CIP-2021 : B21B 1/46 : para laminar el metal inmediatamente después de la colada continua (cajas a este efecto B21B 13/22;
colada continua B22D 11/00, p. ej. en moldes dotados de rodillos B22D 11/06).
CIP-2021 › B › B21 › B21B › B21B 1/00 › B21B 1/46[1] › para laminar el metal inmediatamente después de la colada continua (cajas a este efecto B21B 13/22; colada continua B22D 11/00, p. ej. en moldes dotados de rodillos B22D 11/06).
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04).
B21B 1/00 Métodos de laminado o laminadores para la fabricación de productos semiacabados de sección llena o de perfilados (B21B 17/00 - B21B 23/00 tienen prioridad; si dependen de la composición del material a laminar B21B 3/00; alargamiento de bandas de metal trabajadas en circuito cerrado, por laminación simultánea en varios puestos de laminado B21B 5/00; laminadores considerados en conjunto B21B 13/00; colada continua en moldes de paredes que se desplazan B22D 11/06 ); Secuencia de operaciones en los trenes de laminación; Instalaciones de una fábrica de laminación, p. ej. agrupamiento de cajas; Sucesión de pasadas o de alternancias de pasadas.
B21B 1/46 · para laminar el metal inmediatamente después de la colada continua (cajas a este efecto B21B 13/22; colada continua B22D 11/00, p. ej. en moldes dotados de rodillos B22D 11/06).
CIP2021: Invenciones publicadas en esta sección.
Lámina de acero para estampado en caliente, método para su fabricación, y cuerpo moldeado por estampado en caliente.
(11/03/2020) Una lámina de acero para estampado en caliente, que comprende una composición que contiene:
en % en masa,
C: de 0.100% a 0.600%;
Si: de 0.50% a 3.00%;
Mn: de 1.20% a 4.00%;
Ti: de 0.005% a 0.100%;
B: de 0.0005% a 0.0100%;
P: 0.100% o menos;
S: de 0.0001% a 0.0100%;
Al: de 0.005% a 1.000%;
N: 0.0100% o menos;
Ni: de 0% a 2.00%;
Cu: de 0% a 2.00%;
Cr: 0% a 2.00%;
Mo: de 0% a 2.00%;
Nb: de 0% a 0.100%;
V: de 0% a 0.100%;
W: de 0% a 0.100%, y
un total de un tipo o dos o más tipos seleccionados de un grupo que consiste en REM, Ca, Ce y Mg: de 0% a 0.0300%,
siendo el resto Fe e impurezas,
en la que la rugosidad de la superficie de la lámina de acero satisface 8.0 μm > Rz > 2.5…
Chapa de acero laminado en caliente y método de fabricación de ésta.
(24/04/2019) Una chapa de acero laminado en caliente que tiene una resistencia a la tracción máxima de 980 MPa o más y una excelente tenacidad a baja temperatura, que comprende:
una composición química que consiste en, en % en masa,
C: 0,01 a 0,2%;
Si: 0,001 a 2,5%;
Mn: 1 a 4,0%;
P: 0,10% o menos;
S: 0,03% o menos;
Al: 0,001 a 2,0%;
N: 0,0005 a 0,01%;
O: 0,001 a 0,01%; y
Ti: 0,03 a 0,30%;
opcionalmente uno o más de Nb: 0,01 a 0,30%;
Cu: 0,01 a 2,0%;
Ni: 0,01 a 2,0%;
Mo: 0,01 a 1,0%;
V: 0,01 a 0,3%;
Cr: 0,01 a 2,0%;
Mg: 0,0005 a 0,01%;
Ca: 0,0005 a 0,01%;
…
Aparato y método para la producción de productos alargados de metal.
