por soplado para formar un recipiente, incluyendo la preforma una parte de base cerrada […]
Contenedor con bolsa interior moldeado por soplado de forma integral que tiene una capa interior y la capa exterior hecha del mismo material y preforma para producirlo, del 2 de Octubre de 2019, de Anheuser-Busch InBev S.A: Un contenedor con bolsa interior moldeado por soplado de forma integral que tiene una región de cuello y una boca adecuada para dispensar un líquido […]
Método y dispositivo de fabricación de un recipiente con un asa integral, del 5 de Junio de 2019, de DT Inventions: Un método para formar un recipiente con un asa integral , que comprende: calentar una preforma que tiene un asa integral […]
Preforma para la producción de una botella de material plástico, del 20 de Mayo de 2019, de ALPLA-WERKE ALWIN LEHNER GMBH UND CO. KG: Preforma para la producción de botellas de material plástico en un procedimiento de soplado o de soplado y estirado, con un cuerpo alargado, […]
Preforma para aplicaciones de empuje de líquido, del 19 de Marzo de 2019, de DISPENSING TECHNOLOGIES B.V: Una preforma para un dispositivo de dispensación de líquido del tipo de bolsa dentro de bolsa, que comprende: una capa interior; y una capa exterior, de tal modo […]