DISPOSITIVO DE SOLDADURA CON UN CAPTADOR DE ESFUERZO MONTADO SOBRE UN BRAZO DE PINZA.
Dispositivo de soldadura que comprende brazos (31, 32) de pinza sobre los cuales están montados electrodos (2a,
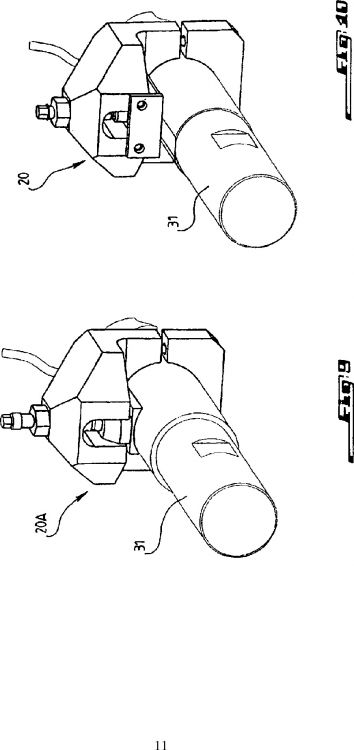
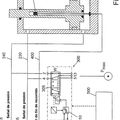
2b), estando destinados los brazos (31, 32) de pinza a aplicar un esfuerzo de apriete a los electrodos mientras pasa una corriente de soldadura entre los electrodos, comprendiendo el citado dispositivo un captador (8) de esfuerzo montado sobre al menos un brazo (31, 32) de pinza y una pieza (10) intercalada situada entre el brazo (31) de pinza y el captador (8) de esfuerzo, presentando la pieza (10) intercalada una primera cara (11) de montaje destinada a ser puesta en contacto con el captador (8) y una segunda cara (12 ó 13) de montaje destinada a ser puesta en contacto con el brazo (31) de pinza, fijándose el captador (8) sobre el brazo (31) de pinza con la ayuda de un soporte (20) de montaje, caracterizado porque el soporte (20) comprende una varilla de apriete roscada (25) engranada dentro de un taladro roscado (26) practicado en una parte (21) superior del soporte (20), y que interacciona con dicho taladro roscado, apoyándose la varilla (25) de apriete sobre la carcasa del captador (8) para apretarla contra el brazo (31) de pinza y estando asegurada en su sitio gracias a una contra-tuerca (28)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2005/050503.
Solicitante: PEUGEOT CITROEN AUTOMOBILES SA.
Nacionalidad solicitante: Francia.
Dirección: ROUTE DE GISY 78140 VELIZY-VILLACOUBLAY FRANCIA.
Inventor/es: AUGER,Patrice.
Fecha de Publicación: .
Fecha Solicitud PCT: 27 de Junio de 2005.
Clasificación Internacional de Patentes:
- B23K11/25C4
- B23K11/31D
Clasificación PCT:
- B23K11/31 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 11/00 Soldadura por resistencia; Seccionamiento por calentamiento por resistencia. › Portaelectrodos (no limitados a la soldadura por resistencia eléctrica o al seccionamiento por calentamiento por resistencia B23K 37/02).
- G01B5/00 FISICA. › G01 METROLOGIA; ENSAYOS. › G01B MEDIDA DE LA LONGITUD, ESPESOR O DIMENSIONES LINEALES ANALOGAS; MEDIDA DE ANGULOS; MEDIDA DE AREAS; MEDIDA DE IRREGULARIDADES DE SUPERFICIES O CONTORNOS. › Disposiciones de medida caracterizadas por la utilización de medios mecánicos (instrumentos de los tipos cubiertos por el grupo G01B 3/00 en sí G01B 3/00).
Clasificación antigua:
- B23K11/31 B23K 11/00 […] › Portaelectrodos (no limitados a la soldadura por resistencia eléctrica o al seccionamiento por calentamiento por resistencia B23K 37/02).
- G01B5/00 G01B […] › Disposiciones de medida caracterizadas por la utilización de medios mecánicos (instrumentos de los tipos cubiertos por el grupo G01B 3/00 en sí G01B 3/00).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania.
