Procedimiento y dispositivo para el tratamiento térmico de obleas moldeadas.
Procedimiento para el tratamiento térmico de obleas moldeadas (15) con las etapas:
sujeción de una oblea moldeada (15) que se encuentra a una primera temperatura (T1) en un primer dispositivo de sujeción (5; 50), situándose la primera temperatura (T1) por debajo de la temperatura de endurecimiento (TH) del plástico de la oblea moldeada (15); calentamiento de la oblea moldeada (15) sujeta en el primer dispositivo de sujeción (5; 50) a una segunda temperatura (T2) que es superior a la primera temperatura (T1) y que se sitúa por encima de la temperatura de endurecimiento (TH); finalización de la sujeción en el primer dispositivo de sujeción (5; 50) y transporte fundamentalmente sin contacto de la oblea moldeada (15) calentada a la segunda temperatura (T2) desde el primer dispositivo de sujeción (5; 50) a un segundo dispositivo de sujeción (9; 90); sujeción de la oblea moldeada (15) calentada en el segundo dispositivo de sujeción (9; 90); refrigeración de la oblea moldeada (15) sujeta en el segundo dispositivo de sujeción (9; 90) a una tercera temperatura (T4) que es inferior a la segunda temperatura (T2) y que se sitúa por debajo de la temperatura de endurecimiento (TH); y finalización de la sujeción en el segundo dispositivo de sujeción (9; 90) .
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2009/060230.
Solicitante: ERS ELECTRONIC GMBH.
Nacionalidad solicitante: Alemania.
Dirección: Stettiner Strasse 3 + 5 82110 Germering ALEMANIA.
Inventor/es: REITINGER, ERICH.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- H01L21/67 ELECTRICIDAD. › H01 ELEMENTOS ELECTRICOS BASICOS. › H01L DISPOSITIVOS SEMICONDUCTORES; DISPOSITIVOS ELECTRICOS DE ESTADO SOLIDO NO PREVISTOS EN OTRO LUGAR (utilización de dispositivos semiconductores para medida G01; resistencias en general H01C; imanes, inductancias, transformadores H01F; condensadores en general H01G; dispositivos electrolíticos H01G 9/00; pilas, acumuladores H01M; guías de ondas, resonadores o líneas del tipo guía de ondas H01P; conectadores de líneas, colectores de corriente H01R; dispositivos de emisión estimulada H01S; resonadores electromecánicos H03H; altavoces, micrófonos, cabezas de lectura para gramófonos o transductores acústicos electromecánicos análogos H04R; fuentes de luz eléctricas en general H05B; circuitos impresos, circuitos híbridos, envolturas o detalles de construcción de aparatos eléctricos, fabricación de conjuntos de componentes eléctricos H05K; empleo de dispositivos semiconductores en circuitos que tienen una aplicación particular, ver la subclase relativa a la aplicación). › H01L 21/00 Procedimientos o aparatos especialmente adaptados para la fabricación o el tratamiento de dispositivos semiconductores o de dispositivos de estado sólido, o bien de sus partes constitutivas. › Aparatos especialmente adaptados para el manejo de dispositivos semiconductores o eléctricos de estado sólido durante su fabricación o tratamiento; Aparatos especialmente adaptados para el manejo de obleas durante la fabricación o tratamiento de dispositivos o componentes semiconductores o eléctricos de estado sólido.
- H01L21/677 H01L 21/00 […] › para el transporte, p. ej. entre diferentes estaciones de trabajo.
- H01L21/683 H01L 21/00 […] › para sostener o sujetar (para el posicionado, orientación o alineación H01L 21/68).
PDF original: ES-2384864_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo para el tratamiento térmico de obleas moldeadas.
Descripción
La presente invención se refiere a un procedimiento y un dispositivo para el tratamiento térmico de obleas moldeadas, también denominadas ‘obleas de molde’, ‘obleas artificiales’ u ‘obleas epoxi’, que en este documento se denominarán en general ‘obleas moldeadas’.
