Procedimiento de desmontaje de obleas, dispositivo de desmontaje de obleas, y máquina de desmontaje y transferencia de obleas.
Procedimiento de liberación de obleas en el cual se libera la oblea más superior de un laminado de oblea obtenido por laminado de muchas o una pluralidad de obleas,
que comprende las etapas de:
presionar la oblea más superior a lo largo de una dirección de un eje desplazado un ángulo en el intervalo de 15 a 75 grados desde un eje de la línea de hábito del cristal de la oblea más superior en sentido horario o antihorario;
doblar hacia arriba la parte periférica de la oblea posición más superior para producir un esfuerzo de flexión en la oblea más superior en la dirección del eje desplazado por el ángulo;
introducir un fluido en un espacio entre la superficie inferior de la oblea más superior y la superficie superior de la oblea inferior adyacente a la misma, y levantar la oblea superior para la liberación.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2003/005947.
Solicitante: MIMASU SEMICONDUCTOR INDUSTRY COMPANY LIMITED.
Nacionalidad solicitante: Japón.
Dirección: ASHIKADO 762, GUNMA-MACHIGUNMA-GUN GUNMA 370-3531 JAPON.
Inventor/es: SAITO, KOICHI, TSUCHIYA,Masato, MASHIMO,Ikuo.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65H3/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 3/00 Sacado de artículos de las pilas (unión, colocación o agrupado de artículos B65H 39/00; máquinas para separar bandas superpuestas B65H 41/00; desapilado de material delgado combinado con el plegado B65H 45/26; combinaciones de operaciones de apilado y de sacado de artículos, presentando un interés distinto de la operación individual de apilado o de sacado B65H 83/00). › que utilizan la fuerza neumática.
- B65H3/48 B65H 3/00 […] › Chorros de aire que actúan sobre los bordes o debajo de los artículos.
- H01L21/00 ELECTRICIDAD. › H01 ELEMENTOS ELECTRICOS BASICOS. › H01L DISPOSITIVOS SEMICONDUCTORES; DISPOSITIVOS ELECTRICOS DE ESTADO SOLIDO NO PREVISTOS EN OTRO LUGAR (utilización de dispositivos semiconductores para medida G01; resistencias en general H01C; imanes, inductancias, transformadores H01F; condensadores en general H01G; dispositivos electrolíticos H01G 9/00; pilas, acumuladores H01M; guías de ondas, resonadores o líneas del tipo guía de ondas H01P; conectadores de líneas, colectores de corriente H01R; dispositivos de emisión estimulada H01S; resonadores electromecánicos H03H; altavoces, micrófonos, cabezas de lectura para gramófonos o transductores acústicos electromecánicos análogos H04R; fuentes de luz eléctricas en general H05B; circuitos impresos, circuitos híbridos, envolturas o detalles de construcción de aparatos eléctricos, fabricación de conjuntos de componentes eléctricos H05K; empleo de dispositivos semiconductores en circuitos que tienen una aplicación particular, ver la subclase relativa a la aplicación). › Procedimientos o aparatos especialmente adaptados para la fabricación o el tratamiento de dispositivos semiconductores o de dispositivos de estado sólido, o bien de sus partes constitutivas.
- H01L21/67 H01L […] › H01L 21/00 Procedimientos o aparatos especialmente adaptados para la fabricación o el tratamiento de dispositivos semiconductores o de dispositivos de estado sólido, o bien de sus partes constitutivas. › Aparatos especialmente adaptados para el manejo de dispositivos semiconductores o eléctricos de estado sólido durante su fabricación o tratamiento; Aparatos especialmente adaptados para el manejo de obleas durante la fabricación o tratamiento de dispositivos o componentes semiconductores o eléctricos de estado sólido.
- H01L21/68 H01L 21/00 […] › para el posicionado, orientación o alineación.
- H01L21/683 H01L 21/00 […] › para sostener o sujetar (para el posicionado, orientación o alineación H01L 21/68).