Fragmento de la descripción:
El invento se refiere a un dispositivo de soldadura con un captador de esfuerzo montado sobre un brazo de pinza de soldadura. Un dispositivo de soldadura de este tipo es conocido del documento US 5.434.382.
Los vehículos actuales se ensamblan en su mayor parte mediante puntos de soldadura eléctrica. 5 Durante el ensamblaje de las carrocerías, los medios de control de la calidad de los ensamblajes utilizados son hoy en día el control de los parámetros de soldadura de los medios de soldadura, acompañados por controles realizados mediante muestreo manual en las líneas de fabricación o por un control destructivo estadístico fuera de la línea de fabricación.
La soldadura por resistencia de un apilamiento de piezas metálicas en general y en particular la 10 soldadura por resistencia con dos electrodos y que produce puntos de soldadura eléctrica funcionan de acuerdo con el principio según el cual se utiliza al menos un electrodo de calentamiento que se pone en contacto con el apilamiento de piezas a soldar, se ejerce un esfuerzo mediante el electrodo sobre las piezas a soldar y se hace pasar una corriente eléctrica por dicho electrodo, pasando entonces la corriente eléctrica por las piezas a soldar. En función del tipo de soldadura elegido, se utiliza un electrodo móvil que 15 se aplica sobre las piezas a soldar, estando constituido entonces el otro electrodo por aquella de las piezas metálicas que está más alejada del electrodo móvil. De acuerdo con otro tipo de soldadura, se utilizan dos electrodos móviles, se ejerce un esfuerzo mediante los electrodos sobre las piezas a soldar con el fin de presionarlas entre los electrodos y se hace pasar la corriente a través de las piezas a soldar.
Una soldadura por puntos de este tipo implica determinar para cada tipo de pieza a soldar, 20 esencialmente en función de la naturaleza y del espesor de las piezas a soldar, cómo deben evolucionar ciertos parámetros de soldadura en función del tiempo para obtener una duración mínima de soldadura. A continuación se regula el puesto de soldadura en función de los parámetros determinados.
Esta forma de proceder hace que el tiempo necesario para realizar un punto de soldadura sea siempre el mismo para un tipo de pieza dada. Ahora bien, en las fabricaciones de series muy grandes, 25 como es el caso en la industria del automóvil, puede haber varios miles de puntos de soldadura para un único vehículo. Por lo tanto hay un interés cierto en asegurarse de que el seguimiento de los parámetros de soldadura elegidos para evaluar de forma permanente la calidad de soldadura sea fiable y en concreto que no sea falseado por efectos generados por uno u otro de los elementos que forman el puesto de soldadura. 30
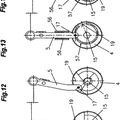
En efecto, uno de los parámetros de soldadura que se observa de forma permanente y cuya evolución en el tiempo permite sacar conclusiones sobre la calidad de los puntos de soldadura es el esfuerzo de apriete ejercido por las pinzas de soldadura sobre las piezas a soldar. De esta manera se establecen, por ejemplo de acuerdo con un procedimiento de optimización de la duración de cada operación de soldadura descrito en el documento FR-A-2 631 866, valores de umbral de dicho esfuerzo 35 de apriete mediante ensayos previos en función del tipo de piezas a soldar, se mide el esfuerzo de apriete durante el ciclo de soldadura y se controlan ciertas operaciones de soldadura cuando el esfuerzo medido supera los valores de umbral correspondientes. Más en concreto, se establece un primer valor de umbral durante la fase de aumento del esfuerzo y se hace pasar la corriente eléctrica por los electrodos cuando el esfuerzo medido supera este primer valor de umbral. Se establece también un segundo valor de umbral 40 indicador de una calidad satisfactoria de la soldadura, y se verifica durante el paso de la corriente si el esfuerzo de apriete supera este segundo valor de umbral. Y por último, se establece un tercer valor de umbral durante la fase de disminución del esfuerzo, en el cual se puede dar la orden de desplazar el robot de soldadura para que dicho desplazamiento tenga lugar lo antes posible después de la apertura de los electrodos. Se dará esta orden de desplazamiento cuando el esfuerzo medido supere el tercer valor de 45 umbral.
