Sinterización directa de metal de acero 17-4PH.
Un método de sinterización de un polvo, que comprende:
mezclar un polvo de polímero y un polvo metálico para formar una mezcla de polvo;
sinterizar selectivamente por láser la mezcla de polvo, lo cual provoca fusión localizada del constituyentepolimérico de una capa de la mezcla (18) de polvo, para conformar una pieza en verde que comprenda elconstituyente polimérico;
calentar la pieza en verde, mientras está siendo soportada por un medio de soporte, para eliminar elconstituyente polimérico y conformar una pieza en marrón;
enfriar la pieza en marrón hasta temperatura ambiente, sacar la pieza en marrón del horno y separar dichapieza en marrón del medio de soporte; y sinterizar la citada pieza en marrón para conformar una piezametálica sinterizada;
en el cual el polvo metálico comprende polvo de aleación 17-4PH.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2008/062375.
Solicitante: THE BOEING COMPANY.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 100 NORTH RIVERSIDE PLAZA CHICAGO, IL 60606-2016 ESTADOS UNIDOS DE AMERICA.
Inventor/es: LOW,Steven C, CLARK,Jerry G, MUYLAERT,Neal W, NORD,Richard J, THOMPSON,Blair E, AKE,Bryan E, WILLIAMS,Reid W.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22F3/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22F TRABAJO DE POLVOS METALICOS; FABRICACION DE OBJETOS A PARTIR DE POLVOS METALICOS; FABRICACION DE POLVOS METALICOS (fabricación de aleaciones mediante metalurgia de polvos C22C ); APARATOS O DISPOSITIVOS ESPECIALMENTE ADAPTADOS PARA POLVOS METALICOS. › B22F 3/00 Fabricación de piezas a partir de polvos metálicos, caracterizada por el modo de compactado o sinterizado; Aparatos especialmente concebidos para esta fabricación. › Sinterizado solamente.
- B22F3/105 B22F 3/00 […] › utilizando una corriente eléctrica, radiación láser o plasma (B22F 3/11 tiene prioridad).
- G03F7/004 FISICA. › G03 FOTOGRAFIA; CINEMATOGRAFIA; TECNICAS ANALOGAS QUE UTILIZAN ONDAS DISTINTAS DE LAS ONDAS OPTICAS; ELECTROGRAFIA; HOLOGRAFIA. › G03F PRODUCCION POR VIA FOTOMECANICA DE SUPERFICIES TEXTURADAS, p. ej. PARA LA IMPRESION, PARA EL TRATAMIENTO DE DISPOSITIVOS SEMICONDUCTORES; MATERIALES A ESTE EFECTO; ORIGINALES A ESTE EFECTO; APARELLAJE ESPECIALMENTE ADAPTADO A ESTE EFECTO (aparatos de composición fototipográfica B41B; materiales fotosensibles o procesos para la fotografía G03C; electrofotografía, capas sensibles o procesos a este efecto G03G). › G03F 7/00 Producción por vía fotomecánica, p. ej. fotolitográfica, de superficies texturadas, p. ej. superficies impresas; Materiales a este efecto, p. ej. conllevando fotorreservas; Aparellaje especialmente adaptado a este efecto (utilizando estructuras de fotorreservas para procesos de producción particulares, ver en los lugares adecuados, p. ej. B44C, H01L, p. ej. H01L 21/00, H05K). › Materiales fotosensibles (G03F 7/12, G03F 7/14 tienen prioridad).
PDF original: ES-2388013_T3.pdf
Fragmento de la descripción:
Sinterización directa de metal de acero 17-4PH.
CAMPO DEL INVENTO Este invento se refiere a un método de sinterización selectiva por láser de un acero resistente a la corrosión.
ANTECEDENTES DEL INVENTO La tecnología de prototipado (creación de prototipo) rápido proporciona a los diseñadores de piezas complejas un medio rápido y flexible mediante el cual fabricar piezas, a menudo prototipos o piezas de ensayo en pequeñas cantidades, las cuales no sería práctico conformar mediante un método de producción de moldeo por colada. La sinterización selectiva por láser (SLS) se encuentra entre las tecnologías más comunes de prototipado rápido disponibles en el ámbito comercial para la fabricación de una pieza mediante deposición de polvos capa por capa.