(10/04/2019) Método para hacer funcionar un aparato para la producción de productos laminados alargados que comprende las siguientes características y etapas:
- producir metal líquido que tiene una primera tasa de producción a lo largo de una estación de fabricación de acero,
- tener una segunda tasa de producción en un laminador ,
- estando una estación de colada continua ubicada entre la estación de fabricación de acero y el laminador , en el que la estación de colada continua comprende al menos dos líneas de colada, pudiendo hacerse funcionar cada línea para producir productos intermedios alargados, en el que:
• una primera línea de colada está directamente alineada con el laminador para alimentar el laminador con producto colado, estando la primera línea de colada configurada…
Método para producir un acero TWIP laminado en caliente y un producto de acero TWIP producido de ese modo.
(22/03/2019) Método para la fabricación de una banda de acero TWIP, mediante el cual el acero fundido que tiene una composición que comprende 0,05-0,78 % de C, 11 a 23 % de Mn, como máximo 5 % de Al, como máximo 5 % de Cr, como máximo 2,5% de Ni, como máximo 5 % de Si, como máximo 0,5 % de V, el resto es hierro e impurezas inevitables se funde en una máquina de fundición continua con una o más hebras para formar una plancha con un grosor de al menos 30 mm y como máximo 120 mm y, mientras se hace uso del calor de fundición, se transporta a través de un aparato del horno, se lamina en caliente en un laminador en caliente que comprende uno o más trenes de laminación en una banda de acero de un grosor final deseado (hf) de entre 0,5 y 5 mm
i. en un proceso de laminado continuo en donde
a. existe una conexión de material entre el acero…
Aparato y método para la producción de productos metálicos largos.
(15/11/2018) Aparato para la producción de productos metálicos alargados, tales como barras, varillas o similares, comprendiendo dicho aparato:
- un laminador que comprende al menos una plataforma de laminado ,
- una estación de colada que comprende al menos una primera línea de colada (2a) y al menos una segunda línea de colada (2b), siendo cada línea (2a, 2b) operable para producir hilos continuos respectivos y productos intermedios alargados (b2a, b2b), tales como tochos, en los que:
• la primera línea de colada (2a) está alineada directamente con el laminador , estando configurada dicha primera línea de colada (2a) para alimentar el laminador con hilos de colada continua o productos…
Procedimiento y un dispositivo para la producción continua de una banda metálica delgada.
(17/01/2018) Procedimiento para la producción continua de una banda metálica fina o de una banda caliente de acero directamente a partir de una masa fundida de metal y con un grosor de colada en bandas < 10 mm tras un procedimiento de colada continua, en el que en una superficie lateral de al menos un cilindro de colada rotatorio se aplica masa fundida de metal y se forma una banda metálica, la banda metálica se alimenta con velocidad de colada a una reducción de grosor en línea y la banda metálica se introduce a continuación a un dispositivo de almacenamiento y se almacena en éste, caracterizado porque para minimizar las desviaciones de la planicidad en la banda metálica desplazada se realiza una medición de la planicidad y los valores medidos de la planicidad de esta medición de la planicidad se usan para influir selectivamente…
Método y aparato para una laminación continua.
(22/03/2017) Método para producir productos laminados, que comprende las etapas de:
a) generar en conjunto, de manera simultánea y a la misma velocidad, al menos dos barras de sección metálicas de suministro mediante un procedimiento de colada continua;
controlar las velocidades de dichas al menos dos barras de sección metálicas de suministro mediante el procedimiento de colada continua de modo que se desplazan a la misma velocidad, en el que mediante el procedimiento de colada continua dichas al menos dos barras de sección metálicas de suministro son tochos o palanquillas;
b) enviar en conjunto dichas dos barras de sección metálicas de suministro de manera…
Procedimiento para fabricar un producto plano de acero, laminado en caliente.
