Procedimiento y producto de programa informático para el control de codigestores anaerobios.
Procedimiento y producto de programa informático para el control de codigestores anaerobios.
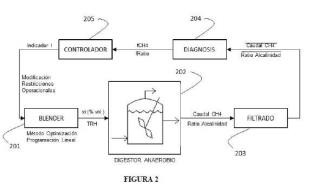
La codigestión anaerobia de sustratos múltiples permite potenciar la producción de metano así como la calidad del gas y el digerido si se utilizan adecuadamente las características complementarias de los diferentes residuos. Para ello, es necesario definir una mezcla óptima que maximice la conversión de DQO a metano sin causar desestabilizaciones en el digestor. La presente invención propone una estrategia de control que por un lado calcula la mezcla óptima de la alimentación mediante optimización por programación lineal, y por otro, mantiene la estabilidad del sistema siguiendo un parámetro fisicoquímico del proceso (relación de alcalinidades).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201331518.
Solicitante: UNIVERSIDADE DE SANTIAGO DE COMPOSTELA.
Nacionalidad solicitante: España.
Inventor/es: LEMA RODICIO,JUAN MANUEL, GARCÍA GEN,Santiago, RODRÍGUEZ RODRÍGUEZ,Jorge.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- C02F11/04 QUIMICA; METALURGIA. › C02 TRATAMIENTO DEL AGUA, AGUA RESIDUAL, DE ALCANTARILLA O FANGOS. › C02F TRATAMIENTO DEL AGUA, AGUA RESIDUAL, DE ALCANTARILLA O FANGOS (procedimientos para transformar las sustancias químicas nocivas en inocuas o menos perjudiciales, efectuando un cambio químico en las sustancias A62D 3/00; separación, tanques de sedimentación o dispositivos de filtro B01D; disposiciones relativas a las instalaciones para el tratamiento del agua, agua residual o de alcantarilla en los buques, p. ej. para producir agua dulce, B63J; adición al agua de sustancias para impedir la corrosión C23F; tratamiento de líquidos contaminados por radiactividad G21F 9/04). › C02F 11/00 Tratamiento de los fangos; Dispositivos a este efecto. › Tratamiento anaerobio; Producción del metano por tales procesos.
- C02F3/28 C02F […] › C02F 3/00 Tratamiento biológico del agua, agua residual o de alcantarilla. › Procedimientos de digestión anaerobios.
- G05B13/04 FISICA. › G05 CONTROL; REGULACION. › G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K). › G05B 13/00 Sistemas de control adaptativos, es decir, sistemas que se regulan a sí mismos para obtener un rendimiento óptimo siguiendo un criterio predeterminado (G05B 19/00 tiene prioridad; aprendizaje automático G06N 20/00). › que implican el uso de modelos o de simuladores.
Fragmento de la descripción:
Procedimiento y producto de programa informático para el control de codigestores anaerobios SECTOR TÉCNICO DE LA INVENCIÓN
La presente invención se refiere a un procedimiento de control para la optimización de digestores anaerobios en el tratamiento de diferentes residuos orgánicos mediante codigestión. La invención también se refiere a un producto de programa informático de control de digestores anaerobios, adecuado para llevar a cabo el procedimiento.
La invención tiene aplicación en las plantas de biogás, para mejorar su rendimiento en términos de producción de metano, calidad del gas, calidad del digerido y estabilidad de la operación. La invención permite obtener un mejor aprovechamiento de los residuos orgánicos como fuente de energía renovable.
ESTADO DE LA TÉCNICA
El suministro mundial de energía primaria para el período 2007-2030 seguirá dominado por el consumo de residuos fósiles según la International Energy Agency (IEA). Se estima que los residuos fósiles contribuirán de media en este período un 77%, las energías renovables un 23%, y que la demanda mundial de energía seguirá creciendo. Sin embargo, son las energías renovables las que jugarán un papel decisivo en las actuales políticas de mitigación de C02. En este sentido, la energía proveniente de la biomasa y los residuos se posiciona como una de las fuentes de energía renovable más importantes del futuro. El proceso de digestión anaerobia para el tratamiento de residuos orgánicos ha crecido de forma notable en los últimos años, aumentando la capacidad de tratamiento mediante esta tecnología en tasas del 25% anual (Appels et al., 2011, Renewable and Sustainable Energy Reviews 15, pp. 4295-4301).