PDF original: ES-2381757_T3.pdf
Fragmento de la descripción:
Procedimiento de desmontaje de obleas, dispositivo de desmontaje de obleas, y máquina de desmontaje y transferencia de obleas
Campo técnico
La presente invención se refiere a un nuevo procedimiento de liberación de obleas capaz de liberar de manera segura, sencilla y con certeza la oblea superior de un laminado de obleas obtenido por laminado de muchas o una pluralidad de obleas, por ejemplo, obleas de semiconductores, tales como obleas de silicio, especialmente obleas de semiconductores para células solares, de una oblea inferior adyacente a la oblea más superior del laminado de obleas, un nuevo aparato de liberación de obleas y una máquina de liberación y transferencia de obleas utilizando el aparato de liberación de obleas.
Antecedentes
Convencionalmente, la obleas de semiconductores (en adelante denominado simplemente oblea) , tales como obleas de silicio en forma de una fina capa cortada cortando en rebanadas una barra de silicio se someten a diversos tipos de procesamiento tras el corte para convertirse en productos finales. En el transcurso de varios tipos de procesamiento, muchos o una pluralidad de obleas generalmente son laminadas para obtener un laminado de obleas (comúnmente conocido como una pila de monedas) y las obleas son liberadas del laminado de obleas normalmente de una en una y el procesamiento se aplica a cada oblea.
Sin embargo, en la superficie de la oblea queda por ejemplo un agente de grano abrasivo (suspensión) que contiene aceite y se adhiere a la misma cuando se corta de la barra y de manera similar, se adhiere un líquido tal como aceite, en muchos casos, a la superficie de la oblea sometida a diversos tipos de procesamiento. En un caso en el cual se laminan muchas o una pluralidad de obleas, es posible mover una oblea en sentido lateral pero es difícil liberar una oblea hacia arriba desde una oblea inferior adyacente inferior a la misma debido a la acción de la tensión superficial.
Por lo tanto, los presentes inventores propusieron un aparato de liberación de obleas en el que la oblea más superior del laminado de obleas obtenido por laminado de muchas o una pluralidad de obleas se dobla hacia arriba en la parte periférica del mismo y la oblea más superior se levante mientras que se introduce un fluido entre la superficie inferior de la oblea más superior y la superficie superior de la oblea inferior adyacente a la oblea superior para liberar así una oblea (véase JP A No. 9-64.152) .
Se describirá el principio operativo del aparato de liberación de obleas convencional con referencia a la figura 11. Mediante unos medios de presión 120 se presiona una parte central 120 de la oblea más superior W1 del laminado de obleas WS obtenido por laminado de muchas o una pluralidad de obleas. Entonces, la parte periférica de la oblea W1 se sujeta por vacío por la acción de unos medios de sujeción por vacío de la oblea 22a y 22b para doblar así la parte periférica de la oblea W1 hacia arriba. Se introduce un fluido F (agua y/o aire) en un espacio D entre la superficie inferior de la oblea más superior W1 y la oblea inferior adyacente a la oblea más superior W, y al mismo tiempo la oblea más superior W1 se levanta para así liberar la oblea W1 del laminado de obleas WS.
Incluso con el aparato de liberación de obleas convencional, las obleas pueden liberarse del laminado de obleas una a una de manera fácil y segura, mientras se genera un esfuerzo de flexión en una parte indicada con un símbolo S en la figura 11, el cual en ocasiones ha dado lugar a un accidente de ruptura de la oblea.
El presente inventor ya propuso un aparato de liberación de obleas en el cual dos pares o más (por ejemplo 4 puntos) de posiciones de montaje que pertenecen a una parte periférica de una superficie superior de una oblea y quedan enfrentadas entre sí con la parte central de la oblea quedan sujetas por vacío para doblar así la parte periférica hacia arriba y de este modo un esfuerzo de flexión generado en la oblea se dispersa para permitir con ello que la oblea sea liberada de manera segura, sencilla y con certeza, y, además, está ideado para aumentar la velocidad en la que se realiza la liberación (solicitud internacional número: PCT/JP02/12753) . Sin embargo, el aparato tiene todavía un caso de accidente de ruptura de la oblea sobre lo cual el inventor ha llevado a cabo repetidos estudios serios con el fin de conseguir más mejoras, con el resultado de la obtención de las siguientes conclusiones.