(15/02/2017) Procedimiento para fabricar un producto plano de acero, laminado en caliente, que comprende los siguientes pasos de trabajo:
- fundir una masa fundida de acero (S), que además de hierro e impurezas inevitables contiene (en % en peso) C: 0,5 - 1,3 %,
Mn: 18 - 26 %,
Al : 5,9 - 11,5 %,
Si: 0,1 - 0,4 %,
Cr: menos del 3 %,
Ni: menos del 1 %,
Mo: menos del 0,5 %,
N: 0,005 - 0,04 %,
B: menos del 0,0050 %,
Cu: menos del 1 %
Nb: menos del 0,2 %,
Ti: menos del 0,3 %,
V: menos del 0,3 %,
Ca: menos del 0,005 %,
Zr: menos del 0,005 %,
P: 0,01 - 0,03 %,
S: 0,005 - 0,02 %,
- colar la masa fundida de acero (S) para obtener una banda (G) colada,
- colar la masa fundida de acero (S) para…
Método e instalación para producir material que debe ser laminado en forma de un fleje laminado en caliente a partir de acero al silicio en base a desbastes delgados.
(01/02/2017) Método para producir material que debe ser laminado en forma de un fleje laminado en caliente desde un producto de colada, por ejemplo desde un desbaste delgado, donde el producto de colada , en un primer paso, es sometido a un pre-tratamiento térmico y, en un segundo paso, el producto de colada precalentado es sometido a un proceso de laminado en un tren de laminador en caliente; y donde el material que debe ser laminado, considerando el procesamiento posterior, es transferido a un estado de recristalización adecuado a una temperatura final de laminación deseada (TWE), y la temperatura final de laminación (TWE) del material que debe ser laminado se regula a temperaturas de al menos 950°C, preferentemente por encima de 1000ºC, y porque el producto de colada , en el marco del pre-tratamiento térmico, para regular la temperatura…
Planta de fundición y laminación continúa de flejes.
(02/11/2016) Planta de fundición y laminación continua con una regulación de tensión de una banda formada por una unidad de fundición con un contenedor de llenado con la colada correspondiente con un canal de colada horizontal y un sector de vertido diseñado como inyector y una zona primaria de enfriado que presenta dos rodillos de desvío y una cinta transportadora rotativa refrigerada y al menos una unidad de laminación subsiguiente compuesta por al menos dos rodillos que se pueden propulsar, en donde para la minimización de la tensión a la banda fundida la unidad de fundición y la unidad de laminación subsiguiente se desacoplan mecánicamente, en donde para el desacople…
Equipo de colada continua.
(27/07/2016) Equipo de colada continua que comprende un aparato de reducción del producto de colada configurado para aplicar reducción a un producto de colada,
en el cual el aparato de reducción del producto de colada incluye un par de rodillos de reducción del producto de colada que aprisionan y aplican presión al producto de colada, en el cual al menos uno del par de rodillos de reducción del producto de colada que aprisionan al producto de colada incluye una parte de gran diámetro que sobresale radialmente hacia afuera en una zona central en la dirección axial y aplica presión a una zona central en la dirección de la anchura del producto de colada, caracterizado por que el equipo de colada continua comprende…
Método para producir cinta de acero de acero al carbono.
(27/07/2016) Método para producir cinta de acero de acero al carbono usando una máquina de colada de desbastes finos tal como una DSP (planta de laminado directo) o DSC (máquina de colada de laminado directo) para colar de forma continua el acero al carbono o una máquina de colada de desbaste convencional con una conexión en caliente a una instalación de enrollado en caliente, que comprende las siguientes etapas:
proporcionar un acero fundido que contenga los siguientes elementos (en % en peso):
0,06-0,17 de C
Máx. 3,0 de Mn
0,1-2,0 de Al
Máx. 0,01 de Ca
0,1-0,5 de Si
y opcionalmente uno o más de los siguientes elementos:
Máx. 1,0 de Cr
Máx.1,0 de Mo
Máx. 0,1 de P
Máx. 1,0 de Cu
Máx. 2,5 de Ni
Máx. 0,2 de V
Máx. 0,2…
Procedimiento para el tratamiento térmico de productos de acero semiacabados recubiertos.
(01/06/2016) Procedimiento para el tratamiento térmico de productos de acero semiacabados recubiertos, con al menos un horno continuo calentable, con al menos un dispositivo transportador para los productos de acero semiacabados , en donde el dispositivo transportador presenta elementos transportadores y los productos de acero semiacabados descansan sobre los elementos transportadores en el horno continuo , presentando al menos una sección de desacoplamiento del horno continuo al menos dos grupos de elementos transportadores , presentando cada grupo de elementos transportadores al menos un elemento transportador y, en la sección de desacoplamiento , el producto…
Método para colar en continuo un desbaste plano.
