Procedimiento para la conservación de productos alimenticios.
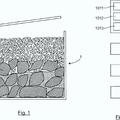
Procedimiento de conservación de productos alimenticios (30), en el cual los productos alimenticios (30) se calientan en estado húmedo con ayuda de microondas (M) en un recipiente (10) que sirve como embalaje de transporte y de comercialización, y ello durante una duración limitada pero por lo menos hasta que se forma vapor caliente (D) en el recipiente (10) y sale por el orificio de ventilación (20), y en el cual después del calentamiento, se inyecta un gas (G) en el recipiente (10) con ayuda de una cánula (40) y con este fin, una pared del recipiente, constituida por una lámina (12) de material plástico, es perforada por la cánula (40), el orificio de ventilación (20) y la perforación (13) provocada en la lámina (12) de material plástico por la cánula (40) está cerrada después de la inyección de gas,
caracterizado por que el procedimiento utiliza como lámina (12) de material plástico una lámina cuyo espesor es 10 inferior a 100 μ
m, por lo menos una capa de la lámina (12) de material plástico está constituida de poli (tereftalato de etileno) de un espesor superior a 19 μm.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/CH2010/000023.
Solicitante: MicroPast International AG.
Inventor/es: KELLER, KARL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A23L3/01 NECESIDADES CORRIENTES DE LA VIDA. › A23 ALIMENTOS O PRODUCTOS ALIMENTICIOS; SU TRATAMIENTO, NO CUBIERTO POR OTRAS CLASES. › A23L ALIMENTOS, PRODUCTOS ALIMENTICIOS O BEBIDAS NO ALCOHOLICAS NO CUBIERTOS POR LAS SUBCLASES A21D O A23B - A23J; SU PREPARACION O TRATAMIENTO, p. ej. COCCION, MODIFICACION DE LAS CUALIDADES NUTRICIONALES, TRATAMIENTO FISICO (conformación o tratamiento, no enteramente cubierto por la presente subclase, A23P ); CONSERVACION DE ALIMENTOS O DE PRODUCTOS ALIMENTICIOS, EN GENERAL (conservación de la harina o las masas panificables A21D). › A23L 3/00 Conservación de alimentos o de productos alimenticios, en general, p. ej. pasteurización o esterilización, especialmente adaptada a alimentos o productos alimenticios (conservación de alimentos o productos alimenticios en asociación con el envasado B65B 55/00). › por medio de microondas o por calentamiento dieléctrico.
- A23L3/10 A23L 3/00 […] › por calentamiento de los productos en su envase sin desplazamiento progresivo a través del aparato (A23L 3/005 tiene prioridad).
PDF original: ES-2399227_T3.pdf
Fragmento de la descripción:
Procedimiento para la conservación de productos alimenticios.
CAMPO TÉCNICO
La presente invención se refiere a un procedimiento para la conservación de productos alimenticios, en el que los productos alimenticios se calientan en estado húmedo, en un recipiente adecuado como envase de transporte y venta con orificio de ventilación con microondas durante un tiempo limitado, aunque al menos hasta que se forme vapor caliente en el recipiente y salga por el orificio de ventilación, en el que tras el calentamiento se inyecta un gas con una cánula en el recipiente perforándose para ello con la cánula una pared de recipiente de una lámina de plástico y en el que tras la inyección de gas se cierran el orificio de ventilación y el agujero perforado realizado mediante la cánula en la lámina de plástico.
ESTADO DE LA TÉCNICA
Por el documento WO 2006/084402 A1 se conoce un procedimiento del tipo anteriormente indicado. La inyección de gas sirve en este procedimiento en particular para evitar que se establezca una depresión considerable en el recipiente después de su cierre por el vapor que se va condensando.
Respecto a la realización de los recipientes, en el documento WO 2006/084402 A1 se remite al documento EP 1 076 012 A1. Los recipientes conocidos por el documento EP 1 076 012 A1 presentan una bandeja plana, embutida, de polipropileno con un borde periférico. En este borde está soldada una lámina de cubierta con un cordón de soldadura periférico, habiéndose contracolado para esta lámina 12 mm de poliéster en aprox. 90 – 100 mm de polipropileno. Es esta lámina de plástico de varias capas, la que se perfora con la cánula para la inyección de gas.
