CIP-2021 : B21B 1/46 : para laminar el metal inmediatamente después de la colada continua (cajas a este efecto B21B 13/22;
colada continua B22D 11/00, p. ej. en moldes dotados de rodillos B22D 11/06).
CIP-2021 › B › B21 › B21B › B21B 1/00 › B21B 1/46[1] › para laminar el metal inmediatamente después de la colada continua (cajas a este efecto B21B 13/22; colada continua B22D 11/00, p. ej. en moldes dotados de rodillos B22D 11/06).
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04).
B21B 1/00 Métodos de laminado o laminadores para la fabricación de productos semiacabados de sección llena o de perfilados (B21B 17/00 - B21B 23/00 tienen prioridad; si dependen de la composición del material a laminar B21B 3/00; alargamiento de bandas de metal trabajadas en circuito cerrado, por laminación simultánea en varios puestos de laminado B21B 5/00; laminadores considerados en conjunto B21B 13/00; colada continua en moldes de paredes que se desplazan B22D 11/06 ); Secuencia de operaciones en los trenes de laminación; Instalaciones de una fábrica de laminación, p. ej. agrupamiento de cajas; Sucesión de pasadas o de alternancias de pasadas.
B21B 1/46 · para laminar el metal inmediatamente después de la colada continua (cajas a este efecto B21B 13/22; colada continua B22D 11/00, p. ej. en moldes dotados de rodillos B22D 11/06).
CIP2021: Invenciones publicadas en esta sección.
PROCEDIMIENTO PARA PRODUCIR UNA BANDA U HOJA DE ACERO.
(01/03/2005) ESTE PROCEDIMIENTO DE PRODUCCION DE UNA CINTA O DE UNA CHAPA DE ACERO CONSISTE EN FUNDIR EL ACERO LIQUIDO EN UNA MAQUINA DE FUNDICION CONTINUA PARA FORMAR UNA PLACA DELGADA, MIENTRAS SE UTILIZA EL CALOR DE COLADA, SUMINISTRAR ESTA COLADA A UN HORNO, DESBASTAR ESTE ACERO EN UN PUESTO DE DESBASTE, PARA DARLE UN ESPESOR DE LAMINADO, Y LUEGO HACERLO PASAR AL LAMINADOR DE CONFORMACION EN FRIO Y DE ACABADO, PARA FORMAR LA CINTA O LA CHAPA DE ACERO CON EL ESPESOR FINAL DESEADO, CARACTERIZANDOSE ESTE PROCEDIMIENTO POR LO SIGUIENTE: (A) PARA PRODUCIR UNA CINTA DE ACERO LAMINADO DE TIPO FERRITICO, SE SACA DEL HORNO, SIN INTERRUPCION, LA CINTA, LA PLACA O UNA DE SUS PARTES, A UNAS VELOCIDADES QUE CORRESPONDEN PRACTICAMENTE A LA VELOCIDAD DE ENTRADA EN EL PUESTO DE DESBASTE, Y LUEGO EN EL DE LA REDUCCION DE ESPESOR, A PARTIR DEL PUESTO DE…
METODO PARA LA GENERACION DE UNA BANDA DE MAGNESIO LAMINADA EN CALIENTE.
(01/12/2004). Ver ilustración. Solicitante/s: THYSSEN KRUPP STAHL AG. Inventor/es: KAWALLA, RUDOLF, PIRCHER, HANS.
Procedimiento para la generación de una banda laminada en caliente de magnesio - en el cual se funde un caldo metálico de modo continuo de una aleación de magnesio a una banda previa con un espesor de como máximo 50 mm y - en el cual la banda previa fundida se lamina en caliente directamente del calor de fundición con una temperatura de comienzo de laminado en caliente de al menos 250°C y como máximo 500°C con un espesor final de máximo 4 mm, donde en la primera pasada del laminado en caliente se lograr una reducción del espesor de al menos un 15%.
PROCEDIMIENTO Y DISPOSITIVO PARA PRODUCIR UNA BANDA DE ACERO LAMINADA FERRITICAMENTE.
(01/07/2004) Un procedimiento para producir una banda de acero laminada ferríticamente, en el que el acero se cuela en una máquina de colada continua para formar una plancha y, utilizando el calor de la colada, ésta se transporta a través de un dispositivo de horno , experimenta una laminación preliminar en un dispositivo de laminación preliminar y, en un dispositivo de laminación final , se lamina hasta su acabado para formar la banda de acero ferrítico con un espesor final deseado, caracterizado porque, en un procedimiento sin fin o semi-sin fin, la plancha se lamina en la región austenítica en el dispositivo de laminación preliminar y, después de laminar en la región austenítica, se enfría hasta una temperatura en la que el acero tiene una estructura sustancialmente ferrítica, y la banda se lamina, en el dispositivo de laminación…
DISPOSITIVO Y PROCEDIMIENTO PARA FABRICAR UN FLEJE DE ACERO DELGADO.
(01/05/2004) Un dispositivo para producir un fleje de acero delgado, que comprende al menos una o más máquinas de colada continua para colar palanquillas de acero de un grosor de menos de 120 mm, un dispositivo de horno que es adecuado para calentar y/o homogeneizar una palanquilla, y al menos un dispositivo de laminación para reducir el grosor de una palanquilla que es transportada fuera del dispositivo de horno , en el que hay dispuesta una máquina de soldar entre la máquina de colada continua o las máquinas de colada continua y el dispositivo de laminación para fundir caras extremas estrechas de las palanquillas y unir luego, juntándolas,…
PLANTA INTEGRADA PARA LA PRODUCCION DE MATERIAL LAMINADO.
