PINZA DE SOLDADURA POR PUNTOS Y PROCEDIMIENTO PARA AJUSTAR LA PRESION DE UNA PINZA DE SOLDADURA POR PUNTOS.
Pinza de soldadura por puntos (2) para la soldadura por resistencia de piezas (3,
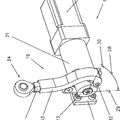
3''), con un accionamiento (1) para el movimiento de los brazos de la pinza (6, 6''), cuyo accionamiento (1) está compuesto por una rueda dentada cilíndrica (4) y una biela (5) unida a ésta por medio de un conjunto de cojinete (17) situado fuera de su eje central (15), estando unidas la rueda dentada cilíndrica (4) a uno de los brazos de la pinza (6) y en el lado opuesto de la rueda dentada cilíndrica (4) la biela (5) al otro brazo de la pinza (6''), realizando el conjunto de cojinete (17) durante el proceso de trabajo un movimiento en curva, caracterizada porque entre la biela (5) y el brazo de la pinza (6'') está dispuesto un elemento (16) para la compensación de diferentes espesores de las piezas (3, 3'') que se han de soldar, cuyo elemento de compensación (16) está compuesto de una carcasa (28) con un árbol de la excéntrica (29) dispuesto móvil en un apoyo (32) y de un dispositivo de bloqueo (30)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/AT2005/000415.
Solicitante: FRONIUS INTERNATIONAL GMBH.
Nacionalidad solicitante: Austria.
Dirección: VORCHDORFER STRASSE 40,4643 PETTENBACH.
Inventor/es: STIEGLBAUER,WALTER, BINDER,MANUEL, WEIGERSTORFER,GUNTER.
Fecha de Publicación: .
Fecha Concesión Europea: 14 de Abril de 2010.
Clasificación Internacional de Patentes:
- B23K11/25C2
- B23K11/25C4
- B23K11/31D
Clasificación PCT:
- B23K11/25 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 11/00 Soldadura por resistencia; Seccionamiento por calentamiento por resistencia. › Dispositivos de vigilancia.
- B23K11/31 B23K 11/00 […] › Portaelectrodos (no limitados a la soldadura por resistencia eléctrica o al seccionamiento por calentamiento por resistencia B23K 37/02).
Fragmento de la descripción:
Pinza de soldadura por puntos y procedimiento para ajustar la presión de una pinza de soldadura por puntos.
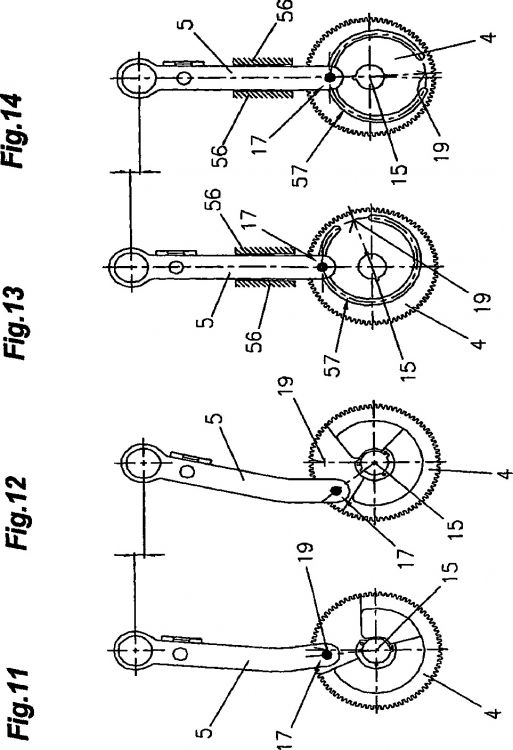
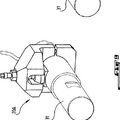
La invención se refiere a una pinza de soldadura por puntos para la soldadura por resistencia de piezas, en particular de chapas, con un accionamiento para el movimiento de los brazos de la pinza cuyo accionamiento está compuesto por una rueda dentada cilíndrica y una biela unida a aquella por medio de un sistema de cojinete situado fuera de su eje central, así como la biela unida a éste, estando unida la rueda dentada a uno de los brazos de la pinza y la biela en el lado opuesto de la rueda dentada con el otro brazo de la pinza, realizando el conjunto de cojinete durante el proceso de trabajo un recorrido de trayectoria curva.
La invención se refiere además a un procedimiento para ajustar la presión de una pinza de soldadura por puntos, en la que se mueve por lo menos un electrodo de un brazo de la pinza en sentido hacia las piezas que se trata de unir, efectuándose el accionamiento por medio de una rueda dentada y una biela que acciona el brazo de la pinza con el electrodo, y una vez establecido el contacto del electrodo con la pieza, sigue activándose el accionamiento para ejercer una presión sobre las piezas a través del brazo de la pinza y de los electrodos dispuestos en éste, determinándose esta presión por medio de un sensor y transmitiéndose los datos del sensor a un sistema de control, donde al alcanzar un valor de presión predeterminado el accionamiento es regulado por el dispositivo de control de tal modo que se mantiene la presión, realizándose entonces la soldadura por puntos, y una vez efectuada la soldadura por puntos se retira el electrodo.