(27/04/2016) Un método para colar en continuo un desbaste plano , comprendiendo el método una serie de:
una etapa 1 de colar con una lingotera un desbaste plano que tiene una sección transversal redonda;
una etapa 2 de reducir el espesor del desbaste plano por una pluralidad de pares de rodillos que consisten en rodillos cilíndricos cuyos ejes están dispuestos en dirección horizontal hasta que no haya ninguna porción no solidificada en el interior del desbaste plano , para formar en el desbaste plano un par de superficies paralelas;
una etapa 3 de reducir alternativamente el espesor en el desbaste plano solidificado completamente después de…
Método y aparato para producir productos intermedios de acero.
(13/04/2016) Un método para producir productos intermedios de acero en forma continúa, que comprende:
fundir acero líquido en una pluralidad de moldes para producir una pluralidad de cordones de palancones continuamente; y
cargar uno o más de los cordones de palancones en línea a trenes de laminación respectivos configuradas para que se puedan enganchar selectivamente para laminar en caliente los cordones de palancones de entrada fundidas en caliente para producir palanquillas laminadas,
caracterizado porque:
los trenes de laminación comprenden dos o más soportes de tren de laminación en voladizo en el que los soportes de rodamiento para los rodillos de cada soporte soportan los rodillos en solo un…
Planta integrada con muy bajo impacto ambiental para fabricar fleje de acero laminado en caliente y laminado en frío.
(23/03/2016) Planta integrada con muy bajo impacto ambiental para fabricar bobinas de fleje de acero laminado en caliente y laminado en frío, que comprende una sección de fundición (SF) para producir acero líquido conectada directamente a una sección de colada continua y laminación en caliente (CCHR) con bobinado final del fleje en bobinas, estando a su vez conectada esta última sección (CCHR) a una sección de laminación en frío (PCR) que está en conexión con una sección de acabado (CF), comprendiendo además dicha planta una sección de corte longitudinal (SL) adecuada para recibir bobinas de cada una de dichas tres secciones de trabajo (CCHR, PCR, CF), una sección de trituración de vehículos (AS) adecuada para producir chatarra metálica adaptada para ser utilizada como primera…
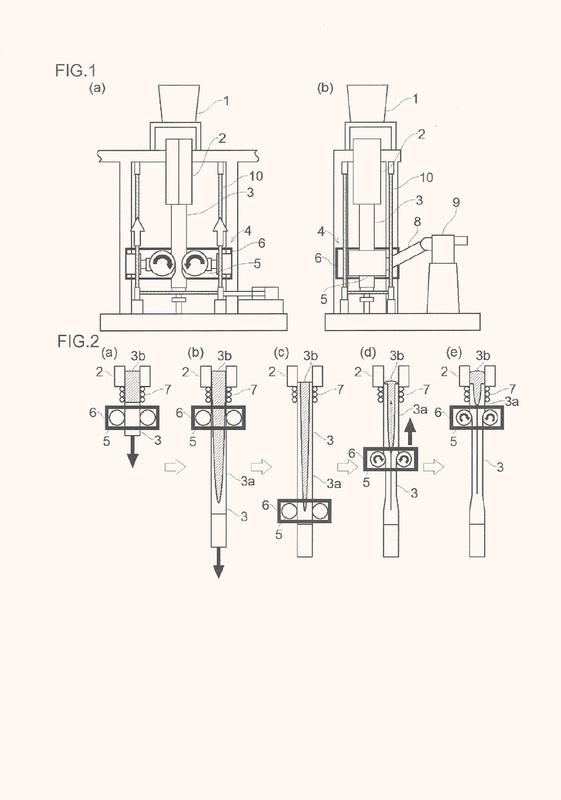
Método para colar planchón de manera continua.