(01/05/2004) Aparato para la producción de productos laminados alargados que comprende: equipamiento de fundición continua operativo para producir una pluralidad de líneas paralelas (24a, 24a, 24b, 24b) de productos alargados, un laminador colocado en el mismo sentido que dicho equipamiento de fundición continua en alineación con una (24a, 24a) de dichas líneas de producto, un horno de túnel dispuesto entre dicho equipamiento de fundición continua y dicho laminador a lo largo de dicha línea (24a, 24a) de producto, dicho horno de túnel presenta una longitud al menos igual a la longitud de dicho producto y presenta una anchura suficiente para comprender dicha pluralidad de líneas paralelas (24a, 24a, 24b, 24b) de producto por completo, medios…
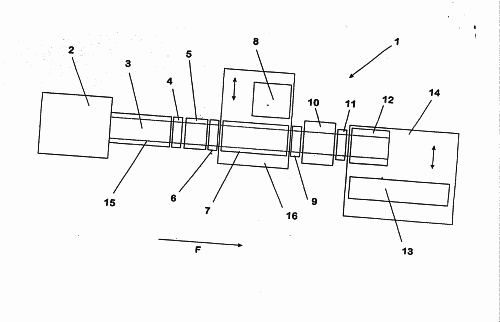
PROCEDIMIENTO Y DISPOSITIVO PARA PRODUCIR UNA BANDA DE ACERO DE ALTA RESISTENCIA.
(16/12/2003) Procedimiento para producir un fleje de acero de alta resistencia, en el que se cuela acero líquido en al menos una máquina de colada continua con una o más cuerdas para formar una palanquilla y, utilizando el calor de colada, se transporta a través de un dispositivo de horno , experimenta una laminación preliminar en un dispositivo de laminación preliminar y, en un dispositivo de laminación final , se somete a una laminación de acabado para formar un fleje de acero con el grosor final deseado, y, en un procedimiento continuo, sin fin o casi sin fin, la palanquilla experimenta un laminac ión preliminar en, esencialmente, el intervalo austenítico en el dispositivo de laminación preliminar y, en el dispositivo de laminación final , se lamina…
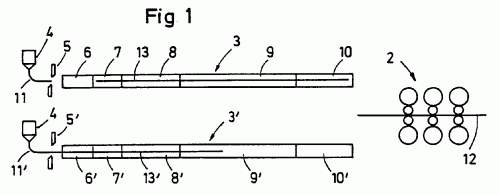
(16/10/2003). Ver ilustración. Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Inventor/es: BOEKE, ELMAR.
PARA EQUIPAR UN TREN DE LAMINACION QUE COMPRENDE UN GRUPO DE LAMINACION EN CALIENTE , UNOS HORNOS (3, 3') DISPUESTOS DELANTE DE DICHO GRUPO, AL MENOS DOS MAQUINAS DE COLADA CONTINUA (4, 4'), ASI COMO UNAS TIJERAS (5, 5') SITUADAS DELANTE Y, EN CASO NECESARIO, TAMBIEN DETRAS DE LOS HORNOS (3, 3'), CON LA POSIBILIDAD DE TRABAJAR CON EL GRUPO DE LAMINACION EN CALIENTE SIN LA NECESIDAD DE REENHEBRAR CADA POCO TIEMPO LA BANDA PREVIA, SE PROPONE ASIGNAR A CADA MAQUINA DE COLADA CONTINUA (4, 4') UN HORNO (3, 3') DE GRAN LONGITUD, DISEÑAR LOS HORNOS (3, 3') COMO TRANSVERSALMENTE CORREDEROS Y DESPLAZABLES DE LAS LINEAS DE COLADA CONTINUA (11, 11') A LA LINEA DE LAMINADO COMUN Y SUBDIVIDIR LOS HORNOS (3, 3') EN SEGMENTOS LONGITUDINALES (6 - 10, 6' - 10'). LOS SEGMENTOS (7 - 10, 7' - 10') SON DESPLAZABLES TRANSVERSALMENTE POR SEPARADO.
SISTEMA DE LAMINADO DE MOLDEADO CONTINUO CON UN SOLO SOPORTE DE MOLDEO.
(16/10/2003) Aparato para la producción de productos alargados laminados que comprenda: un equipo de moldeado continuo para moldear el producto en un moldeador de alta velocidad de una línea; un laminador colocado a continuación de dicho equipo de moldeado continuo alineado con dicho moldeador de alta velocidad de una línea; un horno tipo túnel activo situado entre el equipo de moldeado continuo y el laminador para la carga inmediata del cilindro que se ha de calentar hasta una temperatura de laminado predeterminada; una unidad de descascarillado incluida entre el horno tipo túnel activo y el laminador . caracterizado porque se proporciona un dispositivo de acondicionamiento en línea entre el citado horno tipo túnel activo y la citada unidad de descascarillado y porque dicho horno tipo túnel activo , dicho dispositivo…
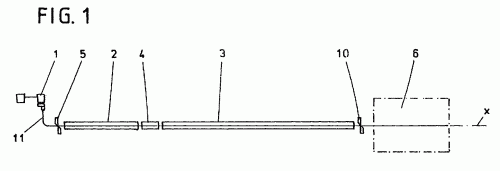
PROCEDIMIENTO E INSTALACION PARA LA LAMINACION DE BANDA ANCHA EN CALIENTE A PARTIR DE DESBASTES FUNDIDOS POR EXTRUSION.
(16/05/2003). Ver ilustración. Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Inventor/es: MERTENS, WERNER.
EN LAS INSTALACIONES PARA LAMINAR BANDA ANCHA A PARTIR DE DESBASTES DELGADOS O DE ESPESOR INTERMEDIO SE COLOCA NORMALMENTE UN HORNO DE PASO ENTRE LA INSTALACION DE FUNDICION Y LA LAMINACION , EN EL QUE SE ALCANZA LA TEMPERATURA FINAL NECESARIA DEL DESBASTE. DE ACUERDO CON LA INVENCION SE PROPONE QUE LAS SECCIONES DEFECTUOSAS DEL DESBASTE SE PROCESEN EN UNA DISPOSITIVO DE PROCESAMIENTO DE SUPERFICIES , QUE SE COLOCA EN SERIE (SOBRE LA LINEA DE PRODUCCION X) EN UN HUECO DEL HORNO DE PASO SEGMENTADO, MEDIANTE UN AMOLADO O UN ESCARPADO A LA LLAMA.