La digestión anaerobia es un proceso biológico mediante el cual cualquier residuo orgánico puede ser transformado en biogás (mezcla de metano y dióxido de carbono) a través de un mecanismo de reacción complejo que incluyen reacciones en serie y paralelo y que están catalizadas por diferentes grupos de microorganismos. Los actuales avances en el diseño de biorreactores han incrementado el uso de la digestión anaerobia para el tratamiento de residuos sólidos orgánicos, alcanzando mayores rendimientos que con métodos convencionales. En cualquier caso, son muchos los factores que pueden influir en el rendimiento del proceso de digestión, como son el tipo y concentración de sustrato, la temperatura, humedad, pH, etc., (Khalid et al., 2011, Waste management 31, 1737-1744). A este respecto, la codigestión anaerobia resulta ser una alternativa interesante para mejorar los rendimientos de digestión anaerobia de residuos sólidos. El uso de cosustratos puede incrementar el rendimiento en biogás de los digestores debido a las sinergias que se pueden establecer entre los diferentes sustratos, que permite, por ejemplo, mejorar el balance de nutrientes o el contenido de humedad de la mezcla, además de ser una ventaja económica importante por el hecho de compartir equipos e instalaciones (Mata-Aivarez et al., 2000, Bioresource Technology 74, pp. 3-16).
Mediante codigestión, se pueden obtener una mayor producción de biogás y un digerido de mejor calidad dependiendo de las proporciones en las que se combinen los diferentes residuos. La mayoría de los trabajos de codigestión que se han realizado hasta la fecha están basados en ensayos experimentales de diferentes mezclas de residuos con el objetivo de evaluar la viabilidad de las mezclas y el rendimiento en biogás.
En (Alvarez, et al., 2010, Bioresource Technology 101, pp. 1153-1158) ha sido desarrollada una aproximación a la optimización de mezclas de sustratos para codigestión que plantea una metodología de optimización de mezclas basada en programación lineal. Considerando que el potencial metanogénico de un residuo orgánico depende de las características fisicoquímicas del sustrato y de la concentración de los componentes orgánicos principales (proteínas, lípidos y carbohidratos), el método de optimización determina las proporciones de los diferentes cosustratos que permiten alcanzar un mayor potencial metanogénico. Esta metodología fue validada con éxito realizando pruebas en ensayos discontinuos.
Al margen del potencial metanogénico de los residuos, otro aspecto importante a tener en cuenta durante el proceso de digestión anaerobia es la estabilidad de la operación. El mecanismo de reacción es complejo ya que comprende muchas reacciones y diferentes grupos de microorganismos. Al tratarse de un proceso biológico, la
eficacia con la que trabajan los diferentes microorganismos depende en gran medida de las condiciones de pH y temperatura del sistema. La acumulación de compuestos intermedios, presencia de tóxicos o inhibidores puede conducir a la acidificación del sistema y pérdida de eficacia de los microorganismos con la consiguiente inactivación de éstos y la interrupción o pérdida de producción de biogás, y que dependiendo de la intensidad de la perturbación puede conducir a una desestabilización irreversible del proceso.
Los principales parámetros de operación que se monitorizan en una operación en continuo de un digestor anaerobio son principalmente: pH, alcalinidad, concentración de ácidos grasos volátiles (AGV), y el caudal y composición de biogás. Sin embargo, la respuesta y sensibilidad de estos parámetros a una perturbación son diferentes. Boe et al., 2010, Water Research 44, 5973-5980 estudiaron la respuesta de estos indicadores de proceso exponiéndolos a diferentes tipos de perturbaciones con el objetivo de encontrar el parámetro más adecuado para la monitorización del proceso. En concreto, estudiaron el comportamiento de los siguientes indicadores: producción de biogás, pH, AGV e Hidrógeno disuelto (medidas on-line), y el contenido en metano e hidrógeno en el biogás (medidas off-line). Observaron que la producción de biogás aumentaba al incrementar la carga orgánica pero con un ligero descenso en el contenido en metano. El pH se mantenía relativamente estable y no mostraba una clara respuesta a sobrecargas hidráulicas, pero sí era sensible a sobrecargas orgánicas. El hidrógeno disuelto era muy sensible a la presencia de compuestos fácilmente biodegradables, y el hidrógeno en fase gas aumentaba sólo ligeramente después de una sobrecarga orgánica. Encontraron que la concentración de AGV era un indicador efectivo, en donde el propionato era el ácido más persistente después de aparición de la perturbación.
Los aspectos más importantes que tienen en cuenta los operadores de planta de biogás para la monitorización de la operación son la robustez, simplicidad, precisión, exactitud y fiabilidad de los parámetros más importantes del proceso. Las plantas pequeñas de digestión anaerobia, sobretodo las de mono-digestión, pueden controlarse de manera aceptable utilizando métodos sencillos de valoración. Sin embargo, las plantas centralizadas de biogás que operan en codigestión requieren una monitorización más fiable y comprensible. Las medidas sencillas de acidez o cualquier otro parámetro probablemente no sean suficientes para revelar el verdadero estado del proceso debido a la variabilidad de la mezcla de alimentación. Y el control de las materias primas debería ser una parte más del análisis del proceso. Los actuales avances en la tecnología de análisis de proceso, que desarrollan nuevos métodos espectroscópicos y electroquímicos de medida, junto con el análisis de datos multlvarlable ofrecen nuevas posibilidades para monitorización del proceso de digestión anaerobia que permiten un control más efectivo y fiable del proceso (Madsen et al., 2011, Renewable and Sustainable Energy Reviews 15, pp. 3141-3155).