Las obleas se obtienen mediante cultivo de una única varilla (barra) de cristal de silicio cultivado mediante un procedimiento CZ (Czochralski) o un procedimiento FZ (zona flotante) , configurando la única varilla en bruto en una forma cilíndrica con un aparato de rectificado de cilindros y, posteriormente, cortando el cilindro de cristal único en trozos finos en una dirección casi perpendicular al eje de la varilla con una sierra de hilo o similar.
Cuando se realiza el cultivo del cristal de silicio único, por ejemplo, mediante el procedimiento CZ en la orientación del cristal <100>, aparecen líneas de hábito del cristal L formadas por los planos de los cristales {100} en la superficie exterior de la barra G. Como que un ángulo entre los planos de los cristales {100} es de 90 grados, en total se forman 4 líneas de hábito del cristal L como resaltes (protuberancias lineales) con una altura del orden de varios mm en la dirección longitudinal en la superficie exterior de la barra G a una separación angular de 90 grados si se observa en la dirección del eje de la varilla de la barra G.
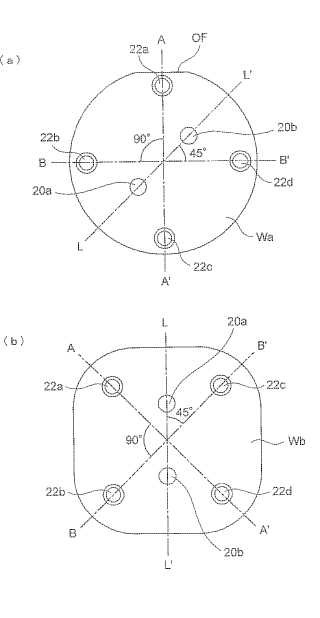
En una oblea cortada a rodajas de una barra cultivada en la dirección de los cristales <100>, por ejemplo, una oblea en forma de disco Wa tal como se muestra en la figura 12 (a) , se cruzan entre sí en ángulo recto en la parte central de la oblea unos ejes en los cuales se forman líneas de hábito del cristal (este eje se denomina en lo sucesivo eje de la línea de hábito del cristal) que, en la realización de la figura, es un eje segmentario indicado con un símbolo de A-A' y un eje segmentario indicado con un símbolo B-B', y en la superficie exterior de la oblea se forme un OF (plano de orientación) para así corresponder con el eje de la línea de hábito del cristal. Tal como se muestra en la figura 12 (b) , en una oblea Wb utilizada en la fabricación de una célula solar cuya producción ha aumentado en los últimos años, la propia oblea Wb se trabaja dándole una forma casi cuadrada y se corta en rodajas de manera que los ejes de la línea de hábito del cristal (en el realización de la figura, un eje segmentario indicado con un símbolo A-A' y un eje segmentario indicado con un símbolo B-B') se encuentran en líneas diagonales de la oblea.
Estas obleas tienen la propiedad de que son fáciles de separar a lo largo de una dirección paralela a un eje de la línea de hábito del cristal. Por lo tanto, en el caso en el que se libera una oblea de un laminado de obleas, en el transcurso del doblado de la parte periférica de la oblea hacia arriba si una parte en la cual se produce un esfuerzo de flexión y un eje de la línea de hábito del cristal coinciden, la separación se produce muy fácilmente; por lo tanto, incluso si dos o más pares (por ejemplo, 4 puntos) de posiciones de montaje por vacío unas enfrente de las otras en la parte periférica de la superficie superior con la parte central de la oblea quedan sujetas por vacío y la parte periférica se dobla hacia arriba para dispersar un esfuerzo de flexión generado en una oblea como en la propuesta mencionada anteriormente, los accidentes tales como la ruptura de la oblea no son evitables.