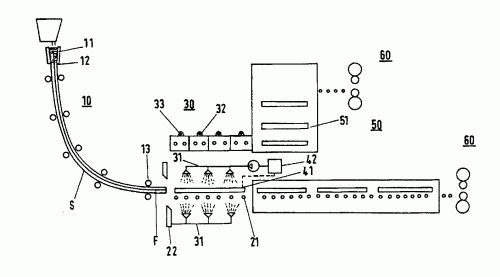
PROCEDIMIENTO Y LINEA DE PRODUCCION ASOCIADA PARA LA FABRICACION DIRECTA DE PIEZAS PRENSADAS O EMBUTIDAS ACABADAS REALIZADAS A PARTIR DE BANDAS ULTRAFINAS LAMINADAS EN CALIENTE Y ENROLLADAS DE FORMA CONTINUA.
(01/02/2003) Un procedimiento para la fabricación de bandas de acero acabadas y laminadas en frío, con calibres de entre 0, 5 y 0, 1 mm y una anchura máxima de 2.000 mm para la preparación directa de productos finales, como piezas prensadas o embutidas, que incluye los siguientes pasos: - fundición para desbastes finos con un espesor de la barra que sale del molde de entre 90 y 50 mm. - reducción del espesor de la barra durante la solidificación hasta un mínimo de 30 mm; - reducción del espesor del desbaste directamente después de la solidificación conectada al proceso de fundición hasta un mínimo de 6 mm (etapa de desbastado), con un abombamiento simétrico central del 1, 0-1, 5%; - regulación…
PROCEDIMIENTO Y DISPOSITIVO PARA LA PRODUCCION DE FLEJE DELGADO DE ACERO.
(16/11/2002). Solicitante/s: MANNESMANN AKTIENGESELLSCHAFT. Inventor/es: VON HAGEN, INGO, PLESCHIUTSCHNIGG, FRITZ-PETER, RING, MARKUS, BLECK, WOLFGANG, EL GAMMAL, TAREK, SPLINTER, PAUL, LORENZ HAMACHER, PETER, PICHT, OLIVER, RICHARD.
Procedimiento para la producción de ejes delgados de acero, en el que una banda de soporte de un material de acero es puesta en contacto con un caldo de acero fundido y éste es llevado a cristalizar, caracterizado porque los materiales de la banda de soporte y del caldo de acero fundido son diferentes, siendo uno de los materiales un acero inoxidable y el otro material un acero al carbono apto para embutición profunda, y ajustándose la temperatura de la banda de soporte, la temperatura del caldo de acero fundido y el tiempo de permanencia de la banda de soporte en el caldo de acero fundido de tal manera que el caldo de acero fundido cristaliza en un espesor de capa D que alcanza de 20 % a 2 % del espesor de la banda de soporte, y porque la banda de soporte con el caldo de acero fundido cristalizado es laminada a un espesor menor.
PROCEDIMIENTO E INSTALACION PARA LA PRODUCCION CONTINUA DE PRODUCTOS PLANOS DELGADOS LAMINADOS EN CALIENTE.
(01/10/2002). Solicitante/s: SMS DEMAG AG SALZGITTER AG. Inventor/es: WEHAGE, HARALD, SKODA-DOPP, ULRICH, JACOBI, HORST.
Procedimiento de producción para la producción continua de productos planos laminados en caliente, a partir de banda colada delgada, en una instalación que se compone de un tren desbastador de una sola caja, de un tren acabador de varias cajas, de un camino de rodillos de salida con dispositivos para el enfriamiento de la banda caliente, así como de máquinas bobinadoras antepuestas y pospuestas para el arrollamiento de la banda caliente, caracterizado porque la banda colada en un espesor de 5 - 18 mm se enfría controlada bajo atmósfera gaseosa protectora, antes de llegar al tren desbastador de una sola caja, y la banda caliente laminada en desbaste, se enfría, calienta o mantiene a temperatura, en forma controlada opcionalmente, en un dispositivo dispuesto a continuación del tren desbastador, así como se recalienten las aristas de la banda caliente.
PROCEDIMIENTO PARA MANIPULAR UNA PLATAFORMA DE REFRIGERACION AISLADA Y UNA PLATAFORMA DE REFRIGERACION DISPUESTA ENTRE POR LO MENOS UNA MAQUINA DE FUNDICION CONTINUA Y UN LAMINADOR.
(16/09/2002) METODO PARA MANEJAR UN LECHO AISLADO DE REFRIGERACION SITUADO A CONTINUACION DE AL MENOS UNA MAQUINA DE FUNDICION CONTINUA CON UNO O MAS ALIMENTADORES (12A, 12B, 12C, 12D) Y POR DELANTE DE UN RODILLO DE SALIDA , ASOCIADO CON UN HORNO DE RECALENTAMIENTO Y ECUALIZACION DE TEMPERATURA QUE TRABAJA PARA UN LAMINADOR . EL LECHO DE REFRIGERACION POSEE EN LA ENTRADA UNA PRIMERA GRUA DE PUENTE (21A) PARA CARGAR LOS TOCHOS DESDE LOS ALIMENTADORES (12A, 12B, 12C, 12D) Y QUE JUNTO CON UNA PLATAFORMA AYUDA EN LA SALIDA A SU RECOGIDA. LA PRIMERA GRUA DE PUENTE (21A) RECOGE LOS TOCHOS DE UNO DE LOS RODILLOS Y LOS DEPOSITA GRADUALMENTE EN EL LECHO DE REFRIGERACION AISLADO AL MENOS EN SU PARTE INFERIOR. UNA SEGUNDA GRUA DE PUENTE (21B) RECOGE LOS…
Procedimiento de fabricación de perfiles metálicos de sección poligonal por colada continua en una rueda de garganta y laminado continuo.