Por el documento WO 2006/084402 A1 se conoce también usar como gas un gas pobre en oxígeno o exento de oxígeno y lavar el recipiente con el mismo, para reducir el contenido de oxígeno en el recipiente, que es especialmente nocivo para la durabilidad de los productos alimenticios.
También es conocido por el documento WO 2006/084402 A1 estanqueizar el agujero perforado realizado con la cánula durante la inyección y al mismo tiempo el orificio de ventilación mediante la aplicación de una etiqueta adhesiva.
DESCRIPCIÓN DE LA INVENCIÓN –
La presente invención tiene el objetivo de mejorar el procedimiento conocido. Concretamente, se ha mostrado que la lámina de plástico antes mencionada no es suficientemente estable, experimenta un abombado excesivo bajo la acción del gran calor y la carga por presión durante el calentamiento y, al final del calentamiento tiende a volverse ondulada por arrugarse.
A diferencia del documento EP 1 076 012 A1, en el que el recipiente se abre después del calentamiento para retirar los productos alimenticios para su consumo, sin que la lámina de cubierta tenga una gran importancia, la lámina de plástico se mantiene en el procedimiento según la invención durante un tiempo prolongado en el recipiente e influye considerablemente en su aspecto y apariencia en la fase de venta.
El comportamiento de la lámina de cubierta conocida, además, no es favorable para ser perforada con la cánula ni para el proceso de inyección. Finalmente, su ondulación dificulta la colocación de la etiqueta adhesiva.
Según la presente invención, como está caracterizada en la reivindicación 1, como lámina de plástico se usa una lámina con un espesor inferior a 100 mm, estando hecha al menos una capa de la lámina de plástico de tereftalato de polietileno (PET) con un espesor superior a 19 mm.
Gracias a su capa de mayor espesor de PET, esta lámina es sustancialmente menos extensible que la lámina conocida por el documento EP 1 076 012 A1, a pesar de tener un espesor total incluso inferior que ésta bajo las cargas por temperatura y presión que se producen y recupera prácticamente al completo su forma lisa original. Gracias a ello se evitan los problemas anteriormente indicados.
En la lámina de plástico usada, la capa de PET está orientada de forma biaxial, en particular gracias a un estirado correspondiente. No obstante, el espesor podría ser de hasta 40 mm.
Como lámina de plástico se usa, además, preferiblemente una lámina de plástico de varias capas, en la que una segunda capa está hecha de polipropileno, siendo el espesor de la capa de polipropileno preferiblemente sólo 2 a 2, 5 veces superior al de la capa de PET.
Para mejorar la estanqueidad, además puede estar prevista una capa de barrera entre las dos capas, usándose para la capa de barrera en particular óxido de silicio, óxido de aluminio y/o etileno-alcohol vinílico para conseguir un valor OTR (tasa de transferencia de oxígeno) alrededor de 1.
Según la forma de realización preferible del documento WO 2006/084402 A1, también en el marco de la presente invención se usa como recipiente preferiblemente un recipiente en forma de bandeja de plástico, en el que se suelda la lámina de plástico de forma plana como lámina de cubierta. Para un contenido de aproximadamente 300 g, el recipiente en forma de bandeja puede ser circular, presentar un diámetro de 15 a 17 cm y una altura de 2, 5
– 3, 5 cm. También pueden usarse bandejas ovaladas, rectangulares o cuadradas.
Como lámina de cubierta puede usarse una lámina de plástico de varias capas, en la que la segunda capa está hecha de una capa de unión, que permite una unión entre la lámina de plástico y la bandeja. Como capa de unión puede usarse, por ejemplo, la capa ya mencionada de polipropileno, que puede soldarse bien en una bandeja de polipropileno.