Por el documento US2007/160947A1 se conoce un procedimiento para el tratamiento térmico de obleas de silicio. Allí, se transportan obleas desde un dispositivo de calentamiento a un dispositivo de enfriamiento. En el dispositivo de calentamiento y el dispositivo de enfriamiento están previstas aberturas de salida de gas, desde las cuales fluye gas para llevar la oblea de silicio que se encuentra en el dispositivo de calentamiento, a través de un colchón de gas, al dispositivo de enfriamiento.
El documento US4.659.400A da a conocer un proceso de recocimiento (annealing) para obleas semiconductoras para solventar defectos microscópicos en la estructura cristalina.
En los últimos tiempos se utilizan cada vez con más frecuencia las denominadas ‘obleas moldeadas’ en la tecnología de semiconductores, en las cuales se encastran en una masa de moldeo chips de silicio individuales separados unos de otros, presentando la masa de moldeo la forma de una oblea en sí misma y encastrándose los chips de silicio, por ejemplo, en una superficie de la masa de moldeo.
En el marco de la fabricación de obleas moldeadas es necesario un tratamiento térmico de un compuesto formado por la oblea moldeada, una lámina separable térmicamente y un sustrato de soporte fijado, mediante esta, a la oblea de moldeo. Para la separación del sustrato de soporte y la lámina mediante la separación del adhesivo de unión, durante este tratamiento térmico, la oblea de moldeo se calienta desde un lado, mediante un dispositivo de sujeción (Chuck) , y a continuación se enfría, lo cual se explica más adelante de forma detallada.
La figura 9 muestra una dependencia, a título de ejemplo, de la resistencia a la tracción Z de una masa de moldeo de plástico de una oblea moldeada respecto de la temperatura T.
En la figura 9, las letras RT designan la temperatura ambiental, por ejemplo, 20º C; TH, una temperatura de endurecimiento; T, una temperatura de reblandecimiento; UB, un intervalo de transición duro – blando; T1, una temperatura de precalentamiento entre la temperatura ambiental RT y la temperatura de endurecimiento TH; y T2, una temperatura por encima de la temperatura de endurecimiento TH y por debajo de la temperatura de reblandecimiento TW. Por ejemplo, TH = 140º C, T1 = 110º C, T2 = 180º C y TW = 190º C.
Para la separación tienen lugar, por ejemplo, un precalentamiento a T1, un calentamiento adicional a T2, una separación a T2 y un enfriamiento a RT. Sin embargo, debido a la mala capacidad conductora del plástico empleado para las obleas moldeadas y a la interacción con los chips de silicio encastrados que tienen diferentes coeficientes de dilatación térmica, este enfriamiento en el intervalo de transición UB conduce a tensiones en el estado congelado que dan como resultado una flexión (warp) de la oblea moldeada, lo que dificulta o imposibilita una manipulación y un procesamiento posteriores de la oblea moldeada.
El objetivo de la presente invención es indicar un procedimiento y un dispositivo para el tratamiento térmico de discos de plástico, en especial de obleas moldeadas, que posibilite un tratamiento térmico de obleas moldeadas y en el que, tras el tratamiento térmico, se obtenga una flexión reducida, no se produzca ninguna flexión o se produzca una flexión encauzada controlable.
El procedimiento según la invención con las características de la reivindicación 1 o el dispositivo correspondiente según la reivindicación 12 presentan la ventaja de que permiten un tratamiento térmico de discos de plástico delgados en el que no existe ningún problema con flexiones (warp) .
La idea en la que se basa una primera invención presente consiste en que se realiza un transporte fundamentalmente sin contacto del disco de plástico calentado desde el primer dispositivo de sujeción al segundo dispositivo de sujeción, por ejemplo, a través de un colchón de aire, para evitar en gran medida un intercambio térmico. Después, tiene lugar un tratamiento controlado durante el enfriamiento de modo que no pueden producirse flexiones no controlables.