(01/05/2002) Procedimiento de fabricación de perfiles metálicos de sección parcial o totalmente poligonal por colada continua en una rueda de garganta y por laminado de continuo gracias a una serie de por lo menos 3 y preferentemente de 3 a 8 pares de rodillos provistos de una garganta periférica, colocándose estos rodillos simétricamente con respecto al perfil, y alternativamente en posición horizontal y vertical, caracterizado porque: las gargantas de los primeros pares de rodillos son idénticas a las de los rodillos utilizados para la fabricación de perfiles de sección circular, elúltimo par de rodillos incluye gargantas que delimitan una sección que corresponde sensiblemente a la del perfil deseado, la sección formada por gargantas del…
METODO PARA LA COLADA CONTINUA DE PRODUCTOS LARGOS Y CORRESPONDIENTES LINEAS DE COLADA CONTINUA.
(16/04/2002) SE PRESENTA UN METODO PARA MOLDEAR DE FORMA CONTINUA Y VENTAJOSA, AUNQUE NO SOLAMENTE, DE PRODUCTOS ALARGADOS TALES COMO LINGOTES O DESBASTES CUADRADOS, MEDIANTE EL CUAL LA SOLIDIFICACION DEL PRODUCTO MOLDEADO SE COMPLETA EN UNA POSICION CORRIENTE ABAJO DE LA SALIDA DEL MOLDE Y MEDIANTE EL CUAL EL PRODUCTO MOLDEADO QUE SALE DE UNA MAQUINA DE MOLDEADO CONTINUO QUE SE CURVA A UNA VELOCIDAD DE AL MENOS 4 M/MIN ES TRANSFERIDO AL SEGMENTO HORIZONTAL CON AL MENOS UN 12% DE LA SECCION CONSTITUIDA POR EL NUCLEO LIQUIDO SIN SER CORTADO A SU TAMAÑO, EL NUCLEO LIQUIDO SE SOLIDIFICA JUSTO ANTES DE QUE EL PRODUCTO MOLDEADO SEA SUMINISTRADO A UN SISTEMA DE PRECALENTAMIENTO Y MANTENIMIENTO DE LA TEMPERATURA…
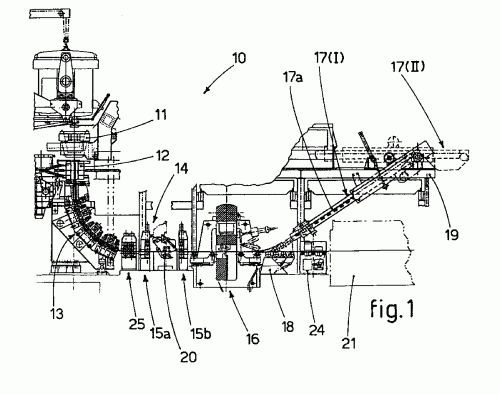
LINEA COMPACTA DE COLADA CONTINUA.
(16/02/2002). Ver ilustración. Solicitante/s: DANIELI & C. OFFICINE MECCANICHE S.P.A.. Inventor/es: DI PAOLO, CARLO, DONINI, ESTORE, DRIGANI, FAUSTO.
LINEA COMPACTA DE MOLDEO CONTINUO PARA LINGOTES DELGADOS QUE COMPRENDE AL MENOS UN SEGMENTO CURVADO Y UN SEGMENTO SUBSIGUIENTE RECTO. LA LINEA DE MOLDEO COMPRENDE AL MENOS UN MOLDE DE LINGOTES CONECTADO A LA SALIDA CON UN CONJUNTO DE EXTRACCION Y POSIBLE REDUCCION SUAVE ASOCIADO AL FINAL CON AL MENOS UN CONJUNTO DE ARRASTRE FORMADO POR RODILLOS PRENSORES , EL CUAL VA SEGUIDO AL MENOS POR UN CONJUNTO DE CORTE , UN DISPOSITIVO EXTRACTOR PARA EXTRAER LA FALSA BARRA Y POSIBLEMENTE DE UN HORNO DE RECALENTAMIENTO . TAMBIEN SE INCLUYE AL MENOS UN DISPOSITIVO DE DESCASCARILLADO QUE UTILIZA AGUA Y ESTA SITUADO AGUAS ARRIBA DEL CONJUNTO DE CORTE Y EL HORNO DE RECALENTAMIENTO ESTA SITUADO EN UNA POSICION CERCANA A LA SALIDA DEL CONJUNTO DE CORTE.
PROCEDIMIENTO PARA LA GESTION DE UNA INSTALACION DE COLADA EN CUERDA.
(16/10/2001). Ver ilustración. Solicitante/s: MANNESMANN AKTIENGESELLSCHAFT. Inventor/es: PLESCHIUTSCHNIGG, FRITZ-PETER.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA MANEJAR UNA INSTALACION DE COLADA CONTINUA , CON UNA MAQUINA QUE PRESENTA UNA LINGOTERA ESTACIONARIA QUE SE COMUNICA POR MEDIO DE UNA GUIA DE RODILLOS CON UN HORNO DE TERMODIFUSION . UNA VEZ FIJADO EL FORMATO DE LOS DESBASTES A LA SALIDA DE LA LINGOTERA, SE AJUSTAN LOS PARAMETROS DE COLADA, Y COMO MINIMO LA VELOCIDAD, DE MANERA QUE AL ENTRAR EN EL HORNO DE TERMODIFUSION , EL DESBASTE TENGA LA TEMPERATURA DE LAMINACION DESEADA DEL FLEJE A FABRICAR, Y QUE LA PUNTA (F) DE LA FASE LIQUIDA SE ENCUENTRE SIEMPRE EN LA ZONA DE SALIDA DE LA MAQUINA DE COLADA CONTINUA, Y SE TOMAN MEDIDAS PARA INFLUIR EN EL CONTENIDO TERMOENERGETICO DEL DESBASTE DESPUES DE SALIR DE LA MAQUINA DE COLADA CONTINUA. LA INVENCION SE REFIERE ADEMAS A LA MAQUINA DE COLADA CONTINUA PARA ESTE PROCEDIMIENTO.
