Preforma para botella moldeada por soplado y estirado.
Preforma para una botella de plástico (2) producida mediante moldeo por inyección,
soplado y estirado, quecomprende:
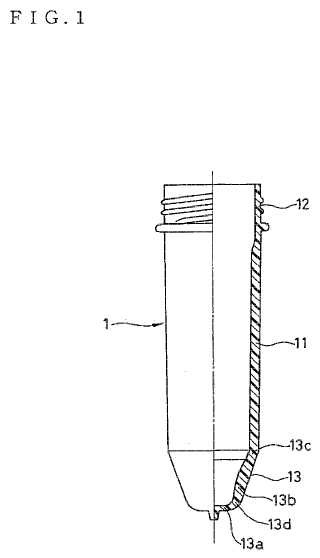
una sección de cuerpo cilíndrico (11);
una sección de cuello (12) contigua a una parte superior de la sección de cuerpo cilíndrico (11); y
una sección de fondo (13) contigua a una parte inferior de la sección de cuerpo cilíndrico (11),
incluyendo la sección de fondo (13):
una parte central de superficie de fondo (13a) con un diámetro (d) menor que el diámetro interior(D) de la sección de cuerpo cilíndrico y un espesor (t2) menor que el espesor (t1) de la sección de cuerpocilíndrico;
una parte que forma la superficie del fondo de la botella (13b) formada por doblamiento, en unaposición en altura (h), una parte que forma el borde del fondo de la botella, extendiéndose la parte queforma la superficie de fondo de la botella (13a) hasta una circunferencia de la parte central de la superficiedel fondo e incluyendo una parte que forma el borde del fondo de la botella (13c), y una parte curvada (13d)situada entre una parte inferior de la parte que forma la superficie de fondo de la botella (13b) y la partecentral de la superficie de fondo (13a),
donde la sección de fondo (13) tiene forma de cono truncado invertido, siendo la parte que forma lasuperficie del fondo de la botella (13b) contigua a la parte inferior de la sección de cuerpo cilíndrico (11) yestando inclinada hacia la parte central de la superficie de fondo (13a),
consistiendo la parte que forma el borde del fondo de la botella (13c) en una parte superior de laparte que forma la superficie de fondo de la botella (13b), que es contigua a la parte inferior de la secciónde cuerpo cilíndrico (11), caracterizada porque
una superficie interior de la parte que forma la superficie de fondo de la botella (13b) está configurada comouna superficie convexa ligeramente curvada que se extiende desde una parte inferior de la parte que formael borde del fondo de la botella (13d) hasta una parte superior de la parte curvada, de modo que el espesor(t3) de la parte que forma la superficie de fondo de la botella (13b) aumenta para ser mayor que el espesor(t1) de la sección de cuerpo cilíndrico (11), y porque la parte que forma el borde del fondo de la botella(13c) está configurada de modo que tiene un espesor (t4) menor que el espesor (t3) de la parte que forma lasuperficie de fondo de la botella (13b).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10006044.
Solicitante: A.K. TECHNICAL LABORATORY, INC.,.
Nacionalidad solicitante: Japón.
Dirección: 4963-3, Ohazaminamijo, Sakakimachi Hanishina-gun,Nagano-ken JAPON.
Inventor/es: YANAGIMACHI,YUKIO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29B11/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29B PREPARACION O PRETRATAMIENTO DE MATERIAS A CONFORMAR; FABRICACION DE GRANULOS O DE PREFORMAS; RECUPERACION DE LAS MATERIAS PLASTICAS O DE OTROS CONSTITUYENTES DE MATERIALES DE DESECHO QUE CONTIENEN MATERIAS PLASTICAS. › B29B 11/00 Fabricación de preformas (B29C 61/06 tiene prioridad). › Moldeo por inyección.
- B29B11/14 B29B 11/00 […] › caracterizado por la estructura o la composición.
PDF original: ES-2391537_T3.pdf
Fragmento de la descripción:
Preforma para botella moldeada por soplado y estirado.
ANTECEDENTES DE LA INVENCIÓN
Campo de la Invención
La presente invención se refiere a una preforma cerrada en un extremo conformada mediante moldeo por inyección de un material plástico, empleada para conformar una botella mediante moldeo por soplado y estirado sin recalentamiento y que puede reducir el peso de la botella.
