PROCEDIMIENTO PARA CONTROLAR UNA UNIDAD DE CILINDRO DE COMPENSACIÓN, EN PARTICULAR PARA UN DISPOSITIVO DE SOLDADURA.
Procedimiento para ajustar una compensación de peso para unos brazos portaelectrodos (10,
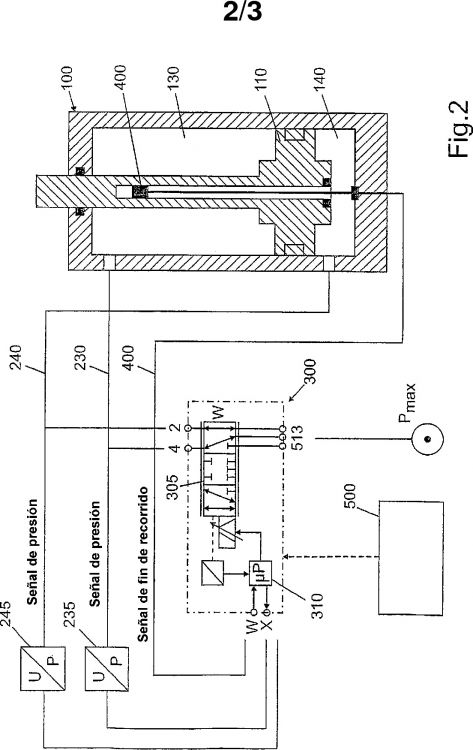
20) de un dispositivo de soldadura, presentando el dispositivo de soldadura por lo menos una unidad de cilindro (50) para la presión de soldadura y presentando por lo menos una unidad de cilindro de compensación (100) de doble efecto, que presenta una disposición de pistón (110) y por lo menos dos cámaras de presión (130, 140) que se encuentran separadas por dicha disposición de pistón (110) y a las cuales se puede aplicar selectivamente un medio presurizado mediante una disposición de válvula (300) para controlar un desplazamiento impulsor, comprendiendo la disposición de válvula (300) una válvula de control proporcional (305), que se acciona mediante un dispositivo de control (310) en función de una señal de recorrido que representa la posición de la disposición de pistón (110) y/o en función de dos señales de presión que representan respectivamente las presiones de las cámaras de presión (130,140), caracterizado porque presenta las etapas siguientes: - cuando el dispositivo de soldadura se encuentra en una posición de funcionamiento, accionar la válvula de control proporcional (305) en función de la señal de recorrido, de tal modo que la disposición de pistón (110) se desplace hasta una posición predeterminable; - determinar las presiones que se obtienen en dichas cámaras de presión (130, 140) en dicha posición y almacenar las señales de presión asociadas en el dispositivo de control (310); - detectar de un modo continuo señales de presión que corresponden respectivamente a las presiones de las cámaras de presión (130, 140), comparar las mismas con las señales de presión almacenadas y accionar la válvula de control proporcional (305) en función de la comparación, de tal modo que la fuerza de la disposición de pistón (110) que se obtiene a partir de las presiones de las dos cámaras de presión (130, 140) se mantenga constante cuando se hace funcionar la unidad de cilindro (50) para la presión de soldadura
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DE2005/002161.
Solicitante: NORGREN GMBH.
Nacionalidad solicitante: Alemania.
Dirección: STUTTGARTER STRASSE 120 70736 FELLBACH ALEMANIA.
Inventor/es: SCHNEIDER-KONIG,HELMUT, SCHNUR,FRANK, BRAUN,FLORIAN, LAUBACHER,THOMAS.
Fecha de Publicación: .
Fecha Solicitud PCT: 30 de Noviembre de 2005.
Fecha Concesión Europea: 8 de Septiembre de 2010.
Clasificación Internacional de Patentes:
- B23K11/31D
Clasificación PCT:
- B23K11/31 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 11/00 Soldadura por resistencia; Seccionamiento por calentamiento por resistencia. › Portaelectrodos (no limitados a la soldadura por resistencia eléctrica o al seccionamiento por calentamiento por resistencia B23K 37/02).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Fragmento de la descripción:
La presente invención se refiere a un procedimiento para controlar una unidad de cilindro de compensación para ajustar una compensación de peso de los brazos portaelectrodos de un dispositivo de soldadura según el preámbulo de la reivindicación 1.
Dichas unidades de cilindro de compensación se utilizan junto con unas pinzas para soldadura fluida, tal como se describe en el documento DE 201 07 328 U1, por ejemplo. Además, se pueden utilizar junto con unos dispositivos para remachar, unos dispositivos de soldadura por ultrasonidos y bastante generalmente con un equipo automático de manipulación, en el que dos brazos realizan un movimiento de tipo tenaza.