Cuando sigue habiendo una suspensión y se adhiere a una superficie de la oblea, lo cual se observa inmediatamente después de que la oblea haya sido cortada en rebanadas de una barra, puede utilizarse preferiblemente agua como fluido que se introduce en un espacio entre la superficie inferior de la oblea más superior y la superficie superior de la oblea inferior adyacente a ésta. Sin embargo, al liberar la oblea, se tira de ésta en sentido contrario al sentido de liberación debido a la tensión superficial del agua. Además, cuando se libera simplemente hacia arriba, una parte donde produce el esfuerzo de flexión y una parte donde actúa la tensión superficial del agua coinciden entre sí; por lo tanto, se produce fácilmente un accidente de ruptura de la oblea.
Si un accidente de ruptura de la oblea se produce una vez, de manera habitual, se reduce el rendimiento de los productos. Como se dispersan trozos de obleas rotas sobre el aparato... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de liberación de obleas en el cual se libera la oblea más superior de un laminado de oblea obtenido por laminado de muchas o una pluralidad de obleas, que comprende las etapas de:
presionar la oblea más superior a lo largo de una dirección de un eje desplazado un ángulo en el intervalo de 15 a 75 grados desde un eje de la línea de hábito del cristal de la oblea más superior en sentido horario o antihorario;
doblar hacia arriba la parte periférica de la oblea posición más superior para producir un esfuerzo de flexión en la oblea más superior en la dirección del eje desplazado por el ángulo;
introducir un fluido en un espacio entre la superficie inferior de la oblea más superior y la superficie superior de la oblea inferior adyacente a la misma, y levantar la oblea superior para la liberación.
2. Procedimiento de liberación de obleas según la reivindicación 1, caracterizado por el hecho de que el ángulo de la dirección del eje desplazado del eje de la línea de hábito del cristal de la oblea más superior en sentido horario o antihorario está en el intervalo de 30 a 60 grados.
3. Procedimiento de liberación de obleas según la reivindicación 1 o 2, caracterizado por el hecho de que al levantar y liberar la oblea más superior, la oblea se levanta hacia arriba en estado inclinado respecto a una dirección horizontal.
4. Aparato de liberación de obleas para liberar la oblea más superior de un laminado de obleas obtenido por laminado de muchas o una pluralidad de obleas, que comprende:
una placa de soporte (12) dispuesta para poderse mover verticalmente;
medios de presión de las obleas (20) dispuestos en la superficie inferior de la placa de soporte (12) ;
medios de sujeción por vacío de la oblea (22a, 22b, 22c, 22d) dispuestos en la parte periférica de la superficie inferior de la placa de soporte (12) , y para sujetar por vacío uno o más pares de posiciones de sujeción por vacío enfrentadas entre sí en la parte periférica de la superficie superior de la oblea más superior; y medios para lanzar un fluido (24a, 24b, 24c, 24d) dispuestos en el exterior de los medios de sujeción por vacío de la oblea (22a, 22b, 22c, 22d) y correspondientes a éstos;
en el que los medios de sujeción por vacío están configurados de manera que la oblea más superior se sujeta por vacío en los medios de sujeción por vacío (22a, 22b, 22c, 22d) en la parte periférica de su superficie superior en uno o más pares de posiciones de sujeción por vacío enfrentadas entre sí con la parte central de la oblea, de manera que la oblea más superior puede doblarse hacia arriba en uno o más pares de posiciones de sujeción por vacío para producir un esfuerzo de flexión en la oblea más superior en la dirección del eje desplazado por el ángulo,
y los medios de lanzar un fluido están configurados de manera que se introduce un fluido en un espacio entre la superficie inferior de la oblea más superior y la superficie superior de la oblea inferior adyacente a la misma con los medios de lanzar un fluido, y la placa de soporte que está configurada para levantar la oblea más superior se levanta para la liberación, caracterizado por el hecho de que los medios de presión de las obleas (20) están constituidos por una pluralidad de elementos de presión de las obleas (20a, 20b) dispuestos en una dirección en la superficie inferior de la placa de soporte (12) y los medios de presión de las obleas están configurados de manera que la oblea más superior es presionada con los medios de presión de las obleas (20) a lo largo de un eje desplazado un ángulo en el intervalo de 15 a 75 grados de un eje de la línea de hábito del cristal de la oblea más superior en sentido horario o antihorario.