(20/01/2016). Ver ilustración. Solicitante/s: NIPPON STEEL & SUMITOMO METAL CORPORATION. Inventor/es: YAMANAKA, AKIHIRO, NAGAI,SHINJI, MURAKAMI,TOSHIHIKO, MIZUKAMI,HIDEO.
Un método para colar de manera continua un cordón , caracterizado por que comprende:
usar un par de rodillos configurados para cumplir de manera intercambiable la función de guía y soporte del cordón y la función de laminación para la reducción del cordón , y para ser movidos en dirección vertical a lo largo del cordón debajo de un molde
por el que, mientras el cordón es extraído, el par de rodillos son mantenidos en condición de parada y guían y soportan el cordón , y una vez concluida la extracción del cordón , el par de rodillos son movidos en dirección vertical y de manera correspondiente laminan el cordón parado para su reducción.
PDF original: ES-2651136_T3.pdf
Procedimiento para la producción de un producto plano de acero laminado en frío para aplicaciones de embutición profunda y de embutición y estiraje simultáneos, producto plano de acero y uso de un producto plano de acero de este tipo.
(13/01/2016) Procedimiento para la fabricación de un producto plano de acero laminado en frío, de hasta 0,5 mm de espesor para aplicaciones de embutición profunda y de embutición y estiraje simultáneos que comprende las siguientes etapas de trabajo:
a) generar una masa fundida de acero, que contiene (en % en peso) hasta el 0,008 % de C, hasta el 0,005 % de Al, hasta el 0,043 % de Si, del 0,15 - 0,5 % de Mn, hasta el 0,02 % de P, hasta el 0,03 % de S, hasta el 0,020 % de N así como en cada caso opcionalmente hasta el 0,03 % de Ti y hasta el 0,03 % de Nb y como resto hierro e impurezas inevitables, cuyos contenidos han de atribuirse a hasta el 0,08 % de Cr, hasta el 0,08 %…
Método para la producción de productos laminados planos.
(05/08/2015) Método de laminación en una línea de laminación , para producir tiras con un espesor que varía de 0,7 mm a 20 mm, para todas las calidades de acero que puedan colarse en forma de planchas finas con un espesor comprendido entre 30 mm a 140 mm, comprendiendo la línea al menos:
- un dispositivo de colada continua ;
- un horno de túnel para mantenimiento/ecualización y posible calentamiento, dispuesto aguas abajo del dispositivo de colada continua ;
- un tren de laminación, dispuesto aguas abajo de dicho horno de túnel , que consiste en un tren de desbaste que comprende de 1 a 4 estaciones de laminación (18a, 18b, 18c) y un tren…
Procedimiento de laminación por colada continuo y de alta eficiencia para la formación de una plancha de aleación de magnesio.
(29/07/2015) Un procedimiento para la laminación por colada continua y eficiente de planchas de aleación de magnesio que comprende:
la provisión de varios hornos de inducción , un horno de resistencia , un rodillo de colada y varios rodillos ;
la adición de elementos metálicos a los hornos de inducción , en que los elementos metálicos comprenden lingotes de Mg o aleación de Mg, los elementos metálicos se funden en los hornos de inducción y después fluyen al horno de resistencia ;
el control de la temperatura de la masa fundida de Mg en el horno de resistencia , en que hay al menos dos zonas de control de la temperatura comunicadas entre sí y la diferencia de temperaturas es constante;
la transferencia de la masa fundida de Mg a la zona de mordida a través de una tubería de transferencia…
Aparato de producción de acero que ahorra energía y método del mismo.
(13/05/2015) Aparato de producción de acero que ahorra energía, que incluye una línea de producción de laminación en caliente y un equipo de fundición continua para producir productos semi-manufacturados o piezas de partida , estando dicha línea de producción y dicho equipo enfrentados entre sí y estando conectados a través de medios de transporte rápidos que mueven dicha pieza de partida , que está totalmente solidificada y que tiene una temperatura media comprendida entre 850 y 900 ºC, teniendo dicha línea de producción de laminación en caliente rodillos intermedios , que están provistos de un horno de tipo túnel (2B), preferiblemente un horno de inducción; estando dichos rodillos…
Método para la laminación austenítica continua de una prebanda fabricada en un proceso de colada continua.