DESCRIPCIÓN DE LA INVENCIÓN
La invención se refiere a un procedimiento de control para la optimización de digestores anaerobios en términos de producción de metano. En un aspecto la invención se refiere a un procedimiento que controla las operaciones de codigestión anaerobia que tratan simultáneamente una mezcla de dos o más residuos orgánicos mediante digestión anaerobia. La alimentación al digestor comprende residuos orgánicos agroindustriales tales como purines de cerdo, vaca, gallinaza, residuos de la industria de producción de biodiesel, vinazas o residuos de la industria conservera.
El procedimiento comprende las siguientes etapas:
a. determinación mediante técnicas de programación lineal de la proporción de los distintos residuos de la mezcla y el tiempo de residencia hidráulico del sistema (TRH) maximizando una función objetivo, producción de metano, sujeta a restricciones lineales;
b. diagnosis de la estabilidad de la planta de codigestión mediante monitorización de parámetros físico-químicos, que...
Reivindicaciones:
1- Procedimiento de control de plantas de codlgestlón anaerobia de mezclas de residuos que comprende las siguientes etapas:
a. determinación mediante técnicas de programación lineal de la proporción de los distintos residuos de la mezcla y el tiempo de residencia hidráulico del sistema (TRH) que maximizan una función objetivo, producción de metano, sujeta a restricciones lineales;
b. diagnosis de la estabilidad de la planta de codigestión mediante monitorización de parámetros físico-químicos, que comprenden el ratio de alcalinidades y el caudal de metano del proceso, y el cálculo de parámetros de diagnosis indicativos de la estabilidad del sistema, que comprenden un factor de estabilidad, determinado en función del ratio de alcalinidades, y un factor de capacidad metanogénica remanente, determinado a partir del caudal de metano;
c. acción de control, que produce la modificación de los límites de las restricciones lineales del método de programación lineal, etapa a del procedimiento, a partir de los parámetros proporcionados en la etapa de diagnosis que modifica la proporción y caudal de los componentes de la mezcla para maximizar la producción de metano o recuperar la estabilidad de la operación, manteniendo la calidad del digerido y del biogás, en los márgenes establecidos por las restricciones; y
d. repetir los pasos a) hasta c).
2- Procedimiento, según la reivindicación 1, en el que los residuos orgánicos comprenden residuos purines de cerdo, vaca, gallinaza, residuos de la industria de producción de blodlesel, vinazas y residuos de la Industria conservera.
3- Procedimiento, según la reivindicación 1, en el que la determinación de la proporción de los componentes de la mezcla y del TRH comprende la determinación de una función objetivo (fobjetivo):
^pMetiDQOtlxi f =------------------------------
J Objetivo r¡
donde x, es la fracción volumétrica de cada sustrato en la mezcla; DQOf, es el contenido en materia orgánica de cada sustrato (demanda química de oxígeno); pMet¡ es el porcentaje de metanlzación esperado para el TRH dado, tomado del ensayo de blodegradabilidad de cada residuo y expresado en tanto por uno, y TRH es el tiempo de residencia hidráulico que se va a aplicar al sistema y que ha sido obtenido a partir de los ensayos de blodegradabilidad de todos los residuos de la mezcla.
4- Procedimiento, según la reivindicación 3, en el que los parámetros empleados en la caracterización de la mezcla en la función objetivo comprenden, entre otros, velocidad de carga orgánica (VCO), Nitrógeno Total Kjeldahl (NTK), humedad, contenido en lípidos, alcalinidad total, contenido en cloruros, calidad del biogás y calidad del digerido.
5- Procedimiento, según la reivindicación 1, en el que los parámetros Ratio de Alcalinidades y Caudal de metano son promediados en una etapa de filtrado previa a la etapa de diagnosis, de acuerdo a las siguientes expresiones:
Ratio
Qc
|Ratio (t) dt \dt
J Qcil 4 (O dt
\dt
donde Ratio es el ratio de alcalinidades medio y qch4 es el caudal de metano medio.
6- Procedimiento, según la reivindicación 5, caracterizado porque el tiempo de promediado para llevar a cabo la integración es, preferentemente, % del TRH.