La invención se refiere especialmente a pinzas de soldadura por puntos tales como se emplean en aplicaciones de robot.
Por el documento JP 8025057 así como por el documento ET 761367 B1 se conoce un accionamiento para pinzas de soldadura por puntos en el que los brazos de la pinza de soldadura por puntos se abren y cierran por medio de un así denominado mecanismo de biela y manivela. Para ello uno de los brazos de la pinza va fijado directamente a una rueda de manivela que es accionada por un motor mediante correas trapezoidales. El otro brazo de la pinza es inmóvil, y por tanto está dispuesto rígido en una sujeción. Cuando ahora el motor acciona la rueda de manivela, el brazo de la pinza dispuesto en la rueda de manivela lleva a cabo un movimiento de apertura y cierre, con lo cual los electrodos dispuestos en el brazo de la pinza se desplazan aproximándose entre sí o separándose entre sí. En este caso no tiene lugar ninguna compensación de los posibles diferentes espesores de pieza, por lo que es necesario dimensionar el motor de accionamiento generosamente de modo que incluso con un grueso de pieza máximo que se tenga que soldar contenga suficientes reservas de fuerza para poder llegar a alcanzar un valor de fuerza preajustado.
Los documentos JP 92848678 y el EP 1 078 708 A muestran pinzas de soldadura por puntos con un accionamiento que está formado por una rueda y una biela unida a ésta. La rueda está unida a un brazo de la pinza y la biela en el lado opuesto con el otro brazo de la pinza, estando unida la biela fuera del centro de la rueda con ésta por medio de una disposición de cojinete. En el caso de piezas diferentes, en particular piezas con diferente espesor, se obtienen sin embargo unas condiciones de presión desiguales durante el proceso de soldadura por puntos.
El documento EP 1 380 378 A1 muestra un elemento limitador de fuerza mediante el cual se pueden limitar las fuerzas que al cerrar la pinza de soldadura surgen debido a errores de posición de las piezas o causadas por bloqueo.
El objetivo de la presente invención consiste por lo tanto en crear una pinza de soldadura por puntos de la clase antes citada que tenga una estructura modular sencilla y compacta y que presente un accionamiento que requiera el menor mantenimiento posible y al mismo tiempo garantice un número lo más alto posible de ciclos de trabajo, es decir de soldaduras por puntos. Se trata de evitar los inconvenientes del estado de la técnica, o al menos de reducirlos.
Otro de los cometidos de la presente invención consiste en la creación de un procedimiento antes citado para la formación de una presión en una pinza de soldadura por puntos, que sea de funcionamiento lo más sencillo posible y requiera el menor mantenimiento posible, asegurando un número lo mayor posible de ciclos de trabajo.
Los objetivos conformes a la invención se resuelven mediante una pinza de soldadura por puntos antes citada en la que entre la biela y el brazo de la pinza está dispuesto un elemento para la compensación de los diferentes espesores de las piezas que se trata de soldar, cuyo elemento de compensación consiste en una carcasa con un árbol excéntrico dispuesto de forma móvil en un cojinete y un dispositivo de bloqueo. Mediante el elemento de compensación que conforme a la invención consiste en una carcasa con un árbol excéntrico dispuesto de forma móvil en un cojinete y un dispositivo de bloqueo se pueden soldar diferentes piezas con diferentes materiales y diferentes espesores de forma óptima, al provocar el elemento de compensación un ajuste de presión óptimo según las piezas que se trata de soldar. Por otra parte se logra de forma ventajosa crear un accionamiento casi totalmente exento de mantenimiento con un rozamiento lo más reducido posible, que presenta una forma de construcción reducida y compacta. Por otra parte resulta posible alcanzar un número de ciclos de trabajo considerablemente superior sin requerir la sustitución de las piezas que adolecen de desgaste. También es ventajoso que se crea un accionamiento con una estructura de fuerzas óptima con la cual se requiere únicamente para el accionamiento un motor pequeño, ligero y de escasa potencia, con lo cual a su vez se reduce considerablemente al mínimo el tamaño de construcción del accionamiento así como los costes.
Si en el perímetro de la rueda dentada está dispuesto un engranaje en el que engrana una rueda dentada acoplada con un reductor y/o con un motor, el motor que acciona la rueda dentada cilíndrica se puede disponer directamente en la rueda dentada cilíndrica o en el perímetro de la rueda dentada cilíndrica, creando de este modo una relación de transmisión sencilla. De este modo se requiere además un motor de potencia considerablemente menor ya que la rueda dentada cilíndrica se puede girar tanto más fácilmente cuanto más alejado esté el motor del centro de la rueda dentada cilíndrica. De este modo se logra un ahorro de costes importante para el accionamiento y por lo tanto para la pinza de soldadura por puntos.
Si el elemento de compensación está dispuesto en uno de los brazos de la pinza se consigue un ajuste de presión óptimo y siempre igual, es decir un establecimiento de presión óptimo y uniforme de los electrodos que actúan sobre la pieza. Por lo tanto se realiza de forma sencilla un ajuste automático de la presión sin que sea necesario realizar modificaciones por parte del usuario.