(11/11/2013) Método para la laminación austenítica continua de una prebanda fabricada en un proceso de colada continua enuna instalación de colada continua, con un grosor de colada menor a 300 mm, preferentemente con un grosor decolada menor a 150 mm, mediante etapas de reducción del grosor en, al menos, un tren de laminación conformadopor una pluralidad de cajas de laminación dispuestas en serie, para obtener una banda laminada en caliente con ungrosor de laminación de entre 0,5 y 15 mm, y con una separación transversal consecutiva de la banda laminada encaliente en tamaños de rollo o bien, longitudes de rollo antes del enrollamiento en un dispositivo de almacenamiento,caracterizado porque se reduce el grosor de la prebanda…
Procedimiento para producir acero de resistencia elevada, de baja aleación, con cobre.
(28/08/2013) Procedimiento para producir acero de resistencia elevada, de baja aleación, mediante la adición de cobre,caracterizado porque el acero es provisto de un contenido de cobre de 0,15 % a 0,35% y a continuación es coladoen una instalación de colada de barra o de colada continua en una cinta en una barra con un grosor de 130 mm y essolidificado, donde la velocidad de colada asciende por lo menos a 4,5 m/min y, de forma preferente, por lo menos a5 m/min, y la cinta o la barra seguidamente es laminada mediante laminación continua o laminación semi-continuahasta alcanzar el grosor final deseado en menos de 5,8 min, en especial en menos de 4,5 min, y porque después deser alcanzado el grosor deseado tiene lugar una refrigeración de 15-90 K/s, preferentemente de 25-60 K/s, a unatemperatura inferior a…
Procedimiento y dispositivo para una instalación combinada de colada-laminación.
(09/05/2012) Procedimiento para fabricar productos laminados en caliente en una instalación combinada de colada-laminación , en donde una barra de un material de partida colado en continuo sinfín recorre sin seccionarse, después desu solidificación completa, una instalación para seccionar y evacuar a una velocidad de transporte, acontinuación se lamina en un tren de laminación de acabado , después se refrigera, se secciona y se almacena,caracterizado porque para puentear una interrupción de producción en una parte de instalación que está montadadespués de la instalación para seccionar y evacuar , se llevan a cabo los siguientes pasos de procedimiento:
a) corte de una sección de barra del material de partida producido de forma continuada…
PROCEDIMIENTO PARA EL LAMINADO DE DESBASTES PLANOS DELGADOS Y/O GRUESOS CONSTITUIDOS POR MATERIALES DE ACERO PARA DAR BANDA LAMINADA EN CALIENTE.
(01/04/2007) Procedimiento para el laminado de desbastes planos delgados y/o gruesos constituidos por materiales de acero para dar banda laminada en caliente (4a), que se colaron previamente como desbastes planos delgados o gruesos en una máquina de colada , se calentaron a temperatura de laminado en un horno túnel o en un horno de viga galopante , y se laminaron en un tren laminador , a continuación se enfriaron, y se arrollaron para dar uniones retorcidas , caracterizado porque el tren de laminado presenta estructuras de laminado previo (4c) y un tren laminador de acabado , y porque a partir de una única máquina de colada de desbastes planos delgados , que se asigna previamente, o está asignada previamente a un tren de laminado existente , se conducen continuamente de manera sucesiva…
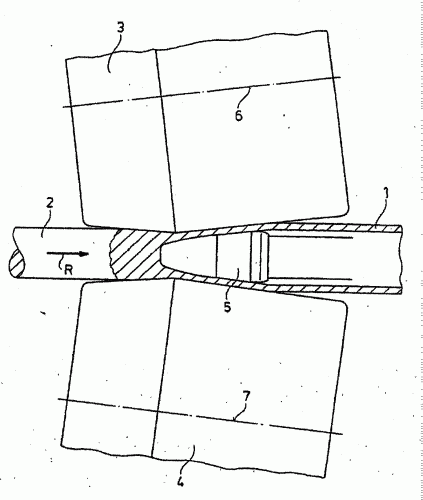
PROCEDIMIENTO PARA LA PRODUCCION DE UN LINGOTE HUECO DE MATERIAL METALICO.