El ejemplo anterior de una vigilancia de la calidad de soldadura durante el desarrollo de las operaciones de soldadura muestra la importancia de la fiabilidad de los valores medidos en tiempo real para un aprovechamiento correcto de las señales emitidas durante la soldadura por los captadores de esfuerzo fijados sobre los brazos de pinza. 50
Para evaluar los esfuerzos ejercidos por los brazos de soldadura, se aprovecha la señal emitida por un captador piezoeléctrico fijado sobre los brazos de pinza. Sin embargo, un fenómeno de expansión de volumen del punto de soldadura transmite esfuerzos adicionales a los brazos de pinza. En otras palabras, para un mismo esfuerzo ejercido por el mecanismo de las pinzas de soldadura sobre las piezas
a soldar, la señal emitida por el captador piezoeléctrico puede variar en función del fenómeno de expansión de volumen.
El objetivo del invento es proporcionar medios de fijación de un captador de esfuerzo sobre un brazo de pinza de soldadura, capaces de mejorar la fiabilidad de las señales eléctricas emitidas por los captadores de esfuerzo durante una operación de soldadura. 5
El objetivo del invento se alcanza con un dispositivo de acuerdo con la reivindicación 1.
Esta solución está basada en la reflexión siguiente.
La parte del brazo de pinza sobre la cual está montado un captador de esfuerzo es generalmente de cobre y es por lo tanto comparativamente blanda. Por el contrariamente, la carcasa del captador de esfuerzo es de un material más duro que el cobre. Además, la carcasa del captador está en general 10 provista de varios resaltes de apoyo. Como el captador se aplica sobre el brazo con un cierto esfuerzo, cuando este último se deforma se corre el riesgo de que el captador se hunda más o menos en el brazo, falseando así el resultado de las mediciones.
Para evitar este fenómeno, o por lo menos para reducir su impacto, se utiliza una pieza intercalada cuya dureza es menor que la de la carcasa del captador, pero mayor que la del cobre del 15 brazo de soldadura y cuya anchura es suficiente para la estabilidad de la medición. Esta pieza intercalada no tiene ninguna unión mecánica con el soporte del captador.
Ventajosamente, la dureza de la pieza intercalada es del orden de 350 a 450 Hv0,3, preferentemente de alrededor de 400 Hv0,3.
Como se describirá con mayor detalle en la descripción de una realización del invento, el 20 captador no se debe fijar sobre el brazo de soldadura mediante unión atornillada, sino únicamente por apriete. El apriete se obtiene con la ayuda de un soporte que tiene la forma general de una abrazadera que rodea a la vez al brazo de soldadura y al captador.
Para obtener el mejor apoyo posible del captador sobre el brazo de soldadura, la pieza intercalada es un elemento esencialmente plano que presenta dos caras de montaje opuestas, de las 25 cuales la primera está destinada a ser puesta en contacto con el brazo de soldadura y la segunda está destinada a ser puesta en contacto con el captador. Cada una de las dos caras de montaje presenta una forma complementaria con respecto a la forma del brazo de soldadura y del captador respectivamente para realizar, si fuera necesario, una adaptación de forma entre el brazo de soldadura y el captador. En efecto, la carcasa del captador tiene una cara de apoyo sensiblemente plana, no influyendo mucho en 30 este aspecto el pequeño espesor de los resaltes de apoyo, que es del orden de aproximadamente 0,5 mm. Contrariamente a eso, la parte del brazo de pinza sobre la cual se debe montar el captador puede ser redonda, lo cual corresponde a un brazo de soldadura que tiene una sección circular, o ligeramente aplastada, lo cual corresponde a un brazo de soldadura que tiene una parte plana. Por consiguiente, la segunda cara de montaje de la pieza intercalada es plana, o cóncava con un radio de curvatura igual al 35 del brazo de pinza.