5. Aparato de liberación de obleas según la reivindicación 4, caracterizado por el hecho de que el ángulo de la dirección del eje desplazado de un eje de la línea de hábito del cristal de la oblea más superior en sentido horario o antihorario está en el intervalo de 30 a 60 grados.
6. Aparato de liberación de obleas según la reivindicación 4 o 5, caracterizado por el hecho de que los medios de presión de las obleas están constituidos por un elemento de presión de las obleas alargado dispuesto en una dirección sobre la superficie inferior de la placa de soporte.
7. Aparato de liberación de obleas según cualquiera de las reivindicaciones 4 a 6, caracterizado por el hecho de comprende dos o más pares de medios de sujeción por vacío de la oblea (22a, 22b, 22c, 22d) , configurados de manera que la oblea más superior se sujeta por vacío por los medios de sujeción por vacío en la parte periférica de su superficie superior en dos o más pares de posiciones de sujeción por vacío enfrentadas entre sí con la parte central de la oblea, con el resultado de que la oblea más superior se dobla hacia arriba en dos o más pares de posiciones de sujeción por vacío.
8. Aparato de liberación de obleas según cualquiera de las reivindicaciones 4 a 7, caracterizado por el hecho de que la placa de soporte (12) tiene forma de cruz, de letra X o de letra H y los medios de sujeción por vacío de la oblea (22a, 22b, 22c, 22d) están dispuestos en la parte periférica de la superficie inferior de la placa de soporte (12) .
9. Aparato de liberación de obleas según cualquiera de las reivindicaciones 4 a 8, caracterizado por el hecho de que la placa de soporte está dispuesta para quedar inclinada respecto a una dirección horizontal mientras se mueve hacia arriba.
10. Aparato de liberación de obleas según cualquiera de las reivindicaciones 4 a 9, caracterizado por el hecho de que el fluido es agua y/o aire.
11. Aparato de liberación de obleas según cualquiera de las reivindicaciones 4 a 10, caracterizado por el hecho de que el fluido es agua y aire y los medios de para lanzar un fluido están configurados para introducir alternativamente agua y aire en intervalos de tiempo prescritos.
12. Aparato de liberación de obleas según cualquiera de las reivindicaciones 4 a 11, caracterizado por el hecho de que los medios de sujeción por vacío de las obleas (22a, 22b, 22c, 22d) son una boquilla de sujeción por vacío con una función de lanzamiento de líquido para lanzar un líquido desde la boquilla de sujeción por vacío para limpiar las posiciones de sujeción por vacío en la oblea más superior del laminado de obleas.
13. Aparato de liberación de obleas según cualquiera de las reivindicaciones 4 a 12, caracterizado por el hecho de que los medios de sujeción por vacío medios de las obleas (22a, 22b, 22c, 22d) es una boquilla de sujeción por vacío con una función de lanzamiento de líquido para lanzar un líquido desde la boquilla de sujeción por vacío para limpiar un tubo (23) que comunica con la boquilla de sujeción por vacío.
14. Aparato de liberación de obleas según cualquiera de las reivindicaciones 4 a 13, caracterizado por el hecho de que los medios de sujeción por vacío de la oblea (22a, 22b, 22c, 22d) es una boquilla de sujeción por vacío con una función de lanzamiento de líquido para lanzar un líquido desde la boquilla de sujeción por vacío de manera que los medios de sujeción por vacío quedan suspendidos temporalmente por encima de la superficie de la oblea.