Descripción de la Técnica Anterior
Ejemplos de moldeo por soplado y estirado de materiales plásticos, tales como tereftalato de polietileno, policarbonato y similares, con el fin de conformar una botella incluyen: el método de preformado en frío a partir de un tubo (parison) , donde una preforma de extremo cerrado se moldea por inyección en un molde, se enfría, solidifica y separa del molde y después se recalienta a una temperatura de moldeo antes de moldearla por soplado y estirado formando una botella; y el método de preformado en caliente, donde una preforma a alta temperatura y cuyo interior no se ha enfriado por completo y tiene calor interno, se separa de un molde y después de moldea por soplado y estirado formando una botella mientras se mantiene el estado de alta temperatura (Patente US nº 5.364.585) .
En el método de preformado en caliente, la cantidad de calor interno contenido en cada parte de la preforma es proporcional a su espesor. Por consiguiente, cuanto mayor es el espesor, mayor es la cantidad de calor interno contenido y más fácil se puede llevar a cabo el estirado. Cuando el espesor se reduce por el estiramiento, el área superficial aumenta. La temperatura en la parte estirada disminuye y la parte estirada se resiste al estiramiento. Por consiguiente, el estirado se produce entonces en la parte adyacente, que tiene un mayor espesor con una temperatura más alta. El espesor se hace uniforme durante el estirado, lo que se puede deber a este estiramiento alterno.
En general, se proporciona una preforma con un ángulo de salida que facilita su separación del molde, diseñándose el ángulo de salida de forma que el espesor de la sección cilíndrica de la preforma disminuya gradualmente hacia el fondo. Así, durante el estirado axial por la extensión de una barra de estirado, la parte central de la sección cilíndrica tiende a estirarse primero, ya que esta parte central tiene mayor calor interno, siendo fácil la aplicación de la fuerza de estirado a la misma, estirándose la sección de fondo con cierta demora.
Dado que la sección de fondo se estira con cierta demora, una vez que la barra de estirado llega al fondo del molde, ésta no está lo suficientemente estirada, y el espesor de la sección de fondo tiende a ser mayor que el de la sección cilíndrica, dependiendo del porcentaje de estirado en dirección axial (vertical) . Por consiguiente, la cantidad de resina que permanece en la sección de fondo es mayor que la necesaria para conformar la sección superficial del fondo de la botella. La sección cilíndrica tiende a ser delgada debido a que la cantidad de estiramiento aumenta por la demora del estirado de la sección de fondo. Teniendo en cuenta este aumento, la cantidad de resina se incrementa ligeramente en algunos casos.
La sección cilíndrica se estira y crece por la presión del aire que se ha soplado en el interior de la preforma desde su parte superior con cierta demora después de extenderse la barra de estirado. Más específicamente, primero se expande la parte superior de la sección cilíndrica y después se expande la parte inferior siguiendo a la parte delgada estirada. De este modo, la sección cilíndrica se estira horizontalmente y disminuye de espesor, con lo que se forma la sección cilíndrica expandida de la botella. Finalmente se estira la sección de fondo y se reduce su espesor, con lo que se forma la sección superficial del fondo de la botella. Sin embargo, la sección superficial del fondo de la botella tiene mayor espesor debido al exceso de resina.
Ya se ha intentado reducir el espesor de la sección gruesa superficial del fondo de la botella para disminuir su peso. Por ejemplo, se puede diseñar una preforma para una botella con una sección cilíndrica y una sección de fondo circular cuya forma permita reducir fácilmente el espesor de la sección del cuello y del cuerpo cilíndrico. Sin embargo, no es fácil reducir el espesor de la sección del fondo hasta tal punto que esto contribuya a la reducción del peso de la sección superficial del fondo de la botella. Esto se debe a un fenómeno de blanqueo que se produce en la parte central de la sección de fondo debido al aumento de la presión de inyección y la orientación del flujo, así como a una disminución del calor interno, que dificulta el estirado.
La razón por la que la sección superficial del fondo de la botella conformada mediante moldeo por soplado y estirado sea más gruesa que la sección del cuerpo cilíndrico es un estiramiento insuficiente en dirección axial provocado por la diferencia de temperatura interna a causa de la distribución de espesores y por la demora en el estirado de la sección del fondo. Por consiguiente, cuando la sección del fondo tiene un espesor mayor que el de la sección cilíndrica de forma que aumenta el calor interno en la sección de fondo, se facilita el estirado de la sección del fondo. En este caso, el estirado de la sección del fondo puede tener lugar antes y se reduce la cantidad de resina residual debida a la demora del estirado, lo que permite reducir el espesor.
Sin embargo, para conformar una preforma de modo que la sección de fondo tenga mayor espesor que la sección del cuerpo cilíndrico se debe prever un rebaje de la sección del fondo en la estructura del molde, en este caso la preforma no se puede separar de tal cavidad de moldeo y del núcleo del molde tirando de ella. Por consiguiente, para aumentar el espesor de la sección de fondo de una preforma son necesarios nuevos dispositivos.