(01/03/2007). Ver ilustración. Solicitante/s: SMS MEER GMBH. Inventor/es: PIETSCH, JURGEN, LEISTEN, THOMAS, SALOMON, FRANK.
Procedimiento para la producción de un lingote hueco de material metálico, en el que un material inicial de forma cilíndrica se transforma en un tren laminador de rodillo cruzados usando un mandril punzonador fijado axialmente para dar un lingote hueco tubular, en el que el lingote hueco se hace de acero para rodamientos del tipo 100 Cr 6 y el material inicial se compone de un material no transformado previamente que se produce mediante colada continua directa, caracterizado porque el material inicial, antes de la alimentación en el tren laminador de rodillos cruzados, no se somete a ningún proceso de desbastado previo y porque el material inicial se transforma sin reducción previa en un tren laminador de rodillos cruzados de tres rodillos para dar el lingote hueco.
PROCEDIMIENTO E INSTALACION PARA LA FABRICACION DE UNA BANDA LAMINADA EN CALIENTE A PARTIR DE ACEROS INOXIDABLES AUSTENITICOS.
(16/11/2006). Solicitante/s: HERTZFELDT, ROGER GUMETA AG. Inventor/es: STEFFENS, FRANK, HERTZFELDT ROGER.
Procedimiento para la fabricación de una banda laminada en caliente a partir de aceros inoxidables austeníticos, sometiendo en una primera etapa un producto de colada a un proceso de laminación en un laminador con un tren de acabado y realizando en una segunda etapa un tratamiento térmico para evitar una sensibilidad a la corrosión, especialmente con respecto a una corrosión intercristalina debida a precipitaciones de carburo de cromo, caracterizado porque para ajustar la temperatura (Twe) de laminación final se ajusta una temperatura (Tein) de entrada del producto de colada en el tren de acabado del laminador por encima de 1.150ºC, preferiblemente por encima de 1.200ºC, mediante un calentamiento de varias etapas, especialmente de dos etapas, que comprende una etapa de precalentamiento y una etapa de calentamiento intensivo, y se realiza el tratamiento térmico directamente a partir del calor de laminación.
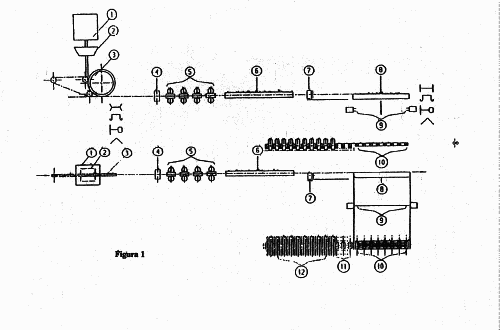
PROCEDIMIENTO Y DISPOSITIVO PARA LA OBTENCION CONTINUA DE PERFILES ACABADOS A PARTIR DE METAL.
(16/07/2005). Ver ilustración. Solicitante/s: SMS DEMAG AG. Inventor/es: MUDERSBACH, WOLGANG, DR.-ING., PIASECKI, JOSEF.
Procedimiento para la obtención continua de perfiles acabados a partir de metal con una estructura laminada, en el que se alimenta una barra sin fin fundida continuamente, con una estructura de metal fundido, a un mecanismo laminador sin subdivisión y calentamiento intermedio, caracterizado porque la barra se alimenta de manera inmediata y continua a un mecanismo laminador de acero perfilado de múltiples cajas , y la sección transversal de la barra sin fin fundida se aproxima a la sección transversal del perfil acabado en tal medida que la estructura de metal fundido de la barra sin fin se transforma en la estructura laminada del perfil acabado con razón de estirado mínima de la barra sin fin en el mecanismo laminador de acero perfilado.
INSTALACION DE LAMINADO EN CALIENTE.