De acuerdo con una realización concreta del soporte, éste está conformado de manera que permita una orientación del captador y de la pieza intercalada durante su montaje.
La pieza intercalada se conforma específicamente para cada diámetro de brazo de pinza, o de manera que sea adaptable a varios diámetros de brazo de pinza. 40
Otras características...
Reivindicaciones:
1. Dispositivo de soldadura que comprende brazos (31, 32) de pinza sobre los cuales están montados electrodos (2a, 2b), estando destinados los brazos (31, 32) de pinza a aplicar un esfuerzo de apriete a los electrodos mientras pasa una corriente de soldadura entre los electrodos, comprendiendo el citado dispositivo un captador (8) de esfuerzo montado sobre al menos un brazo (31, 32) de pinza y una 5 pieza (10) intercalada situada entre el brazo (31) de pinza y el captador (8) de esfuerzo, presentando la pieza (10) intercalada una primera cara (11) de montaje destinada a ser puesta en contacto con el captador (8) y una segunda cara (12 ó 13) de montaje destinada a ser puesta en contacto con el brazo (31) de pinza, fijándose el captador (8) sobre el brazo (31) de pinza con la ayuda de un soporte (20) de montaje, 10
caracterizado porque el soporte (20) comprende una varilla de apriete roscada (25) engranada dentro de un taladro roscado (26) practicado en una parte (21) superior del soporte (20), y que interacciona con dicho taladro roscado, apoyándose la varilla (25) de apriete sobre la carcasa del captador (8) para apretarla contra el brazo (31) de pinza y estando asegurada en su sitio gracias a una contra-tuerca (28). 15
2. Dispositivo de acuerdo con la reivindicación 1, caracterizado porque la pieza (10) intercalada está realizada en un material cuya dureza es intermedia entre la dureza del brazo (31) de pinza y la dureza del captador (8).
3. Dispositivo de acuerdo con la reivindicación 1 ó 2, caracterizado porque la pieza (10) intercalada está realizada en un material cuya dureza es del orden de 350 a 450 Hv0,3. 20
4. Dispositivo de acuerdo con cualquiera de las reivindicaciones 1 a 3, caracterizado porque la pieza (10) intercalada es un elemento esencialmente plano, en el cada cara (11, 12 ó 13) de montaje presenta una forma complementaria con respecto a la forma del brazo (31) de soldadura y del captador (8) respectivamente para realizar una adaptación de forma entre el brazo (31) y el captador (8).
5. Dispositivo de acuerdo con cualquiera de las reivindicaciones 1 a 4, caracterizado porque la 25 pieza (10) intermedia está realizada en un material cuya dureza es del orden de aproximadamente 400 Hv0,3.
6. Dispositivo de acuerdo con cualquiera de las reivindicaciones 1 a 5, caracterizado porque el soporte (20) de montaje está conformado de manera que permite una orientación del captador (8) durante su montaje. 30
7. Dispositivo de acuerdo con cualquiera de las reivindicaciones 1 a 6, caracterizado porque el soporte (20) de montaje tiene la forma general de una abrazadera en L en dos partes (21, 22) que aprisiona al brazo de pinza (31), en la que una parte (21) superior está conformada para apoyarse sobre el brazo (31) de pinza de un lado del brazo con respecto a su eje longitudinal, y una parte (22) inferior está destinada a apoyarse sobre el brazo (31) de pinza del otro lado con respecto a su eje longitudinal. 35
8. Dispositivo de acuerdo con cualquiera de las reivindicaciones 1 a 7, caracterizado porque la pieza intercalada (10) está conformada específicamente para cada diámetro de brazo de pinza.
9. Dispositivo de acuerdo con cualquiera de las reivindicaciones 1 a 7, caracterizado porque la pieza intercalada (10) se puede adaptar a varios diámetros de brazo de pinza.