El SLS se puede realizar en una variedad de materiales incluidos, pero no limitado a, metales, materiales compuestos cerámica-metal (cermets) , cerámicas y muchos polímeros. Un polvo del material de la pieza se mezcla con un material ligante y se distribuye sobre una superficie. Después de eso, se aplica un láser a la capa de polvo para fundir el material ligante. Según se va moviendo el láser siguiendo un patrón por encima de la capa, el ligante fundido se solidifica y se fusiona con el polvo. Se controla el patrón del láser para formar una capa que tenga la forma deseada de una pieza. Capas adicionales de polvo y ligante son tratadas de la misma manera para conformar la pieza deseada en una fabricación capa por capa. En esta etapa, a la pieza que contiene el ligante se le denomina pieza en verde.
Después de que se haya conformado la pieza en verde mediante el proceso SLS, se lleva dicha pieza a un horno en el que se elimina el ligante y se sinteriza ligeramente el polvo. A la pieza se le denomina entonces pieza en marrón. La pieza en marrón se sigue calentando para seguir sinterizando el polvo hasta que se conforma la pieza final. La pieza final se puede seguir tratando para mejorar las características de la pieza.
Las propiedades de la pieza final están determinadas por la selección de la composición del polvo y de los parámetros de fabricación. Hasta el día de hoy, no se ha desarrollado ninguna técnica de fabricación para conformar a partir de un material ferroso una pieza resistente a la corrosión que pueda ser tratada para desarrollar un amplio rango de propiedades.
El documento US 2004/0182202 explica una mezcla de polvo a utilizar en un proceso de conformado libre que utiliza un láser. La mezcla comprende un polímero que será fundido por el láser, un polvo de aleación de acero y un material en partículas con alto punto de fusión. El acero puede ser un 17-4 PH. A continuación se elimina el ligante mediante calor y se sinteriza la pieza mientras está siendo soportada.
Además, el documento US-B-6.630.009 explica una mezcla que comprende un agente ligante y polvos de acero inoxidable, como por ejemplo 17-4 PH, con la adición de polvo de NiB (composiciones C-F) . Las piezas se conforman mediante prototipado rápido, eliminación del ligante y sinterización.
Es un objeto del invento proporcionar un método mejorado de sinterización selectiva por láser.
Este objeto es alcanzado por el método de sinterización de la reivindicación 1.
En este documento se explica un método para la fabricación de una pieza de alta resistencia, resistente a la corrosión, basada en material ferroso, mediante un proceso de fabricación por conformado libre como es definido por las reivindicaciones. El proceso incluye sinterización selectiva por láser de una mezcla de polvo metálico y ligante para conformar una pieza en verde utilizando datos de diseño asistido por ordenador (CAD) . A continuación se sinteriza la pieza en verde para conformar la pieza final, la cual se puede seguir procesando.
El método del invento incluye fabricar una pieza sinterizada que tenga una composición de aproximadamente 15, 517, 5% de Cr, 3, 5-4, 5% de Ni, 3, 5-4, 5% de Cu, 0, 15-0, 45% de Nb+Ta, 0, 1%-0, 3% de B, 0-0, 5% de Mn, 0-0, 04 de P, 0, 07% máximo de C, y el resto de Fe. Esta realización incluye además una cantidad de boro de aproximadamente 0, 1%. La realización explica además un método para la fabricación de una pieza sinterizada, la cual es una pieza de acero que tiene una estructura martensítica substancialmente pura. La realización incluye además que la pieza de acero conformada tenga una densidad mayor de 7, 5 g/cm3.