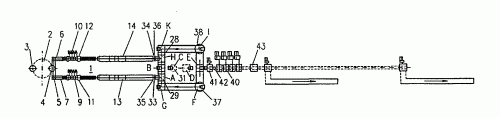
PROCEDIMIENTO PARA LAMINAR PERFILES ACABADOS A PARTIR DE UN PERFIL PRELIMINAR POR MEDIO DE UNA DISPOSICION DE CAJAS DE LAMINACION QUE TRABAJA EN FUNCIONAMIENTO REVERSIBLE.
(01/05/2001) UN PROCEDIMIENTO PARA LA LAMINACION DE PERFILES FABRICADOS A PARTIR DE UN PERFIL PREVIO POR MEDIO DE UNA DISPOSICION DE ARMADURA DE LAMINACION, QUE SE COMPONE DE UNA PRIMERA ARMADURA UNIVERSAL EN EL LADO DE ENTRADA, UNA SEGUNDA ARMADURA UNIVERSAL EN EL LADO DE SALIDA Y UNA ARMADURA REPRESADORA DE PROTECCION DISPUESTA ENTRE ESTAS ARMADURAS UNIVERSALES. EL GRUPO DE LAMINACION ESTA DISPUESTO PREVIAMENTE EN UNA ARMADURA REPRESADORA. EL PERFIL PREVIO PARTE DE UN EQUIPO DE COLADA CONTINUA Y MUESTRA REFUERZOS CORRESPONDIENTES EN AMBOS LADOS DE UN ALMA DEL PERFIL FABRICADO MAS TARDE. LAS DIMENSIONES DEL PERFIL PREVIO ESTAN DETERMINADAS SOBRE LA ALTURA DEL ALMA, ESPESOR Y/O ANCHURA DE BRIDA CON RESPECTO AL PERFIL FABRICADO…
HORNO DE RECALENTAMIENTO, DE MANTENIMIENTO Y DE ACUMULACION DE PRODUCTOS SIDERURGICOS.
(01/02/2001) HORNO DE ALMACENAMIENTO, DE RECALENTAMIENTO Y DE MANTENIMIENTO DE PRODUCTOS SIDERURGICOS EN EL QUE LOS PRODUCTOS CIRCULAN SEGUN UN TRAYECTO DE DESPLAZAMIENTO SOBRE LARGUEROS COLOCADOS DE MANERA A CONECTAR EN EL SENTIDO TRANSVERSAL UNA ZONA DE ENHORNAMIENTO Y UNA ZONA DE DESHORNAMIENTO, COMPRENDIENDO LAS ZONAS DE RECALENTAMIENTO Y DE MANTENIMIENTO POR UNA PARTE LARGUEROS DE SOPORTE DE PRODUCTOS Y LARGUEROS DE TRANSPORTE COLOCADOS A UNA CIERTA DISTANCIA DE DICHOS LARGUEROS DE SOPORTE Y QUE PUEDEN EFECTUAR UN MOVIMIENTO DE LEVANTAMIENTO RESPECTO DE ESTOS Y UN MOVIMIENTO DE DESPLAZAMIENTO HORIZONTAL QUE HACE AVANZAR EL PRODUCTO PASO A PASO CARACTERIZADO EN QUE DICHA ZONA DE ALMACENAMIENTO COMPRENDE ADEMAS DE LOS LARGUEROS DE SOPORTE Y DE TRANSPORTE DEL TIPO DESCRITO ANTERIORMENTE,…
INSTALACION DE PRODUCCION PARA LAMINAR DE FORMA CONTINUA O DISCONTINUA BANDA EN CALIENTE.
(01/11/2000) PARA LA ELIMINACION CONTINUA O DISCONTINUA DE BANDAS EN CALIENTE CON ESTRUCTURA FERRITICA Y/O AUSTENITICA A PARTIR DE LLANTONES DELGADOS ELABORADOS MEDIANTE FUNDICION DE COLADA EN CUERDA CONTINUA SE PROPONE UNA INSTALACION DE PRODUCCION, DONDE DETRAS DE UNA INSTALACION DE COLADA EN CUERDA CONTINUA Y ANTES DEL HORNO DE COMPENSACION SE DISPONE DE UNA CIZALLA ASI COMO TAMBIEN DETRAS DEL HORNO DE COMPENSACION Y ANTES DEL MECANISMO DE LAMINACION SE DISPONE DE UNA OTRA CIZALLA Y UN DISPOSITIVO DE DESOXIDACION, Y DE FORMA QUE DETRAS DEL MECANISMO DE LAMINACION SE ENCUENTRA UN DISPOSITIVO DE CALENTAMIENTO O DISPOSITIVO DE REFRIGERACION Y UNA DEVANADERA DE BANDA O BIEN UNA MAQUINA DE ENROLLADO. ES CARACTERISTICA LA INSTALACION DE PRODUCCION A TRAVES DE MULTIPLES CALLES DE LAMINACION TRABAJANDO DE FORMA CONTINUA, POR…
PROCEDIMIENTO E INSTALACION PARA LA LAMINACION DE FLEJES Y CHAPAS.
(16/05/2000) ESTA INVENCION OFRECE UN METODO PARA UNA BANDA Y UNA PLACA DE LAMINADO QUE COMIENZA POR UNAS CHAPAS LAMINADAS FINAS PRODUCIDAS MEDIANTE UNA FUNDICION CONTINUA, POR LA QUE SE SOMETE AL PRODUCTO DE FUNDICION A, POR LO MENOS, UNA OPERACION DE DECAPADO SEGUIDA POR UNA OPERACION DE DESBASTE, Y MEDIANTE UNA OPERACION DE ACABADO ANTES DE SER BOBINADAS EN BOBINAS, DE FORMA QUE LAS CHAPAS LAMINADAS SON FUNDIDAS CONTINUAMENTE AL MISMO TIEMPO POR UNA MAQUINA DE FUNDICION CONTINUA CON AL MENOS UNA VIA DE FUNDICION , LAS CHAPAS LAMINADAS FINAS SON DESPUES CIZALLADAS EN TAMAÑO PARA OBTENER UNOS SEGMENTOS CON UNA LONGITUD DESEADA, Y LOS SEGMENTOS, DESPUES, SUFREN UN PRIMER PASO DE DECAPADO…
METODO Y LINEA PARA EL LAMINADO EN CONTINUO DE CHAPA Y/O BANDA.