Antes del consumo de los productos alimenticios conservados con ayuda del procedimiento descrito, son calentados típicamente en el envase en un horno de microondas hasta alcanzar la temperatura de consumo. En algunos lugares, por ejemplo, en aviones, no es posible o deseable el uso de hornos de microondas. Para permitir un calentamiento de los productos alimenticios conservados en el envase en un horno convencional a temperaturas más elevadas, puede usarse para la bandeja y la al menos una capa de la lámina de plástico de tereftalato de polietileno un tereftalato de polietileno cristalino (CPET) con un punto de fusión superior al que tiene, por ejemplo, un tereftalato de polietileno amorfo. Como capa de unión puede usarse un agente adherente, que permite una unión entre la lámina de plástico y la bandeja. Un recipiente de este tipo es, por lo tanto, más resistente al calor y los productos alimenticios conservados en el mismo pueden calentarse en un horno convencional, a temperaturas de aproximadamente 230 ºC.
Desde el punto de vista de la tecnología de procedimientos, se ha mostrado que basta con inyectar gas con una sobrepresión de 0, 05 – 0, 8 bar, preferiblemente de 0, 2 – 0, 4 bar, o de forma aún más preferible de 0, 3 bar. De este modo se evita al mismo tiempo que se desgarre la lámina de plástico partiendo del agujero perforado realizado mediante la cánula como punto especialmente débil.
Para la inyección de gas se usa preferiblemente una cánula con un collar de tope que está dispuesto algo más atrás respecto a su punta. La cánula se guía de tal modo que el collar de tope queda asentado durante la inyección de gas al menos temporalmente contra el lado exterior de la lámina de plástico.
En caso de un accionamiento controlado por fuerza de la cánula, con el collar de tope puede impedirse una penetración demasiado profunda de la cánula en el recipiente. A ser posible, la cánula tampoco debería entrar en contacto con los productos alimenticios, para que pueda usarse inmediatamente para otra inyección de gas en otro recipiente, sin tener que someterla a una limpieza costosa. Además, se reduce de este modo el peligro de trasladar gérmenes eventualmente existentes en el recipiente a recipientes en los que se inyecta posteriormente gas.
Si la lámina de plástico vuelve a extenderse e inflarse por la inyección de gas bajo dicha sobrepresión, aprieta contra el collar de tope, lo cual ofrece una protección adicional contra un desgarre del agujero perforado, así como cierta estanqueidad alrededor de la punta de la cánula. Puede ser ventajoso retirar la cánula un poco después de la penetración, para no bloquear localmente la extensión de la lámina de plástico en el punto de penetración.
Como ya es conocido por el documento WO 2006/084402 A1, también en el marco de la presente invención se usa como gas preferiblemente un gas pobre en oxígeno o exento de oxígeno y el recipiente se lava con este gas expulsando el oxígeno a través del orificio de ventilación. Esto se realiza preferiblemente hasta que el contenido de oxígeno en el recipiente... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de conservación de productos alimenticios (30) , en el cual los productos alimenticios (30) se calientan en estado húmedo con ayuda de microondas (M) en un recipiente (10) que sirve como embalaje de transporte y de comercialización, y ello durante una duración limitada pero por lo menos hasta que se forma vapor caliente (D) en el recipiente (10) y sale por el orificio de ventilación (20) , y en el cual después del calentamiento, se inyecta un gas (G) en el recipiente (10) con ayuda de una cánula (40) y con este fin, una pared del recipiente, constituida por una lámina (12) de material plástico, es perforada por la cánula (40) , el orificio de ventilación (20) y la perforación (13) provocada en la lámina (12) de material plástico por la cánula (40) está cerrada después de la inyección de gas,
caracterizado por que el procedimiento utiliza como lámina (12) de material plástico una lámina cuyo espesor es inferior a 100 µm, por lo menos una capa de la lámina (12) de material plástico está constituida de poli (tereftalato de etileno) de un espesor superior a 19 µm.
2. Procedimiento según la reivindicación 1, caracterizado por que utiliza como lámina (12) de material plástico una lámina cuya capa de poli (tereftalato de etileno) ha sido orientada biaxialemente.
3. Procedimiento según una de las reivindicaciones 1 ó 2, caracterizado por que utiliza como lámina (12) de material plástico una lámina en la cual la capa de poli (tereftalato de etileno) presenta un espesor de 23 µm.
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado por que utiliza como recipiente una vasija
o un vaso dotados de una lámina de recubrimiento constituida por la lámina (12) de material plástico, la lámina (12) de material plástico es multicapa y una segunda capa es una capa de unión que permite una unión entre la lámina de material plástico y la vasija o el vaso.