El método puede incluir una realización en la cual el polvo metálico se conforma para formar una pieza sinterizada que tiene una densidad mayor de 7, 5 g/cm3, y en la cual la pieza sinterizada tiene una estructura martensítica substancialmente pura. Esta realización incluye además que la mezcla de polvo tenga aproximadamente 1, 0 % de polvo de polímero, y que el polvo metálico tenga una composición que incluya aproximadamente 15, 5-17, 5% de Cr, 3, 5-4, 5% de Ni, 3, 5-4, 5% de Cu, 0, 15-0, 45% de Nb+Ta, 0-0, 5% de Mn, 0-0, 04 de P, 0, 07% máximo de C, y el resto de Fe. Esta realización también incluye sinterización selectiva por láser mediante un láser que tenga una potencia en el rango de desde aproximadamente 10W hasta aproximadamente 35 W.
En este documento se explican aspectos adicionales del método. Otras características y ventajas del presente invento se pondrán de manifiesto a partir de la siguiente descripción más detallada de la realización preferente, tomada en conjunto con los dibujos adjuntos que ilustran, a modo de ejemplo, los principios del invento.
BREVE DESCRIPCIÓN DE LOS DIBUJOS
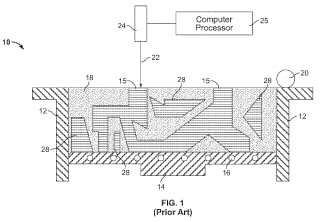
La figura 1 muestra una vista lateral seccionada de un aparato SLS de la técnica anterior.
La figura 2 ilustra una gráfica de temperatura y presión de ejemplo para un proceso de ciclo único.
La figura 3 ilustra una gráfica de temperatura y presión de ejemplo para un proceso de obtención de la pieza
en marrón.
La figura 4 ilustra una gráfica de temperatura y presión de ejemplo para un proceso de sinterización.
La figura 5 muestra características de una pieza sinterizada de 17-4PH.
La figura 6 muestra una comparativa del efecto de la concentración de boro.
La figura 7 muestra una comparativa adicional del efecto de la concentración de boro.
La figura 8 muestra el efecto de la concentración de boro sobre el ciclo de vida.
DESCRIPCIÓN DETALLADA DEL INVENTO En lo que sigue se describirá ahora con mayor detalle el presente invento haciendo referencia a los dibujos adjuntos, en los cuales se muestra una realización preferente del invento. Este invento se puede, sin embargo, implementar de muchas formas diferentes y no se debería interpretar que está limitado a las realizaciones descritas en este documento; en lugar de eso, se proporcionan estas realizaciones para que esta explicación sea minuciosa y completa y transmita completamente el alcance del invento a aquellas personas con experiencia en la técnica. Todos los porcentajes de composición se dan como porcentajes en peso, a menos que se especifique otra cosa diferente.
El presente invento está dirigido a un método de fabricación por conformado libre de un componente metálico a partir de un polvo mediante sinterización selectiva por láser seguido por sinterización en horno para conformar una pieza con la forma final o con forma próxima a la final deseada. El método, el cual puede utilizar datos de diseño asistido por ordenador (CAD) , tiene utilidad en la producción rápida de prototipos metálicos de formas complejas y para fases de producción de pequeños lotes completos de componentes o moldes de alto coste sin necesidad de herramientas u operaciones de mecanizado especiales.
La mezcla de polvo inicial incluye un polvo metálico y un polvo de polímero. El polvo metálico puede ser un único polvo que forma substancialmente la composición de la pieza sinterizada, o el polvo metálico puede ser una mezcla de polvos que en conjunto forman substancialmente la composición final de la pieza sinterizada. El tamaño del polvo metálico está generalmente en el rango de 1-55 micrómetros, y preferiblemente en el rango de 25-55 micrómetros. El polvo metálico puede ser una distribución de un único tamaño de polvo, o puede estar formado por una combinación de distribuciones de tamaños de polvo. Por ejemplo, el polvo metálico puede estar... [Seguir leyendo]
Reivindicaciones:
1. Un método de sinterización de un polvo, que comprende:
mezclar un polvo de polímero y un polvo metálico para formar una mezcla de polvo; sinterizar selectivamente por láser la mezcla de polvo, lo cual provoca fusión localizada del constituyente polimérico de una capa de la mezcla (18) de polvo, para conformar una pieza en verde que comprenda el constituyente polimérico; calentar la pieza en verde, mientras está siendo soportada por un medio de soporte, para eliminar el constituyente polimérico y conformar una pieza en marrón; enfriar la pieza en marrón hasta temperatura ambiente, sacar la pieza en marrón del horno y separar dicha pieza en marrón del medio de soporte; y sinterizar la citada pieza en marrón para conformar una pieza metálica sinterizada; en el cual el polvo metálico comprende polvo de aleación 17-4PH.