(16/04/2000) METODO Y LINEA CORRESPONDIENTE PARA EL LAMINADO CONTINUO DE PLACAS Y/O BANDAS, EMPEZANDO DESDE AL MENOS DOS LINEAS PARA LA COLADA CONTINUA DE ZAMARRAS DELGADAS DE ENTRE 60 Y 120 MM DE GROSOR, EN DONDE LAS ZAMARRAS EXPERIMENTAN AL MENOS UN PASO DE CALENTAMIENTO, UN PASO DE DESBASTACION EN UN TREN DESBASTADOR , UN PASO DE ENROLLADO DEL PRODUCTO LAMINADO CUANDO SALE DEL TREN DESBASTADOR Y UN PASO DE ACABADO EN UN TREN DE ACABADO , EN DONDE LOS TRENES SON COMPARTIDOS POR LAS DOS O MAS LINEAS DE COLADO, LOS CRISTALIZADORES CUELAN DE FORMA CONTINUA LAS ZAMARRAS PREVIAS A LO QUE LE SIGUEN UNOS DISPOSITIVOS DE REDUCCION BLANDA , LAS ZAMARRAS PREVIAS SE CUELAN DE FORMA CONTINUA HASTA QUE ALCANZAN UN GROSOR DE ENTRE 70…
METODO PARA LA FABRICACION DE UN FLEJE DE ACERO CONFORMABLE.
(01/03/2000). Ver ilustración. Solicitante/s: HOOGOVENS STAAL B.V.. Inventor/es: CORNELISSEN, MARCUS, CORNELIS, MARIA, DEN HARTOG, HUIBERT, WILLEM, PRONK, CORNELIS.
UN METODO PARA LA FABRICACION DE UN FLEJE DE ACERO MOLDEABLE INCLUYE LAS ETAPAS DE (I) TRANSFORMACION DE ACERO LIQUIDO POR COLADA CONTINUA EN UN LINGOTE DE ESPESOR NO SUPERIOR A 100 MM, (II) LAMINADO DEL LINGOTE EN LA REGION AUSTENITICA TRANSFORMANDOLO EN UN LINGOTE INTERMEDIO DE ESPESOR COMPRENDIDO ENTRE 5 Y 20 MM, (III) LAMINADO DEL LINGOTE INTERMEDIO POR DEBAJO DE LA TEMPERATURA RR3, (IV) MANTENIMIENTO DEL LINGOTE INTERMEDIO EN UN LUGAR CERRADO PARA HOMOGENEIZACION DE LA TEMPERATURA, (V) LAMINADO DEL LINGOTE INTERMEDIO TRANSFORMANDOLO EN UN FLEJE, CON AL MENOS UN PASO DE LAMINACION REDUCIENDO EL ESPESOR MAS DEL 50 % A UNA TEMPERATURA INFERIOR A TT Y SUPERIOR A 200 C, SIENDO TT LA TEMPERATURA A LA CUAL EL 75 % DEL ACERO SE CONVIERTE EN FERRITA Y (VI) ENFRIAMIENTO DE DICHO FLEJE A UNA TEMPERATURA SUPERIOR A 500 C. SE CONSIGUEN VENTAJAS POR LA SIMPLICIDAD DEL METODO Y EL EQUIPO REQUERIDO.
GRUPO DE CAJAS DE LAMINACION UNIVERSAL Y PROCEDIMIENTO PARA EL LAMINADO DE PERFILES PREVIOS EXTRUIDOS.
(01/02/2000). Solicitante/s: MANNESMANN AKTIENGESELLSCHAFT. Inventor/es: KRENGEL, ROLAND, DR.-ING.
LA INVENCION SE REFIERE A UN GRUPO DE ARMADURA UNIVERSAL PARA LAMINACION DE PERFILES PREVIOS EN FUNDICION DE COLADA CONTINUA, COMPUESTO DE UNA PRIMERA ESTRUCTURA UNIVERSAL QUE TRABAJA EN EL LADO DE ENTRADA PREVISTO EN OPERACION REVERSIBLE, UNA SEGUNDA ESTRUCTURA UNIVERSAL PREVISTA EN EL LADO DE SALIDA Y UNA ESTRUCTURA DE RECALCADO DISPUESTA ENTRE ESTAS ESTRUCTURAS UNIVERSALES. EL GRUPO DE ESTRUCTURAS UNIVERSALES ESTA DISPUESTO ANTES DE LA PRIMERA ESTRUCTURA DE RECALCADO Y LA ESTRUCTURA UNIVERSAL DEL LADO DE SALIDA SE CONFIGURA COMO ESTRUCTURA DE FABRICACION UNIVERSAL. CON ELLO LA ESTRUCTURA DE RECALCADO DISPUESTA ENTRE EL GRUPO DE ESTRUCTURA UNIVERSAL (UR-HE-UF) SE CONFIGURA COMO ESTRUCTURA (UE) DE RECALCADO UNIVERSAL CON RODILLOS VERTICALES DE OPERACION Y RODILLOS HORIZONTALES DE ARRASTRE.
METODO PARA EL PRE-LAMINADO CONTROLADO DE PLANCHAS FINAS QUE SALEN DE UNA PLANTA DE MOLDEADO CONTINUO.