El problema del rebaje debido al aumento de espesor de la sección de fondo de una preforma se puede resolver mediante el método descrito en la Solicitud de Patente Japonesa Abierta nº Sho 55-146718. Más específicamente, se configura una preforma de modo que su sección de fondo tiene forma de cono truncado invertido. Con esta forma, la pared circunferencial de la sección de fondo está inclinada y la superficie interior de la sección de fondo está orientada hacia arriba. Sin embargo, en la pared circunferencial inclinada de la sección de fondo formada por plegamiento de la parte inferior de la sección cilíndrica, el espesor de la pared circunferencial alrededor del punto de inflexión entre la pared circunferencial y la sección cilíndrica es menor que el espesor de la sección cilíndrica, aunque la pared circunferencial esté doblada hacia adentro.
Además, en la preforma con una sección de fondo en cono truncado invertido, la tensión de estirado tiende a concentrarse en la parte doblada entre la parte inferior de la sección cilíndrica y la pared circunferencial, siendo el espesor (temperatura interior) de la sección cilíndrica diferente al de la pared circunferencial de la sección de fondo. Por consiguiente, el estirado se produce primero en el lado de la parte doblada correspondiente al cuerpo cilíndrico, con lo que se reduce la fuerza de estirado que actúa sobre la pared circunferencial. Como consecuencia, la sección de fondo no se estira con la eficacia esperada. Además surge otro problema, el espesor de la circunferencia exterior del borde del fondo de la botella formada puede no ser uniforme debido a la reducción del espesor por estirado de la parte doblada.
La Patente US 5.047.271 da a conocer una preforma con una sección de fondo con una parte cilíndrica y una parte cónica. La sección de fondo comprende además múltiples mallas de refuerzo dispuestas simétricamente alrededor de la cara de la pared interior de la sección de fondo, separadas entre sí formando un anillo de refuerzo geodésico discontinuo. Cada malla comprende superficies planas triangulares que se extienden en dirección esencialmente paralela al eje central de la preforma. El espesor de pared de la sección de fondo difiere tanto en la dirección circunferencial como en la axial de la preforma, debido al espesor variable de las mallas. Las partes más amplias y gruesas de las mallas están situadas esencialmente en la zona de la preforma que constituye el borde del fondo de la botella después del moldeo por soplado.
SUMARIO DE LA INVENCIÓN
Un objeto de la presente... [Seguir leyendo]
Reivindicaciones:
1. Preforma para una botella de plástico (2) producida mediante moldeo por inyección, soplado y estirado, que comprende:
una sección de cuerpo cilíndrico (11) ;
una sección de cuello (12) contigua a una parte superior de la sección de cuerpo cilíndrico (11) ; y
una sección de fondo (13) contigua a una parte inferior de la sección de cuerpo cilíndrico (11) ,
incluyendo la sección de fondo (13) :
una parte central de superficie de fondo (13a) con un diámetro (d) menor que el diámetro interior
(D) de la sección de cuerpo cilíndrico y un espesor (t2) menor que el espesor (t1) de la sección de cuerpo cilíndrico;
una parte que forma la superficie del fondo de la botella (13b) formada por doblamiento, en una posición en altura (h) , una parte que forma el borde del fondo de la botella, extendiéndose la parte que forma la superficie de fondo de la botella (13a) hasta una circunferencia de la parte central de la superficie del fondo e incluyendo una parte que forma el borde del fondo de la botella (13c) , y una parte curvada (13d) situada entre una parte inferior de la parte que forma la superficie de fondo de la botella (13b) y la parte central de la superficie de fondo (13a) ,
donde la sección de fondo (13) tiene forma de cono truncado invertido, siendo la parte que forma la
superficie del fondo de la botella (13b) contigua a la parte inferior de la sección de cuerpo cilíndrico (11) y
estando inclinada hacia la parte central de la superficie de fondo (13a) ,
consistiendo la parte que forma el borde del fondo de la botella (13c) en una parte superior de la
parte que forma la superficie de fondo de la botella (13b) , que es contigua a la parte inferior de la sección
de cuerpo cilíndrico (11) , caracterizada porque
una superficie interior de la parte que forma la superficie de fondo de la botella (13b) está configurada como una superficie convexa ligeramente curvada que se extiende desde una parte inferior de la parte que forma el borde del fondo de la botella (13d) hasta una parte superior de la parte curvada, de modo que el espesor (t3) de la parte que forma la superficie de fondo de la botella (13b) aumenta para ser mayor que el espesor (t1) de la sección de cuerpo cilíndrico (11) , y porque la parte que forma el borde del fondo de la botella (13c) está configurada de modo que tiene un espesor (t4) menor que el espesor (t3) de la parte que forma la superficie de fondo de la botella (13b) .