En las reivindicaciones dependientes se encuentran variantes y mejoras ventajosas del objeto correspondiente de la invención.
Según una variante preferida, el transporte sin contacto del disco de plástico calentado se realiza mediante un dispositivo de transporte con colchón de gas. Según otra variante preferida, el primer dispositivo de sujeción, el segundo dispositivo de sujeción y el dispositivo de transporte con colchón de gas forman una superficie plana común.
Según otra variante preferida, el transporte sin contacto del disco de plástico calentado se realiza mediante un dispositivo de sujeción que opera según el principio de Bernoulli.
Según otra variante preferida, el primer dispositivo de sujeción presenta toberas de soplado orientadas en la dirección del transporte, a través de las cuales se dirige el transporte.
Según otra variante preferida, el primer dispositivo de sujeción, el segundo dispositivo de sujeción y el dispositivo de transporte con colchón de gas se abaten conjuntamente en la dirección del transporte para dirigir el transporte.
Según otra variante preferida, el disco de plástico es una oblea moldeada que, a la primera temperatura, está unida, a través de una lámina separable térmicamente, a un sustrato de soporte, separándose el sustrato de soporte y la lámina separable térmicamente de la oblea moldeada a la segunda temperatura.
Según otra variante preferida, el disco de plástico se coloca, mediante un tercer dispositivo de sujeción, sobre el primer dispositivo de sujeción, realizándose la separación del sustrato de soporte mediante elevación, tras una separación térmica de la lámina a la segunda temperatura, mediante el tercer dispositivo de sujeción.
Según otra variante preferida, la sujeción en el primer dispositivo de sujeción y/o el segundo dispositivo de sujeción se realiza mediante succión a través de toberas de vacío.
Según otra variante preferida, la consecución de la posición final predeterminada del disco de plástico en el segundo dispositivo de sujeción se registra mediante un dispositivo de sensor, iniciándose la sujeción del disco de plástico calentado en el segundo dispositivo de sujeción mediante una señal de salida correspondiente del dispositivo de sensor.
Según otra variante preferida, el disco de plástico está unido con una placa de transporte, sujetándose el disco de plástico, a través de la placa de transporte, en el primer dispositivo de sujeción y el segundo dispositivo de sujeción, y transportándose el disco de plástico, por medio de la placa de transporte, desde el primer dispositivo de sujeción al segundo dispositivo de sujeción.
Según otra variante preferida, el dispositivo de sensor presenta un sensor óptico sin contacto.
En los dibujos se muestran ejemplos de realización de la invención y se describen de forma detallada en la siguiente descripción.
Muestran:
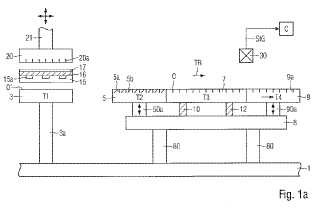
las figs. 1a, b, representaciones esquemáticas de un dispositivo para la delaminación térmica de obleas moldeadas como primera forma de realización de la invención y, en concreto, la figura 1a, en una vista lateral y, la figura 1b, en una vista en planta desde arriba;
la fig. 2, un diagrama de flujos para explicar un procedimiento para la delaminación térmica de obleas moldeadas mediante el dispositivo según la figura 1 como segunda forma de realización de la invención;
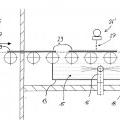
la fig. 3, una vista lateral esquemática de un dispositivo para la delaminación térmica de obleas moldeadas como tercera forma de realización de la invención;
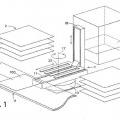
la fig. 4, un segundo dispositivo de sujeción para el uso en una cuarta forma de realización de la invención; la fig. 5, un primer dispositivo de sujeción para el uso en una quinta forma de realización de la invención;
la fig.... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para el tratamiento térmico de obleas moldeadas (15) con las etapas: sujeción de una oblea moldeada (15) que se encuentra a una primera temperatura (T1) en un primer dispositivo de sujeción (5; 50) , situándose la primera temperatura (T1) por debajo de la temperatura de endurecimiento (TH) del plástico de la oblea moldeada (15) ; calentamiento de la oblea moldeada (15) sujeta en el primer dispositivo de sujeción (5; 50) a una segunda temperatura (T2) que es superior a la primera temperatura (T1) y que se sitúa por encima de la temperatura de endurecimiento (TH) ; finalización de la sujeción en el primer dispositivo de sujeción (5; 50) y transporte fundamentalmente sin contacto de la oblea moldeada (15) calentada a la segunda temperatura (T2) desde el primer dispositivo de sujeción (5; 50) a un segundo dispositivo de sujeción (9; 90) ; sujeción de la oblea moldeada (15) calentada en el segundo dispositivo de sujeción (9; 90) ; refrigeración de la oblea moldeada (15) sujeta en el segundo dispositivo de sujeción (9; 90) a una tercera temperatura (T4) que es inferior a la segunda temperatura (T2) y que se sitúa por debajo de la temperatura de endurecimiento (TH) ; y finalización de la sujeción en el segundo dispositivo de sujeción (9; 90) .