(16/05/1999) SE PRESENTA UN METODO PARA EL PRE-LAMINADO CONTROLADO DE PLANCHAS, VENTAJOSAMENTE PLANCHAS FINAS, QUE SALEN DE UNA PLANTA DE MOLDEADO CONTINUO EN EL CUAL EL PRE-LAMINADO SE LLEVA A CABO CON PARES DE ELEMENTOS PRE-LAMINADORES TALES COMO RODILLOS LOCOS, RODILLOS IMPULSADOS, PLACAS, CORREAS, RASCADORES Y OTROS MEDIOS ENSAMBLADOS EN AL MENOS UN DISPOSITIVO DE PRELAMINADO , EL PRIMERO DE ESTOS DISPOSITIVOS DE PRE-LAMINADOS ESTA POSICIONADO INMEDIATAMENTE CORRIENTE ABAJO DE LOS RODILLOS INFERIORES DE UN CRISTALIZADOR , O TODOS O PARTE DE ESTOS ELEMENTOS PRE-LAMINADORES ESTAN ASOCIADOS CON AL MENOS UN MEDIO TRANSDUCTOR DE PRESION , UN MEDIO DE CONEXIONADO DE UN DISPOSITIVO DE ACCIONAMIENTO HIDRAULICO Y UN MEDIO TRANSDUCTOR DE PRESION , TAMBIEN SE INCLUYE MEDIOS PARA MONITORIZAR…
METODO PARA PRODUCIR FLEJES, A PARTIR DE LAMINAS FINAS Y PLANTA RELATIVA.
(01/04/1999) PLANTA Y METODO PARA LA PRODUCCION DE FLEJES A PARTIR DE LAMINAS FINAS PRODUCIDAS MEDIANTE UNA PLANTA DE FUNDICION DE CON SOLIDIFICACION CONTINUA EN LA QUE LA LAMINA FINA SUFRE AL MENOS UNA FASE DE DESOXIDACION, SEGUIDA DE UNA FASE DE DESBASTADO Y UNA FASE DE ACABADO ANTES DE SER ARROLLADA EN BOBINAS, EL PERFIL ES SOMETIDO A UNA ACCION DE OSCILACION, Y SU CONFORMACION ESTA, AL MENOS EN PARTE, CORRELACIONADA CON LOS PARAMETROS DE FUNDICION ( AL MENOS LA VELOCIDAD, TEMPERATURA Y ESTRUCTURA COMPUESTA DEL ALUMINIO) POR LO QUE LA LAMINA FINA QUE SALE DEL CRISTALIZADOR DE LA PLANTA DE FUNDICION CON SOLIDIFICACION CONTINUA , TIENE UN GROSOR DE ENTRE 70 Y 100 MM., Y VIAJA A UNA VELOCIDAD DE ENTRE 2 Y 10 METROS…
CADENA PARA PRODUCIR TIRAS Y/O LAMINAS.
(01/04/1998). Solicitante/s: DANIELI & C. OFFICINE MECCANICHE S.P.A.. Inventor/es: DRIGANI, FAUSTO, COASSIN, GIOVANNI, MORASCA, PIETRO, DI GIUSTO, BRUNO.
SE PRESENTA UNA CADENA PARA PRODUCIR TIRAS Y/O LAMINAS O UNA CADENA COMBINADA PARA TIRA/LAMINA, COMENZANDO EN AL MENOS UNA PLANTA PARA DISTRIBUCION CONTINUA DE PLANCHAS FINAS O MEDIANAS, LA CUAL PLANTA COMPRENDE SECUENCIALMENTE UNA MAQUINA DE DISTRIBUCION CONTINUA, AL MENOS UN GRUPO PARA CORTAR EL TAMAÑO, UN SISTEMA DE RESTAURACION DE LA TEMPERATURA, UN TREN RODANTE Y UN POSIBLE GRUPO PARA ENFRIAMIENTO DE LA TIRA/LAMINA ; EN EL SENTIDO DE TRABAJO HAY DISPOSITIVOS PARA ACELERAR LA RAPIDEZ DE ALIMENTACION DE PLANCHAS DEL CONJUNTO PARA CORTAR EL TAMAÑO, COMPRENDIENDO EL SISTEMA PARA RESTAURACION DE LA TEMPERATURA DE UN HORNO DE INDUCCION CON AL MENOS UNA FRECUENCIA DE TRABAJO PARA CALENTAR LA SUPERFICIE Y BORDES DE LAS PLANCHAS , SEGUIDO ESTE HORNO POR DISPOSITIVOS PARA DECAPADO A BAJA VELOCIDAD Y POR UN HORNO DE TUNEL, ESTANDO INCLUIDOS UNA CIZALLA DE EMERGENCIA Y DISPOSITIVOS PARA DECAPADO A ELEVADA VELOCIDAD ENTRE EL HORNO DE TUNEL Y EL TREN RODANTE.
METODO Y APARATO PARA COLAR PALANQUILLA DE GROSOR INTERMEDIO Y LINEA INTEGRADA DE FLEJE EN CALIENTE Y DE PLETINA.
(16/03/1998) UN METODO Y APARATO PARA HACER PLACAS BOBINADAS, LAMINAS EN FORMA BOBINADA PLACAS DISCRETAS. EL APARATO ES UN FUNDIDOR DE LINGOTES DE ESPESOR INTERMEDIO Y LINEA DE PLACAS Y BANDAS EN CALIENTE EN SERIE . EL APARATO COMPRENDE UN FUNDIDOR DE LINGOTES CONTINUO QUE FORMA UN CORDON ENTRE 3.5 Y 5.5 PULGADAS DE ESPESOR; UNA CIZALLA PARA CORTAR EL CORDON EN UN LINGOTE DE LONGITUD DESEADA; UNA TABLA DE LINGOTES COMPRENDE UNA TRAVIESA OPERATIVA DE DESPEGUE DE LINGOTE DE LA MESA DE TRANSPORTADOR ; UN AREA DE RECOGIDA DE LINGOTES Y DE ALMACENAMIENTO ADYACENTE A LA MESA DE TRANSPORTADOR DE LINGOTE ADAPTADA PARA RECIBIR LINGOTES DESDE EL DESPEGUE DE LINGOTES; UN HORNO DE RECALENTAMIENTO QUE TIENEN UNA ENTRADA EN SERIE CON TANTO LA MESA DE TRANSPORTADOR COMO EL AREA DE RECOGIDA DE LINGOTE Y…
CONJUNTO PARA EL PRELAMINADO CONTROLADO DE PLACA FINAS DANDO UNA PLANTA DE COLADA CONTINUA.