El documento EP 0 715 925 A1 da a conocer una disposición genérica de cilindro y pistón como mecanismo impulsor de los electrodos de un dispositivo de soldadura.
El documento EP 1 010 491 describe un aparato de soldadura por resistencia y un procedimiento para su realización, en el que un brazo de pistola, un transformador para soldadura y una unidad impulsora se pueden ensamblar y retirar como unidad individual con una base común como punto de referencia. Mediante dicho aparato de soldadura se sujetan entre sí las piezas que se van a soldar en forma de láminas metálicas superpuestas y entre las puntas de los electrodos, y se ejerce una fuerza de compresión necesaria para la soldadura en dichas puntas de los electrodos, en las que se utiliza una corriente de soldadura que circula a través de las dos puntas de los electrodos para calentar y, de este modo, conectar las dos láminas metálicas mediante soldadura.
La patente US nº 4 712 470 da a conocer un procedimiento y un dispositivo para compensar el peso variable de una masa que actúa en un motor hidráulico, en particular un cilindro de accionamiento dispuesto en la vertical de una máquina pulidora determinando el valor de la compresión requerido para mantener el peso equilibrado sin soporte alguno. El valor de la compresión se almacena y a continuación, se suministra en un procedimiento de regulación de la presión en un circuito regulador de la presión como factor de compensación. De este modo, se automatiza la compensación de peso en un motor con masa variable, para permitir la mecanización de una pieza que se va a soldar en una máquina pulidora con una presión de mecanización que se puede determinar.
Con las pinzas para soldadura neumática, un brazo de las pinzas para soldadura se mantiene equilibrado mediante un cilindro con un índice de compresión variable.
El problema es que para cada fuerza de masa que depende de la posición
espacial, se debe ajustar y almacenar un índice de compresión definido.
Esto se ha de realizar determinando la presión de la cámara de una disposición de cilindro y pistón, que utiliza en un lado un regulador manual de la presión, y en el lado opuesto al pistón utilizando una válvula de control proporcional de regulación de la presión para controlar la presión de la cámara de un modo ascendente o descendente.
Alternativamente, ambas cámaras de presión de la unidad de cilindro de compensación se pueden accionar respectivamente mediante una válvula de control proporcional, a fin de alcanzar el índice de compresión y originando, de este modo, dos fuerzas que actúan en dos direcciones. Por último, los conjuntos de muelle permiten tomar en consideración las distintas fuerzas de masa.
El problema con dichas disposiciones es que, en su utilización, no funcionan bien y son susceptibles, en particular, de ensuciarse, variando las condiciones de fricción y produciéndose cambios en la temperatura.
La presente invención se basa, por lo tanto, en el requisito de proporcionar un procedimiento para controlar una unidad de cilindro de compensación para los electrodos de un dispositivo de soldadura accionado como una tenaza, tal como se ha mencionado anteriormente, que permitirá un control preciso del dispositivo de soldadura en distintas posiciones en el espacio, con independencia de la fuerza de masa que actúe sobre los electrodos en dichas posiciones del espacio.
VENTAJAS DE LA INVENCIÓN
Dicho requisito se satisface mediante un procedimiento para controlar una unidad genérica de cilindro de compensación que presente las características citadas en la reivindicación 1.
Los desarrollos ventajosos adicionales del procedimiento constituyen el objeto de las reivindicaciones subordinadas 2 a 6 que, a su vez, hacen referencia a la reivindicación
1.
La idea principal de la presente invención comprende que la compensación de peso se ajusta en distintas posiciones en el espacio de los brazos portaelectrodos accionando la unidad de cilindro de compensación mediante una válvula de control proporcional muy dinámica, en primer lugar regulando el recorrido y a continuación regulando la presión.