2. Procedimiento según la reivindicación 1, en el que el transporte sin contacto de la oblea moldeada (15) calentada se realiza mediante un dispositivo de transporte con colchón de gas (7) .
3. Procedimiento según la reivindicación 2, en el que el primer dispositivo de sujeción (5; 50) , el segundo dispositivo de sujeción (9; 90) y el dispositivo de transporte con colchón de gas (7) forman una superficie (O) plana común.
4. Procedimiento según la reivindicación 1, en el que el transporte sin contacto de la oblea moldeada (15) calentada se realiza mediante un dispositivo de sujeción que opera según el principio de Bernoulli (20’) .
5. Procedimiento según cualquiera de las reivindicaciones 1 a 3, en el que el primer dispositivo de sujeción (5; 50) presenta toberas de soplado (5b) dirigidas en la dirección de transporte (TR) , a través de las cuales se dirige el transporte.
6. Procedimiento según la reivindicación 2, en el que el primer dispositivo de sujeción (5; 50) , el segundo dispositivo de sujeción (9; 90) y el dispositivo de transporte con colchón de gas (7) se abaten conjuntamente en la dirección del transporte para dirigir el transporte.
7. Procedimiento según cualquiera de las reivindicaciones precedentes, en el que la oblea moldeada (15) a la primera temperatura (T1) está unida, mediante una lámina (16) separable térmicamente, con un sustrato de soporte (17) , y en el que el sustrato de soporte (17) y la lamina (16) separable térmicamente se separan de la oblea de moldeo (15) a la segunda temperatura (T2) .
8. Procedimiento según la reivindicación 7, en el que la oblea moldeada (15) se coloca, mediante un tercer dispositivo de sujeción (20) , sobre el primer dispositivo de sujeción (5; 50) , y la separación del sustrato de soporte (17) se realiza mediante elevación, tras una separación térmica de la lámina (16) a la segunda temperatura (T2) , mediante el tercer dispositivo de sujeción (20) .
9. Procedimiento según cualquiera de las reivindicaciones precedentes, en el que la sujeción en el primer dispositivo de sujeción (5; 50) y/o el segundo dispositivo de sujeción (9; 90) se realiza mediante succión a través de toberas de vacío (5a; 9a) .
10. Procedimiento según cualquiera de las reivindicaciones precedentes, en el que la consecución de una posición final predeterminada de la oblea moldeada (15) en el segundo dispositivo de sujeción (9; 90) se registra por medio de un dispositivo de sensor (30) , y la sujeción de la oblea moldeada (15) calentada en el segundo dispositivo de sujeción (9; 90) se activa mediante una señal de salida (SIG) correspondiente del dispositivo de sensor (30) .