(01/03/1998). Solicitante/s: DANIELI & C. OFFICINE MECCANICHE S.P.A.. Inventor/es: DI GIUSTO, BRUNO, FASANO, FULVIO.
CONJUNTO PARA EL PRELAMINADO CONTROLADO DE PLACAS FINAS DANDO UN MOLDE DE COLADA CONTINUA QUE INCLUYE RODILLOS DE PIE , COMPRENDIENDO EL CONJUNTO UN SECTOR ESTACIONARIO Y UN SECTOR MOVIL , PUDIENDO CADA UNO DE AMBOS SECTORES SER IGUALES O DIFERENTES E INCLUYENDO RODILLOS RESPECTIVOS , ESTANDO EL CONJUNTO COLOCADO AGUAS ABAJO DE LOS RODILLOS DE PIE, ESTANDO LOS RODILLOS ASOCIADOS AL MENOS UNO A UNO CON UNA CELULA DE CARGA , MIENTRAS QUE LOS RODILLOS DEL SECTOR MOVIL ESTAN ASOCIADOS AL MENOS UNO A UNO CON UNA CAPSULA HIDRAULICA GOBERNADA POR UNA SERVOVALVULA.
TRANSPORTADOR AISLADO MOVIL PARA EL MOLDEO CONTINUO DE LAMINAS.
(16/01/1998) UN TRANSPORTADOR AISLADO PARA EL MOLDEO CONTINUO DE LAMINAS, LINGOTES, ZAMARRAS U OTROS PRODUCTOS, QUE SE INSTALA EN LINEA RESPECTO A UN EQUIPO DE MOLDEO CONTINUO QUE INCLUYE AL MENOS DOS LINEAS DE MOLDEO (11A-11B), AL MENOS UNAS CIZALLAS Y UN PRIMER HORNO DE TUNEL FIJO PARA ACOMODAR Y ACELERAR LOS SEGMENTOS DE LAS LAMINAS QUE SE COLOCAN ENTRE EL EQUIPO DE MOLDEO CONTINUO Y UN TREN DE LAMINACION , UN HORNO DE TUNEL MOVIL DISPUESTO POSIBLEMENTE A CONTINUACION DEL HORNO DE TUNEL FIJO , EN DONDE AL MENOS UNO DE LOS TRANSPORTADORES AISLADOS MOVILES QUEDA DISPUESTO A CONTINUACION DEL HORNO DE TUNEL FIJO Y/O CORRIENTE ARRIBA RESPECTO A, Y EN COOPERACION DIRECTA CON, EL TREN DE LAMINACION , Y EL TRANSPORTADOR…
PROCEDIMIENTO Y DISPOSITIVO PARA LA OPERACION DE UNA INSTALACION DE COLADA EN CUERDA CONTINUA.
(16/07/1997) UN PROCEDIMIENTO PARA LA OPERACION, EN PARTICULAR DE LA FUNDICION DE UNA INSTALACION DE COLADA EN CUERDA CONTINUA, PARA LA ELABORACION DE LLANTONES DELGADOS PARA LAMINACION DE BANDAS EN CALIENTE CON AL MENOS UN PAR DE RODILLOS DE REDUCCION DISPUESTOS DE FORMA PROXIMA CON RESPECTO A LA COQUILLA DE COLADA EN CUERDA, QUE CONECTAN RESPECTIVAMENTE CON LOS ELEMENTOS DE GUIA DE COLADA EN CUERDA AJUSTABLES, HA PREVISTO QUE EL PAR DE RODILLOS DE REDUCCION, DESPUES DE UNA LONGITUD DE DESARROLLO DADA PREVIAMENTE DE LA MADEJA DE LAMINACION EN CALIENTE, SE AJUSTE SOBRE UNA ANCHURA DE ESPACIO PEQUEÑA, QUE ACTUA EN EL PROCESO DE APLASTADO DE LA DISPOSICION…
SISTEMA Y PROCEDIMIENTO PARA FORMAR FLEJE DE ACERO LAMINADO EN CALIENTE PLANO, DELGADO.
(01/07/1997). Solicitante/s: CHAPARRAL STEEL COMPANY. Inventor/es: FIGGE, DIETER, SCHMELZLE, LLOYD M., ROSTIK, LIBOR, F., FINK, PETER.
UN PROCESO CONTINUO Y UN SISTEMA PARA FABRICAR UNA LAMINA PLANA ENROLLADA DE ACERO O DE METAL FERROSO QUE TIENE UN ESPESOR MINIMO SUFICIENTE PARA PERMITIR UNA FABRICACION DEL PRODUCTO SUBSTANCIALMENTE DIRECTA, EN DONDE UN LAMINADOR PLANETARIO PLATZER RECIBE CONTINUAMENTE UNA CHAPA SIN FIN DE ACERO FUNDIDO O METAL FERROSO Y EFECTUA UNA PRIMERA REDUCCION DEL ESPESOR A PARTIR DEL ESPESOR FUNDIDO CONTINUAMENTE DE LA CHAPA, UNA PLURALIDAD DE SOPORTES DEL LAMINADOR RECIBEN SECUENCIALMENTE LA LAMINA CONTINUA DEL LAMINADOR PLANETARIO PLATZER PARA EFECTUAR UNA SEGUNDA REDUCCION DEL ESPESOR DE, AL MENOS, UN 50% APROXIMADAMENTE DEL PRIMER ESPESOR REDUCIDO PARA PROPORCIONAR UNA LAMINA CONTINUA QUE TIENE UN ESPESOR MEDIO INFERIOR A 1,8 MM APROXIMADAMENTE, Y RECALENTADORES DE INDUCCION ELECTRICA SE SITUAN ENTRE CADA PAR ADYACENTE DE SOPORTES DEL LAMINADOR PARA MANTENER LA LAMINA CONTINUA A UNA TEMPERATURA DE TRABAJO SUFICIENTE PARA EFECTUAR LA SEGUNDA REDUCCION DEL ESPESOR.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}