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado por que la capa de unión está constituida por polipropileno, capa de polipropileno cuyo espesor es preferentemente sólo de 2 a 2, 5 veces más espeso que la capa de poli (tereftalato de etileno) .
6. Procedimiento según la reivindicación 5, caracterizado por que utiliza como lámina (12) de material plástico una lámina cuya capa de polipropileno presenta un espesor comprendido entre 40 y 65 µm y preferentemente de 50 µm.
7. Procedimiento según una de las reivindicaciones 5 ó 6, caracterizado por que utiliza como lámina (12) de material plástico una lámina que presenta una capa de barrera entre las dos capas.
8. Procedimiento según la reivindicación 7, caracterizado por que utiliza para la capa de barrera óxido de silicio, óxido de aluminio y/o un alcohol etileno-vinílico.
9. Procedimiento según la reivindicación 4, caracterizado por que utiliza para la vasija o el vaso y por lo menos para una capa de la lámina (12) de material plástico de poli (tereftalato de etileno) un poli (tereftalato de etileno) cristalino y para la capa de unión de la lámina de material plástico un agente de fortalecimiento de adherencia.
10. Procedimiento según una de las reivindicaciones 1 a 9, caracterizado por que el gas (G) se inyecta bajo una sobrepresión de 0, 05 a 0, 8 bar, preferentemente de 0, 2 a 0, 4 bar y de modo todavía más preferible de 0, 3 bar.
11. Procedimiento según una de las reivindicaciones 1 a 10, caracterizado por que utiliza como gas (G) un gas exento de oxígeno y por que el recipiente (10) es barrido por este gas (G) para expulsar el oxígeno por el orificio de ventilación hasta que el contenido en oxígeno presente en el recipiente sea inferior al 0, 2 % y preferentemente al 0, 1 %.
12. Procedimiento según una de las reivindicaciones 1 a 10, caracterizado por que utiliza como gas (G) el argón.
13. Procedimiento según una de las reivindicaciones 1 a 12, caracterizado por que para inyectar el gas (G) , utiliza una cánula (40) que presenta un collar de tope de retención (41) ligeramente en retroceso con relación a su punta y por que la cánula (40) se inserta de tal modo que en el momento de la inyección del gas (G) , el collar de tope de retención (41) reposa por lo menos una parte del tiempo contra el lado exterior de la lámina (12) de material plástico.
14. Procedimiento según una de las reivindicaciones 1 a 13, caracterizado por que el gas (G) se inyecta con ayuda de la cánula (40) de tal modo que la cánula (40) no entra en contacto con los productos alimenticios (30) .
15. Procedimiento según una de las reivindicaciones 1 a 14, caracterizado por que el orificio de ventilación (20) y la perforación (13) provocada en la lámina (12) de material plástico por la cánula (40) no se cierran de manera hermética antes del derrame de una duración de espera comprendida entre 0, 5 y 10 s después de la inyección del gas (G) .
16. Procedimiento según una de las reivindicaciones 1 a 15, caracterizado por que el orificio de ventilación (20) y la perforación (13) provocada en la lámina (12) de material plástico por la cánula (40) sólo se cierran después de la inyección de gas (G) si el contenido en oxígeno en el recipiente sube al 4-5 %.
17. Procedimiento según una de las reivindicaciones 1 a 16, caracterizado por que el orificio de ventilación (20) está también dispuesto en la lámina (12) de material plástico y por que la perforación (13) provocada por la cánula
(40) en la lámina (12) de material plástico se cierra conjuntamente por aplicación de un adhesivo (50) .
18. Procedimiento según una de las reivindicaciones 1 a 17, caracterizado por que en el momento del calentamiento, se lleva la temperatura .
9. 98°C durante 30 a 90 segundos en la zona central de los productos alimenticios (30) .
19. Procedimiento según una de las reivindicaciones 1 a 18, caracterizado por que el orificio de ventilación (20) está formado en la lámina (12) de material plástico por perforación con ayuda de una aguja calentada o por perforación por llama, pero preferentemente por perforación por laser.
20. Procedimiento según una de las reivindicaciones 1 a 19, caracterizado por que como recipiente (10) , utiliza un recipiente de material plástico en forma de vasija, sobre el cual la lámina (12) de material plástico es soldada para formar la lámina de recubrimiento.