7- Procedimiento, según la reivindicación 1, en el que los parámetros indicativos de la estabilidad comprenden el factor de estabilidad (foaf/o), el factor de capacidad metanogénica remanente (fa-14) y el indicador I de control, de acuerdo a las siguientes expresiones:
Ratio m Ratio Ratio *Y Ratio )
si Ratio < Ratio *
si Ratio > Ratio *
fcH4 ~
Indicador l =
a' Qcha QcH 4 +a * QcH 4
fRatio 'fcH 4
Ír¡
SI
si
fRatio > 0 fRatio 0
donde Ratio* y Q*ch4 son los valores de referencia del ratio de alcalinidades y del caudal de metano respectivamente, y los parámetros m, n y a se determinan empíricamente a partir del ajuste de datos experimentales.
8- Procedimiento, según la reivindicación 7, caracterizado porque si el valor del indicador I es negativo el sistema está desestabilizado y se procede a restringir el rango de la restricción más activa, lo que disminuye la función objetivo; mientras que si el valor del indicador I es positivo el sistema está estable y se aumentan los límites de la restricción más activa obteniendo un mayor valor de la función objetivo.
9- Procedimiento, según la reivindicación 8, caracterizado porque la acción de control modifica el límite de la restricción más activa a través de una ecuación en la que el nuevo límite calculado tiene en cuenta el valor actual del límite de la restricción, el rango de la restricción, diferencia entre el límite superior e inferior de la restricción, y el indicador I de acuerdo a la siguiente expresión:
LímiteNUEV0 = LímiteACTUAL + indicador l (LímiteslJPERIOR LímiteINFERIOR)
donde LímiteNUEvo es el nuevo límite, LímiteACTUAL es el límite actual y LímitesupERioR y LímiteiNFERioR son, respectivamente los límites superior e inferior del rango.
10- Procedimiento, según la reivindicaciones 8 a 9, caracterizado porque la modificación de los componentes de la mezcla se lleva a cabo cada cuarto de tiempo de residencia hidráulico (TRH).
11- Producto de programa informático que comprende instrucciones de programa para provocar que un sistema de computación realice el procedimiento para controlar una planta de codigestión anaerobia de según una cualquiera de las reivindicaciones 1 a 10.
12- Producto de programa informático, según la reivindicación 11 que está almacenado en unos medios de almacenamiento.
13- Producto de programa Informático, según la reivindicación 12, que es portado por una onda portadora.
Patentes similares o relacionadas:
SISTEMA ANAEROBIO CONTINUO MODULAR PARA LA DEPURACIÓN DE AGUAS RESIDUALES, del 12 de Mayo de 2020, de HULLERAS DEL NORTE, S.A. S.M.E: Sistema anaerobio continuo modular para la depuración de aguas residuales. La invención se refiere a un sistema para la depuración de aguas residuales […]
Método y dispositivo para el procesamiento de residuos sólidos, del 8 de Abril de 2020, de Anaergia B.V: Un proceso que comprende las etapas de, prensar residuos orgánicos para producir residuos orgánicos prensados (A); eliminar los flotables de los residuos […]
Procedimiento e instalación para el tratamiento de residuos del ganado, del 11 de Marzo de 2020, de S.G.T. -SUSTAINABLE GREEN TECHNOLOGIES LTD: Una instalación provista de un reactor anaeróbico y un reactor aeróbico para tratar un volumen diario de aguas residuales del ganado, que comprende […]
Procedimiento Anammox en una instalación de aguas residuales, del 8 de Enero de 2020, de Veolia Water Solutions & Technologies Support: Procedimiento para convertir amonio (NH4+) de una corriente principal de una instalación de aguas residuales en gas dinitrógeno (N2), que incluye […]
Método de recuperación de fosfato, del 4 de Diciembre de 2019, de Cambi Technology AS: Método de recuperación de fosfato a partir de un proceso de tratamiento de material de biomasa, que comprende los pasos de: i) adición de una fuente de ion magnesio a […]
Instalación y procedimiento de tratamiento de fangos primarios de aguas residuales urbanas o industriales, del 4 de Septiembre de 2019, de Suez International: Instalación de tratamiento de aguas residuales urbanas o industriales, dicha instalación incluye: una unidad de tratamiento primario que proporciona, a la salida […]
PLANTA DE BIOGAS, del 19 de Junio de 2019, de BIELA PAMIES, Javier: Planta de biogás, del tipo que comprenden, al menos, un digestor anaeróbico para obtener biogás a partir de materia orgánica de desecho […]
Procedimiento de procesamiento de flujos secundarios y flujos de desecho de la industria papelera y de la pasta y un fertilizante, del 30 de Abril de 2019, de BioA Oy: Procedimiento de procesamiento de flujos de desecho y secundarios de la industria papelera y de la pasta, comprendiendo los flujos de desecho y secundarios […]