(01/06/2005) Instalación de laminado en caliente para el laminado de un fleje de laminado en caliente, para un amplio surtido de productos que se han de laminar de material comformable de diferente dificultad, con una instalación de colada para planchones delgados para la colada de planchones continuos, una cizalla contigua a la instalación de colada para planchones delgados para separar los planchones de colada continuos a la longitud deseada, que se corresponde respectivamente con la longitud de un rollo laminado completo o a uno múltiple, un horno con solera de rodillos para amortiguar y templar los planchones separados, una caja descascarilladora a continuación del horno con solera de rodillos , así como un tren laminador de siete cajas , con un trayecto de enfriamiento dispuesto al final del tren laminador y una cizalla para…
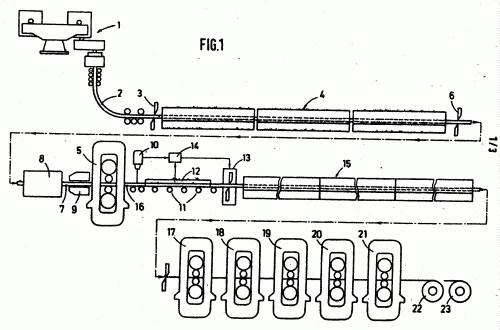
INSTALACION DE COLADA CONTINUA CON HORNOS DISPUESTOS A CONTINUACION, BASTIDORES DE LAMINADOR DE DESBASTE Y UN TREN DE ACABADO.
(16/04/2005). Ver ilustración. Solicitante/s: SMS DEMAG AKTIENGESELLSCHAFT. Inventor/es: BIUMER, KLAUS, SUDAU, PETER, MILLER, KARL-FRIEDRICH.
Instalación de laminado en caliente, compuesta de al menos una instalación de colada continua con horno dispuesto a continuación, al que siguen un bastidor de laminado de desbaste y un horno-túnel así como un tren de acabado, caracterizada porque la guía lateral de fleje presenta una longitud de al menos 4 m, porque al horno-túnel está predispuesto o asignado al menos un dispositivo que detecta la posición de las aristas de fleje, porque el horno-túnel presenta al menos un segmento de cubierta (30 a 32) que puede bascular hacia arriba, porque al menos junto al horno- túnel puede desplazarse un dispositivo de evacuación que se extiende en su dirección longitudinal, y porque a los dispositivos que establecen las posiciones de las aristas de fleje se han asignado dispositivos de valoración así como un dispositivo de conexión de emergencia y/o un dispositivo parcial transversal que activa cortes de emergencia.
PROCEDIMIENTO E INSTALACION PARA FABRICACION DE CINTAS Y CHAPAS DE ACERO.
(16/04/2005) Procedimiento para la fabricación de cintas y chapas de acero, laminándose en un tren de laminación, junto con primeros productos de fundición, al menos segundos productos de fundición de acero inoxidable producidos en una segunda ruta (II) de proceso, enfriándose el producto laminado en un camino de rodillos de salida y enrollándose en un dispositivo de bobinado, caracterizado porque la primera ruta (I) de proceso comprende la fundición de una barra en formato de desbaste delgado de un acero al carbono o de un acero inoxidable en una máquina de colar y el guiado de los productos de fundición a través de un horno de compensación para la obtención de una temperatura uniforme,…
METODO PARA LA FABRICACION DE UNA BANDA DE ACERO.
(16/03/2005) Método para la fabricación de una banda de acero, en el que, en una máquina de colada continua , se moldea acero fundido transformándolo en un planchón y, usando el calor de colada, se transporta a través de un horno , se desbasta en un aparato desbastador y se lamina en un aparato de acabado en una banda de acero de un espesor final deseado, caracterizado porque es un proceso continuo o semicontinuo y en el que no hay conexión material entre el acero presente en la máquina de colada continua y el acero laminado presente en el aparato desbastador y en el que el planchón o una parte del planchón se alimenta desde el aparato…
{kind=link}
{kind=link}
{kind=link}
{kind=link}