21. Procedimiento según una de las reivindicaciones 1 a 21, caracterizado por que la pérdida de peso provocada por la salida de vapor fuera del recipiente (10) se determina y se compara con un valor límite predeterminado y por que los productos alimenticios sólo son considerados como que presentan una duración de conservación suficiente si se sobrepasa el valor limite.
22. Procedimiento según una de las reivindicaciones 1 a 21, caracterizado por que después del cierre del orificio de ventilación y de la perforación prevista para la inyección de gas, se inyecta un gas (G2) una segunda vez, previendo una etapa de enfriamiento entre la primera y la segunda inyección de gas, el orificio de perforación de la segunda inyección de gas es también cerrado.
23. Procedimiento según la reivindicación 22, caracterizado por que el orificio de ventilación y la perforación prevista para la primera inyección de gas se cierran por un adhesivo permanente (80) y por que la perforación prevista para la segunda inyección de gas se cierra con un adhesivo (50) que se descompone a temperatura elevada y/o a alta presión.
24. Procedimiento según una de las reivindicaciones 1 a 23, caracterizado por que el recipiente es enfriado activamente del exterior durante la primera inyección de gas.
Patentes similares o relacionadas:
Método y sistema para tratar un producto, del 11 de Marzo de 2020, de The State of Israel - Ministry of Agriculture & Rural Development, Agricultural Research Organization (ARO) (Volcani Center): Un método de tratamiento de un producto agrícola , que comprende: proporcionar un recipiente que tiene una abertura dimensionada para […]
Proceso para la esterilización por calor de un producto alimenticio, del 12 de Junio de 2019, de Hipp & Co: Proceso para la esterilización por calor de un producto alimenticio, en el que el producto alimenticio se calienta de 90 a 150ºC y se enfría de 50 […]
Procedimiento para la cocción y esterilización, del 28 de Mayo de 2019, de MICVAC AB: Un procedimiento de cocción y esterilización o pasteurización de alto grado de alimentos dispuestos en un envase sellado que comprende una válvula unidireccional que se abre […]
Aparato de extracción por hidrólisis supercrítica y procedimiento de hidrólisis que utiliza el mismo, del 23 de Mayo de 2019, de Innoway Co. Ltd: Aparato de extracción por hidrólisis supercrítica que comprende: un recipiente a presión que comprende un cuerpo y una tapa acoplada al […]
PROCEDIMIENTO PARA LA CONSERVACION DE TODO TIPO DE ALIMENTOS, CRUDOS Y PRE-COCIDOS, SIN USO DE PRESERVANTES O ADITIVOS, del 28 de Marzo de 2019, de CAMPANALE, Maurizio: Procedimiento para alargar la conservación de todo tipo de alimentos, crudos y pre-cocidos, sin uso de preservantes o aditivos, mediante utilización de maquinarias, […]
 Plato cocinado y su procedimiento de preparación y de envasado, del 13 de Febrero de 2019, de Compagnie Generale De Conserve: Procedimiento de preparación y de envase de un plato cocinado, caracterizado por que comprende las etapas siguientes:
- colocación de un primer producto […]
Plato cocinado y su procedimiento de preparación y de envasado, del 13 de Febrero de 2019, de Compagnie Generale De Conserve: Procedimiento de preparación y de envase de un plato cocinado, caracterizado por que comprende las etapas siguientes:
- colocación de un primer producto […]
Método para el tratamiento y para la comercialización de alimentos, del 15 de Noviembre de 2018, de Triton GmbH: Método para el tratamiento y para la comercialización de alimentos, en particular de productos cárnicos o de embutido, dichos alimentos estando envueltos por un material de embalaje […]
PROCESO MEDIANTE TRATAMIENTO TÉRMICO DE ESTERILIZACIÓN PARA LA CONSERVACIÓN DE TINTA DE MOLUSCOS CEFALÓPODOS COLEOIDEOS, del 24 de Mayo de 2018, de NORTINDAL SEA PRODUCTS, S.L: Procedimiento que comprende las etapas de: - Homogeneización y primer tratamiento térmico en el que se alcanza una temperatura de al […]