2. El método de la reivindicación 1, en el cual el polvo metálico comprende entre 0, 1% y 0, 3% de boro.
3. El método de la reivindicación 2, en el cual el polvo metálico comprende aproximadamente 0, 1% boro.
4. El método de la reivindicación 1, en el cual la sinterización selectiva por láser se realiza mediante un láser que tiene una potencia en el rango de 10W a 35W.
5. El método de la reivindicación 3, en el cual la mezcla de polvo comprende 1, 0% de polvo de polímero.
6. El método de la reivindicación 3, en el cual el polvo metálico tiene una composición que comprende además del boro:
15, 5-17, 5% de Cr; 3, 5-4, 5% de Ni; 3, 5-4, 5% de Cu; 0, 15-0, 45% de Nb+Ta; 0-0, 5% de Mn; 0-0, 04% de P; 0, 07% máximo de C; y
el resto de Fe.
7. El método de la reivindicación 4, en el cual la sinterización selectiva por láser se realiza mediante un láser que tiene una potencia de 15W.
Patentes similares o relacionadas:
Composición resistente a soldadura líquida y placa de circuito impreso, del 8 de Abril de 2020, de GOO CHEMICAL CO., LTD.: Una composición resistente a soldadura líquida que comprende: una resina que contiene grupo un carboxilo (A); un componente termoendurecible […]
Método para elaborar placas de impresión de imágenes en relieve, del 25 de Marzo de 2020, de Macdermid Graphics Solutions, LLC: Un método para exponer selectivamente un blanco de impresión de fotopolímero líquido a radiación actínica para crear una placa de impresión […]
Composición de protección de soldadura líquida y placa de circuito impreso, del 11 de Marzo de 2020, de GOO CHEMICAL CO., LTD.: Una composición de protecciónde soldadura líquida que comprende: una resina que contiene el grupo carboxílico (A); un componente termoendurecible (B); […]
Composición resistente de soldadura y placa de circuito impreso cubierta, del 27 de Noviembre de 2019, de GOO CHEMICAL CO., LTD.: Una composición resistente de soldadura que comprende: (A) una resina que contiene un grupo carboxilo; (B) un compuesto epoxídico; […]
Formulación de fotopolímero para la producción de medios holográficos con polímeros de matriz altamente reticulados, del 24 de Junio de 2019, de Covestro Deutschland AG: Formulación de fotopolímero que comprende un componente de poliol, un componente de poliisocianato, un monómero de escritura y un fotoiniciador que contiene un coiniciador […]
Composición de poli- o prepolímero o laca de estampado, que comprende una composición de este tipo y utilización de la misma, del 5 de Junio de 2019, de Joanneum Research Forschungsgesellschaft mbH: Composición prepolimérica que contiene por lo menos un componente mono- u oligomérico con por lo menos un doble enlace C-C polimerizable y por lo menos un componente […]
Laca de estampado y procedimiento de estampado, del 5 de Junio de 2019, de Joanneum Research Forschungsgesellschaft mbH: Laca de estampado basada en una composición prepolimérica polimerizable UV que contiene por lo menos un monómero de acrilato, caracterizada […]
Barbotina de cerámica y vitrocerámica para estereolitografía, del 24 de Abril de 2019, de IVOCLAR VIVADENT AG: Barbotina para la fabricación estereolitográfica de piezas moldeadas de cerámica o vitrocerámica, que contiene (a) por lo menos un monómero polimerizable por radicales, […]