Con dicha disposición de pistón, una vez que el dispositivo de soldadura ha ocupado una posición de soldadura, el conjunto de pistón se desplaza inicialmente hasta una posición especificada regulando el recorrido verificando las presiones resultantes en las cámaras de presión en dicha posición, y las señales de presión asociadas que caracterizan dichas presiones se almacenan en el dispositivo de control. La presente invención se basa en el hecho de que la diferencia de presión se correlaciona con la fuerza para la compensación de peso pretendida. Dicha regulación del recorrido se conmuta a regulación de la presión, en la que las presiones en ambas cámaras de presión se mantienen constantes capturando continuamente las señales de presión que representan la presión en las cámaras de presión, comparando las mismas con las señales de presión almacenadas y accionando la válvula de control proporcional en función de la comparación, de tal modo que la diferencia de presión en ambas cámaras de presión se mantiene constante, en particular cuando se hace funcionar la unidad de cilindro de presión de soldadura denominada asimismo cilindro de presión de soldadura. Por consiguiente, se desplaza el brazo superior de las pinzas del dispositivo de soldadura mediante el cilindro de cierre hasta que reposa en una lámina metálica a soldar. Al continuar funcionando el cilindro de soldadura, se origina una fuerza que se ejerce sobre la unidad de cilindro de compensación. La diferencia de presión en dicha posición se mantiene constante mediante la unidad de cilindro de compensación, manteniendo de este modo la compensación de peso, hasta que el segundo electrodo, debido al funcionamiento adicional de la unidad de cilindro de presión de soldadura, reposa sobre la lámina metálica a soldar y se puede iniciar la soldadura.
La presión en ambas cámaras de presión se captura ventajosamente mediante los sensores de presión que, en un desarrollo ventajoso, pueden formar parte de la propia válvula de control proporcional. Alternativamente, la diferencia en presión en ambas cámaras de presión se puede capturar mediante por lo menos un sensor de presión diferencial. En este caso, se necesita capturar y procesar únicamente una señal.
En vez de capturar la presión con sensores de presión para determinar la fuerza resultante, se pueden disponer uno o más sensores de fuerza, tales como un indicador dinamométrico en la disposición de cilindro y pistón.
Al utilizar una válvula de control proporcional muy dinámica que se acciona desde un dispositivo de control que depende inicialmente de una señal de recorrido que representa la posición de la disposición de pistón de la unidad de cilindro de compensación y a continuación, con dos señales de presión que representan la presión en las cámaras de presión de la unidad de cilindro de compensación, resulta posible realizar una compensación precisa y, en particular, rápida de las fuerzas de masa.
Preferentemente, la válvula de control proporcional de un dispositivo electrónico de control comprende, en particular, por lo menos un microprocesador para efectuar tanto la regulación que depende del recorrido como la que depende de la presión.
En vez de un microprocesador, se pueden disponer otros elementos electrónicos. En particular, el dispositivo de control puede ser un circuito electrónico o elemento similar, diseñado basándose en la tecnología de circuitos analógicos.
DIBUJO
Las ventajas y características adicionales de la presente invención constituyen el tema de la descripción...
Reivindicaciones:
1. Procedimiento para ajustar una compensación de peso para unos brazos portaelectrodos (10, 20) de un dispositivo de soldadura, presentando el dispositivo de soldadura por lo menos una unidad de cilindro (50) para la presión de soldadura y presentando por lo menos una unidad de cilindro de compensación (100) de doble efecto, que presenta una disposición de pistón (110) y por lo menos dos cámaras de presión (130, 140) que se encuentran separadas por dicha disposición de pistón (110) y a las cuales se puede aplicar selectivamente un medio presurizado mediante una disposición de válvula
(300) para controlar un desplazamiento impulsor, comprendiendo la disposición de válvula
(300) una válvula de control proporcional (305), que se acciona mediante un dispositivo de control (310) en función de una señal de recorrido que representa la posición de la disposición de pistón (110) y/o en función de dos señales de presión que representan respectivamente las presiones de las cámaras de presión (130,140), caracterizado porque presenta las etapas siguientes:
- cuando el dispositivo de soldadura se encuentra en una posición de funcionamiento, accionar la válvula de control proporcional (305) en función de la señal de recorrido, de tal modo que la disposición de pistón (110) se desplace hasta una posición predeterminable; - determinar las presiones que se obtienen en dichas cámaras de presión (130, 140) en dicha posición y almacenar las señales de presión asociadas en el dispositivo de control (310); - detectar de un modo continuo señales de presión que corresponden respectivamente a las presiones de las cámaras de presión (130, 140), comparar las mismas con las señales de presión almacenadas y accionar la válvula de control proporcional (305) en función de la comparación, de tal modo que la fuerza de la disposición de pistón (110) que se obtiene a partir de las presiones de las dos cámaras de presión (130, 140) se mantenga constante cuando se hace funcionar la unidad de cilindro (50) para la presión de soldadura.2. Procedimiento según la reivindicación 1, caracterizado porque la presión en las dos cámaras de presión (130, 140) se detecta mediante unos sensores de presión (235, 245).
3. Procedimiento según la reivindicación 2, caracterizado porque los sensores de
presión (235, 245) forman parte de la válvula de control proporcional (305). 5
4. Procedimiento según la reivindicación 1, caracterizado porque la diferencia de presión en las dos cámaras de presión (130, 140) se detecta mediante por lo menos un sensor de presión diferencial.