2. Preforma (1) para una botella de plástico (2) producida mediante moldeo por inyección, soplado y estirado según la reivindicación 1, caracterizada porque el aumento de espesor (t3’) de la parte que forma la superficie de fondo de la botella (13b) por la superficie convexa curvada es igual o inferior al 15% del espesor (t1) de la sección de cuerpo cilíndrico (11) .
3. Preforma (1) para una botella de plástico (2) producida mediante moldeo por inyección, soplado y estirado según la reivindicación 1, caracterizada porque el espesor (t2) de la parte central de la superficie de fondo (13a) es al menos 1, 5 mm, valor con el que se evita el blanqueo de la de la sección de superficial del fondo debido a la orientación del flujo de la resina; y el diámetro (d) de la parte central de superficie de fondo (13a) se ajusta en base a la mitad del diámetro interior (D) de la parte central de la sección de cuerpo cilíndrico (11) .
4. Preforma (1) para una botella de plástico (2) producida mediante moldeo por inyección, soplado y estiramiento según la reivindicación 1, caracterizada porque la posición en altura h de la sección de fondo
(13) se ajusta en base a un diámetro exterior de la sección de cuerpo cilíndrico (11) , al espesor (t1) de la sección de cuerpo cilíndrico (11) , al peso de una sección de superficie de fondo (23) de la botella (2) y al diámetro (D’’) de la sección de superficie de fondo (23) de la botella (2) , definiéndose el peso de la sección de la superficie de fondo (23) de la botella (2) como el producto del área de la sección de superficie de fondo (23) , el espesor de la sección de superficie de fondo (23) y el peso específico del material de la botella (2) ; y el ángulo de inclinación (e) de la parte que forma la superficie de fondo de la botella (13b) se ajusta en base a la posición en altura (h) y el diámetro (d) de la parte central de la superficie de fondo (13a) .
5. Preforma (1) para una botella de plástico (2) producida mediante moldeo por inyección, soplado y estirado según la reivindicación 4, caracterizada porque la parte que forma el borde del fondo de la botella (13c) tiene una anchura vertical ha, ajustándose la anchura vertical ha en base al espesor t4 de la misma.
Patentes similares o relacionadas:
Recipiente multi volumen y procedimiento para el moldeo por soplado del recipiente, del 1 de Julio de 2020, de Corpack GmbH: Un recipiente multi volumen compuesto de un primer elemento y por lo menos un segundo elemento , en el que el primer elemento […]
Sistema y método para el moldeo por soplado múltiple, del 26 de Febrero de 2020, de Amcor Rigid Plastics USA, LLC: Un sistema para formar un contenedor a partir de una preforma mediante un proceso de moldeo por soplado múltiple que comprende: un primer molde […]
Preforma con parte inferior de estrella y contenedor correspondiente, del 10 de Diciembre de 2019, de Société d'Exploitation des Sources Roxane: Preforma para contenedor de plástico, comprendiendo la preforma una parte de cuerpo que comprende una pared de espesor (e1) que se extiende según […]
Preforma moldeada por inyección y su fabricación, del 20 de Noviembre de 2019, de Gr8 Engineering Limited: Una preforma termoplástica moldeada por inyección para moldeo por soplado para formar un recipiente, incluyendo la preforma una parte de base cerrada […]
Contenedor con bolsa interior moldeado por soplado de forma integral que tiene una capa interior y la capa exterior hecha del mismo material y preforma para producirlo, del 2 de Octubre de 2019, de Anheuser-Busch InBev S.A: Un contenedor con bolsa interior moldeado por soplado de forma integral que tiene una región de cuello y una boca adecuada para dispensar un líquido […]
Método y dispositivo de fabricación de un recipiente con un asa integral, del 5 de Junio de 2019, de DT Inventions: Un método para formar un recipiente con un asa integral , que comprende: calentar una preforma que tiene un asa integral […]
Preforma para la producción de una botella de material plástico, del 20 de Mayo de 2019, de ALPLA-WERKE ALWIN LEHNER GMBH UND CO. KG: Preforma para la producción de botellas de material plástico en un procedimiento de soplado o de soplado y estirado, con un cuerpo alargado, […]
Preforma para aplicaciones de empuje de líquido, del 19 de Marzo de 2019, de DISPENSING TECHNOLOGIES B.V: Una preforma para un dispositivo de dispensación de líquido del tipo de bolsa dentro de bolsa, que comprende: una capa interior; y una capa exterior, de tal modo […]