11. Procedimiento según cualquiera de las reivindicaciones precedentes, en el que la oblea moldeada (15) está unida con una placa de transporte (14) y la oblea moldeada (15) se sujeta, mediante la placa de transporte (14) , en el primer dispositivo de sujeción (5; 50) y el segundo dispositivo de sujeción (9; 90) , y la oblea moldeada (15) se transporta, mediante la placa de transporte (14) , desde el primer dispositivo de sujeción (5; 50) al segundo dispositivo de sujeción (9; 90) .
12. Dispositivo para el tratamiento térmico de obleas moldeadas (15) con un primer dispositivo de sujeción (5; 50) calentable que está diseñado para sujetar una oblea moldeada (15) que se encuentra a una primera temperatura (T1) , situándose la primera temperatura (T1) por debajo de la temperatura de endurecimiento del plástico de la oblea moldeada (15) , y que está diseñado para calentar la oblea moldeada (15) sujeta a una segunda temperatura (T2) que se sitúa por encima de la temperatura de endurecimiento (TH) ; un segundo dispositivo de sujeción (9; 90) refrigerable que está diseñado para sujetar la oblea moldeada (15) calentada y que está diseñado para refrigerar la oblea moldeada (15) sujeta a una tercera temperatura (T4) que es inferior a la segunda temperatura (T2) y que se sitúa por debajo de la temperatura de endurecimiento (TH) ; un dispositivo de transporte (7;
20') que está diseñado para transportar sin contacto la oblea moldeada (15) calentada desde el primer dispositivo de sujeción (5; 50) al segundo dispositivo de sujeción (9; 90) .
13. Dispositivo según la reivindicación 12, en el que el dispositivo de transporte (7; 20) presenta un dispositivo de transporte con colchón de gas (7) .
14. Dispositivo según la reivindicación 13, en el que el primer dispositivo de sujeción (5; 50) , el segundo dispositivo de sujeción (9; 90) y el dispositivo de transporte con colchón de gas (7) forman una superficie (O) plana común.
15. Dispositivo según la reivindicación 12, en el que el dispositivo de transporte (7; 20) presenta un dispositivo de sujeción que opera según el principio de Bernoulli (20') .
16. Dispositivo según cualquiera de las reivindicaciones 12 a 14, en el que el primer dispositivo de sujeción (5; 50) presenta toberas de soplado (5b) dirigidas en la dirección de transporte (TR) .
17. Dispositivo según la reivindicación 14, en el que el primer dispositivo de sujeción (5; 50) , el segundo dispositivo de sujeción (9; 90) y el dispositivo de transporte con colchón de gas (7) pueden abatirse conjuntamente en la dirección de transporte (TR) para dirigir el transporte.
18. Dispositivo según cualquiera de las reivindicaciones 12 a 17, en el que el primer dispositivo de sujeción (5; 50) y/o el segundo dispositivo de sujeción (9; 90) presentan toberas de vacío (5a; 9a) para la succión de la oblea moldeada (15) .
19. Dispositivo según cualquiera de las reivindicaciones 12 a 18, en el que está previsto un dispositivo de sensor (30) para registrar que la oblea moldeada (15) alcanza una posición final predeterminada en el segundo dispositivo de sujeción (9; 90) y para emitir una señal de salida (SIG) correspondiente para iniciar la sujeción del segundo dispositivo de sujeción (9; 90) .
20. Dispositivo según cualquiera de las reivindicaciones 12 a 19, en el que la oblea moldeada (15) está unida con una placa de transporte (14) , y la oblea moldeada (15) puede sujetarse, mediante la placa de transporte (14) , en el primer dispositivo de sujeción (5; 50) y el segundo dispositivo de sujeción (9; 90) , y la oblea moldeada
(15) puede transportarse, mediante la placa de transporte (14) , desde el primer dispositivo de sujeción (5; 50) al segundo dispositivo de sujeción (9; 90) .
21. Dispositivo según la reivindicación 19, en el que el dispositivo de sensor (30) presenta un sensor óptico sin contacto.