40
Patentes similares o relacionadas:
 PROCEDIMIENTO PARA CONTROLAR UNA UNIDAD DE CILINDRO DE COMPENSACIÓN, EN PARTICULAR PARA UN DISPOSITIVO DE SOLDADURA, del 16 de Febrero de 2011, de NORGREN GMBH: Procedimiento para ajustar una compensación de peso para unos brazos portaelectrodos de un dispositivo de soldadura, presentando el dispositivo de soldadura por […]
PROCEDIMIENTO PARA CONTROLAR UNA UNIDAD DE CILINDRO DE COMPENSACIÓN, EN PARTICULAR PARA UN DISPOSITIVO DE SOLDADURA, del 16 de Febrero de 2011, de NORGREN GMBH: Procedimiento para ajustar una compensación de peso para unos brazos portaelectrodos de un dispositivo de soldadura, presentando el dispositivo de soldadura por […]
 PINZA DE SOLDADURA POR PUNTOS Y PROCEDIMIENTO PARA AJUSTAR LA PRESION DE UNA PINZA DE SOLDADURA POR PUNTOS, del 15 de Junio de 2010, de FRONIUS INTERNATIONAL GMBH: Pinza de soldadura por puntos para la soldadura por resistencia de piezas (3, 3''), con un accionamiento para el movimiento de los […]
PINZA DE SOLDADURA POR PUNTOS Y PROCEDIMIENTO PARA AJUSTAR LA PRESION DE UNA PINZA DE SOLDADURA POR PUNTOS, del 15 de Junio de 2010, de FRONIUS INTERNATIONAL GMBH: Pinza de soldadura por puntos para la soldadura por resistencia de piezas (3, 3''), con un accionamiento para el movimiento de los […]
 PINZA DE SOLDADURA POR PUNTOS CON COMPENSACION DE LAS PINZAS CON UNA UNIDAD DE COMPENSACION QUE PRESENTA UN ELEMENTO DE CONEXION ARQUEADO, del 13 de Abril de 2010, de FRONIUS INTERNATIONAL GMBH: Pinza de soldadura por puntos con compensación de las pinzas, con un cuerpo base de la pinza , dos brazos de pinza y una unidad de compensación […]
PINZA DE SOLDADURA POR PUNTOS CON COMPENSACION DE LAS PINZAS CON UNA UNIDAD DE COMPENSACION QUE PRESENTA UN ELEMENTO DE CONEXION ARQUEADO, del 13 de Abril de 2010, de FRONIUS INTERNATIONAL GMBH: Pinza de soldadura por puntos con compensación de las pinzas, con un cuerpo base de la pinza , dos brazos de pinza y una unidad de compensación […]
DISPOSITIVO Y PROCEDIMIENTO DE CONTROL DE SOLDADURA POR PUNTOS, del 2 de Noviembre de 2011, de REU-SCHWEISSTECHNIK GMBH: Dispositivo para el control de soldadura por puntos con una mordaza de soporte de electrodos (Z), cuyos electrodos de soldadura (E1, E2) están fijados en los brazos de la mordaza […]
Electrodo para una pinza de soldar, del 8 de Julio de 2020, de KME Special Products GmbH: Electrodo para una pinza de soldar que comprende un vástago de electrodo con un capuchón de soldar en el extremo, que está sujeto de manera desprendible a un soporte […]
Dispositivo de soldadura por resistencia, del 29 de Abril de 2020, de OTTO BIHLER HANDELS-BETEILIGUNGS-GMBH: Dispositivo de soldadura por resistencia que comprende dos electrodos de soldadura dispuestos de manera opuesta, conectados a una fuente de corriente de soldadura […]
Dispositivo y procedimiento de sujeción de una parte de una pistola de soldadura, del 13 de Noviembre de 2019, de COMAU, INC: Dispositivo de manipulación y conexión de componentes de combinación conectable a un robot de múltiples ejes para ser utilizado en el […]
Robot articulado que lleva un cabezal de soldadura por resistencia eléctrica con electrodos ubicados en el mismo lado, procedimiento correspondiente de soldadura por resistencia eléctrica en un componente a soldar, del 7 de Agosto de 2019, de COMAU S.P.A.: Un robot articulado (R) que lleva un cabezal de soldadura por resistencia eléctrica (T) con electrodos ubicados en el mismo lado, el robot articulado (R) tiene una muñeca […]