5. Procedimiento según la reivindicación 1, caracterizado porque la fuerza resultante de la disposición de pistón (110) se detecta mediante un dispositivo de determinación de la fuerza.
6. Procedimiento según la reivindicación 5, caracterizado porque el dispositivo de 15 determinación de la fuerza comprende un indicador dinamométrico.
Patentes similares o relacionadas:
 DISPOSITIVO DE SOLDADURA CON UN CAPTADOR DE ESFUERZO MONTADO SOBRE UN BRAZO DE PINZA, del 15 de Marzo de 2011, de PEUGEOT CITROEN AUTOMOBILES SA: Dispositivo de soldadura que comprende brazos de pinza sobre los cuales están montados electrodos (2a, 2b), estando destinados los brazos de pinza a aplicar […]
DISPOSITIVO DE SOLDADURA CON UN CAPTADOR DE ESFUERZO MONTADO SOBRE UN BRAZO DE PINZA, del 15 de Marzo de 2011, de PEUGEOT CITROEN AUTOMOBILES SA: Dispositivo de soldadura que comprende brazos de pinza sobre los cuales están montados electrodos (2a, 2b), estando destinados los brazos de pinza a aplicar […]
 PINZA DE SOLDADURA POR PUNTOS Y PROCEDIMIENTO PARA AJUSTAR LA PRESION DE UNA PINZA DE SOLDADURA POR PUNTOS, del 15 de Junio de 2010, de FRONIUS INTERNATIONAL GMBH: Pinza de soldadura por puntos para la soldadura por resistencia de piezas (3, 3''), con un accionamiento para el movimiento de los […]
PINZA DE SOLDADURA POR PUNTOS Y PROCEDIMIENTO PARA AJUSTAR LA PRESION DE UNA PINZA DE SOLDADURA POR PUNTOS, del 15 de Junio de 2010, de FRONIUS INTERNATIONAL GMBH: Pinza de soldadura por puntos para la soldadura por resistencia de piezas (3, 3''), con un accionamiento para el movimiento de los […]
 PINZA DE SOLDADURA POR PUNTOS CON COMPENSACION DE LAS PINZAS CON UNA UNIDAD DE COMPENSACION QUE PRESENTA UN ELEMENTO DE CONEXION ARQUEADO, del 13 de Abril de 2010, de FRONIUS INTERNATIONAL GMBH: Pinza de soldadura por puntos con compensación de las pinzas, con un cuerpo base de la pinza , dos brazos de pinza y una unidad de compensación […]
PINZA DE SOLDADURA POR PUNTOS CON COMPENSACION DE LAS PINZAS CON UNA UNIDAD DE COMPENSACION QUE PRESENTA UN ELEMENTO DE CONEXION ARQUEADO, del 13 de Abril de 2010, de FRONIUS INTERNATIONAL GMBH: Pinza de soldadura por puntos con compensación de las pinzas, con un cuerpo base de la pinza , dos brazos de pinza y una unidad de compensación […]
Electrodo para una pinza de soldar, del 8 de Julio de 2020, de KME Special Products GmbH: Electrodo para una pinza de soldar que comprende un vástago de electrodo con un capuchón de soldar en el extremo, que está sujeto de manera desprendible a un soporte […]
Dispositivo de soldadura por resistencia, del 29 de Abril de 2020, de OTTO BIHLER HANDELS-BETEILIGUNGS-GMBH: Dispositivo de soldadura por resistencia que comprende dos electrodos de soldadura dispuestos de manera opuesta, conectados a una fuente de corriente de soldadura […]
Dispositivo y procedimiento de sujeción de una parte de una pistola de soldadura, del 13 de Noviembre de 2019, de COMAU, INC: Dispositivo de manipulación y conexión de componentes de combinación conectable a un robot de múltiples ejes para ser utilizado en el […]
Robot articulado que lleva un cabezal de soldadura por resistencia eléctrica con electrodos ubicados en el mismo lado, procedimiento correspondiente de soldadura por resistencia eléctrica en un componente a soldar, del 7 de Agosto de 2019, de COMAU S.P.A.: Un robot articulado (R) que lleva un cabezal de soldadura por resistencia eléctrica (T) con electrodos ubicados en el mismo lado, el robot articulado (R) tiene una muñeca […]
Aparato para el remachado, del 7 de Agosto de 2019, de COMAU S.P.A.: Aparato para aplicar remaches en una parte (π) de una superficie plana de una pieza (P), en el que dicha parte (π) de la superficie plana define un eje operativo […]