22. Dispositivo según cualquiera de las reivindicaciones 12 a 21, en el que está previsto un dispositivo de calentamiento por infrarrojos (100) por encima del dispositivo de transporte (7; 20’) y el segundo dispositivo de sujeción (9; 90) , cuya temperatura (T3) se sitúa a la segunda temperatura (T2) .
23. Dispositivo según la reivindicación 13, en el que el dispositivo de transporte con colchón de gas (17) está diseñado de modo que puede facilitar una corriente de gas a la segunda temperatura (T2) para la oblea moldeada (15) .
24. Dispositivo según cualquiera de las reivindicaciones 12 a 23, en el que está previsto un tercer dispositivo de sujeción (20) para colocar la oblea moldeada (15) en el primer dispositivo de sujeción (5; 50) , el cual puede calentarse a la segunda temperatura (T2) .
25. Dispositivo según cualquiera de las reivindicaciones 12 a 24, en el que el primer dispositivo de sujeción (5; 50) comprende un circuito de calentamiento que está diseñado para calentar el primer dispositivo de sujeción (5; 50) a la segunda temperatura (T2) .
Patentes similares o relacionadas:
Módulo de proceso, del 18 de Diciembre de 2019, de Meyer Burger (Germany) GmbH: Módulo de proceso (1, 1A, 1B, 1C, 1D) con al menos una cámara de proceso (2, 2A, 2B) situada en el módulo de proceso (1, 1A, 1B, 1C, 1D) y susceptible de ser sometida a […]
Sistema y método de deposición de vapor, del 4 de Septiembre de 2019, de Quantum Innovations, Inc: Un sistema de deposición , que comprende: una carcasa del sistema que tiene un armazón de la carcasa, unos paneles de la carcasa […]
Disposición de transporte para sistema de prueba, del 10 de Abril de 2019, de JOT AUTOMATION OY: Una disposición para transportar un dispositivo electrónico en un sistema de prueba, comprendiendo la disposición: una disposición […]
Instalación para el tratamiento en vacío de sustratos, del 12 de Octubre de 2016, de H.E.F: Instalación para el tratamiento en vacío de sustratos (S) compuesta de varios módulos, caracterizada por el hecho de que: - los diferentes […]
Disposición de una mesa de imprimir, procedimiento destinado al funcionamiento de una disposición de mesa de imprimir, del 8 de Abril de 2015, de Ekra Automatisierungssysteme GmbH (100.0%): Disposición de una mesa de imprimir comprendiendo al menos un dispositivo de impresión para imprimir unos substratos y al menos […]
 Procedimiento y dispositivo para el tratamiento de una superficie del substrato de un substrato, del 25 de Marzo de 2015, de Gebr. Schmid GmbH: Método para el tratamiento de una superficie de substrato de un substrato plano con un medio de proceso en la cara inferior del substrato, donde el medio […]
Procedimiento y dispositivo para el tratamiento de una superficie del substrato de un substrato, del 25 de Marzo de 2015, de Gebr. Schmid GmbH: Método para el tratamiento de una superficie de substrato de un substrato plano con un medio de proceso en la cara inferior del substrato, donde el medio […]
 Robot y sistema de transferencia de sustrato, del 6 de Agosto de 2014, de KAWASAKI JUKOGYO KABUSHIKI KAISHA: Un robot de transferencia de sustrato que comprende:
un efector extremo configurado para sostener un sustrato en un estado sensiblemente […]
Robot y sistema de transferencia de sustrato, del 6 de Agosto de 2014, de KAWASAKI JUKOGYO KABUSHIKI KAISHA: Un robot de transferencia de sustrato que comprende:
un efector extremo configurado para sostener un sustrato en un estado sensiblemente […]
Método de fabricación de puentes eléctricos adecuados para fabricación en masa carrete a carrete, del 14 de Mayo de 2014, de Tecnomar Oy: Un método para fabricar carrete a carrete de puentes eléctricos o conductores eléctricos, en donde sobre un sustrato elaborado de material eléctricamente […]