15. Máquina de transferencia y liberación de obleas que comprende: una o más unidades de los medios de liberación de obleas cada una constituida por un aparato de liberación de obleas según cualquiera de las reivindicaciones 4 a 13; medios de sujeción de un laminado de obleas (64) para sujetar un laminado de obleas obtenido por laminado de muchas o una pluralidad de obleas; medios de transferencia de obleas (50a, 50b) para recibir una oblea liberada por los medios de liberación de obleas y para transferir la oblea recibida a un casete de alojamiento de obleas (c) ; medios de colocación de los casetes de alojamiento de obleas (70) que pueden moverse verticalmente para colocar los casetes de alojamiento de obleas (C1, C2, C3, C4) .
16. Máquina de transferencia y liberación de obleas según la reivindicación 15, que comprende: dos medios de liberación de obleas, y los medios de transferencia de obleas (50a, 50b) y los medios de colocación de los casetes de alojamiento de obleas (70) correspondientes a los respectivos dos medios de liberación de obleas, configurados de manera que mientras que uno de los dos medios de liberación de obleas realiza la operación de liberación, los otros medios de liberación de obleas transfieren la oblea liberada a los medios de transferencia de obleas (50a, 50b) .
17. Máquina de transferencia y liberación de obleas según la reivindicación 15 o 16, caracterizada por el hecho de que se dispone un baño de inmersión (80) de manera que los casetes de alojamiento de obleas (C1, C2, C3, C4) quedan sumergidos en un líquido cuando los medios de colocación de los casetes de alojamiento de obleas (70) quedan situados en la posición más inferior.
Patentes similares o relacionadas:
Procedimiento y dispositivo para la realización del test de obleas de semiconductor por medio de un dispositivo de fijación atemperable, del 1 de Julio de 2020, de ERS ELECTRONIC GMBH: Procedimiento para la realización del test de obleas de semiconductor por medio de un dispositivo de fijación atemperable con las etapas: atemperado del dispositivo […]
Conjunto de sensores con zona(s) antidifusión para prolongar el periodo de caducidad, del 5 de Noviembre de 2019, de SIEMENS HEALTHCARE DIAGNOSTICS INC.: Un conjunto de sensores que comprende: un primer sustrato plano , teniendo el primer sustrato plano una primera superficie plana del primer […]
Procedimiento para fabricar piezas con superficie grabada por iones, del 8 de Marzo de 2019, de Oerlikon Surface Solutions AG, Pfäffikon: Un procedimiento para fabricar piezas, estando al menos una parte de la superficie de dichas piezas grabada, incluyendo el grabado por impacto de iones, que comprende: […]
Método mejorado para el grabado de microestructuras, del 3 de Octubre de 2018, de Memsstar Limited: Método para grabar una o más microestructuras ubicadas dentro de una cámara de proceso , comprendiendo el método las etapas siguientes: […]
MÉTODO Y SISTEMA PARA PRODUCIR GRAFENO SOBRE UN SUBSTRATO DE COBRE POR DEPOSICIÓN DE VAPORES QUÍMICOS (AP-CVD) MODIFICADO, del 25 de Enero de 2018, de UNIVERSIDAD TÉCNICA FEDERICO SANTA MARÍA: Un método y sistema para producir grafeno sobre un substrato de cobre por deposición de vapores químicos (AP-CVD) modificado; que, comprende: […]
Matrices de micropartículas y procedimientos de preparación de las mismas, del 19 de Julio de 2017, de BIOARRAY SOLUTIONS LTD: Un biochip, que comprende: un sustrato de oblea de semiconductor (L1) que tiene al menos una matriz de perlas dentro de regiones de chip delineadas […]
Fotodiodo PIN de alta velocidad con respuesta incrementada, del 30 de Noviembre de 2016, de PICOMETRIX, LLC: Un fotodiodo PIN que comprende: una primera capa semiconductora tipo p; una capa semiconductora tipo n; una segunda capa semiconductora […]
Instalación para el tratamiento en vacío de sustratos, del 12 de Octubre de 2016, de H.E.F: Instalación para el tratamiento en vacío de sustratos (S) compuesta de varios módulos, caracterizada por el hecho de que: - los diferentes […]