En los dos brazos de la pinza están dispuestos ventajosamente sendos brazos pivotantes, estando los brazos pivotantes unidos entre sí en lados opuestos a los brazos de la pinza, por ejemplo por medio de un bulón con un eje de giro. De este modo se crea una pinza de soldadura por puntos que tiene una estructura sencilla y sin complicaciones y que permite tener buena accesibilidad a las piezas. Además se consigue de este modo una notable reducción de peso, con lo cual también se reducen esencialmente al mínimo los costes.
Los brazos pivotantes están para ello dispuestos ventajosamente a una distancia definida respecto al accionamiento y/o a los electrodos.
El elemento de compensación o una carcasa o las placas del elemento de compensación están dispuestos rígidos en el brazo de la pinza de acuerdo con otra característica de la invención.
La compensación se efectúa por medio del árbol excéntrico, al girar para ello el árbol excéntrico hasta un punto definido y realizándose en este punto el aumento de presión solamente después de haberse inmovilizado el árbol excéntrico. De este modo se realiza la compensación de recorrido utilizando medios sencillos.
De acuerdo con otra característica de la invención está previsto que en la carcasa del elemento de compensación esté situado un dispositivo de bloqueo que presenta una prolongación cilíndrica, estando introducido el árbol de la excéntrica en un orificio de paso de la prolongación cilíndrica.
Reivindicaciones:
1. Pinza de soldadura por puntos (2) para la soldadura por resistencia de piezas (3, 3'), con un accionamiento (1) para el movimiento de los brazos de la pinza (6, 6'), cuyo accionamiento (1) está compuesto por una rueda dentada cilíndrica (4) y una biela (5) unida a ésta por medio de un conjunto de cojinete (17) situado fuera de su eje central (15), estando unidas la rueda dentada cilíndrica (4) a uno de los brazos de la pinza (6) y en el lado opuesto de la rueda dentada cilíndrica (4) la biela (5) al otro brazo de la pinza (6'), realizando el conjunto de cojinete (17) durante el proceso de trabajo un movimiento en curva, caracterizada porque entre la biela (5) y el brazo de la pinza (6') está dispuesto un elemento (16) para la compensación de diferentes espesores de las piezas (3, 3') que se han de soldar, cuyo elemento de compensación (16) está compuesto de una carcasa (28) con un árbol de la excéntrica (29) dispuesto móvil en un apoyo (32) y de un dispositivo de bloqueo (30).
2. Pinza de soldadura por puntos (2) según la reivindicación 1, caracterizada porque en el perímetro de la rueda dentada cilíndrica (4) está dispuesto un dentado (12) en el que engrana una rueda dentada (14) acoplada a un reductor y/o a un motor (13).
3. Pinza de soldadura por puntos (2) según la reivindicación 1 ó 2, caracterizada porque el elemento de compensación (16) está dispuesto en uno de los brazos de la pinza (6').
4. Pinza de soldadura por puntos (2) según una de las reivindicaciones 1 a 3, caracterizada porque en ambos brazos de la pinza (6, 6') están dispuestos sendos brazo pivotantes (7, 7'), y los brazos pivotantes (7, 7') están unidos entre sí en los lados opuestos a los brazos de la pinza (6, 6'), por ejemplo por medio de un bulón (8) que forma un eje de giro (9).
5. Pinza de soldadura por puntos (2) según la reivindicación 4, caracterizada porque los brazos pivotantes (7, 7') están dispuestos a una distancia definida del accionamiento (1) y/o a los electrodos (11, 11').
6. Pinza de soldadura por puntos (2) según una de las reivindicaciones 1 a 5, caracterizada porque el elemento de compensación (16), en particular una carcasa (28) o unos escudos del elemento de compensación (16), está o están dispuesto(s) rígido(s) en el brazo de la pinza (6').
7. Pinza de soldadura por puntos (2) según una de las reivindicaciones 1 a 6, caracterizada porque el dispositivo de bloqueo (30) está realizado de tal modo que a partir de un determinado giro del árbol de la excéntrica (29), éste queda bloqueado.
8. Pinza de soldadura por puntos (2) según una de las reivindicaciones 1 a 7, caracterizada porque en la carcasa (28) del elemento de compensación (16) está dispuesto un dispositivo de bloqueo (34) que presenta una prolongación cilíndrica (35), estando introducido el árbol de la excéntrica (29) en un orificio de paso (36) de la prolongación cilíndrica (35).
9. Pinza de soldadura por puntos (2) según la reivindicación 8, caracterizada porque en el árbol de la excéntrica (29) está dispuesto un elemento de fijación (37) que une el árbol de la excéntrica (29) con el dispositivo de bloqueo (34).
10. Pinza de soldadura por puntos (2) según la reivindicación 8 ó 9, caracterizada porque en la prolongación (35) está dispuesto un elemento de reposición (38).
11. Pinza de soldadura por puntos (2) según la reivindicación 10, caracterizada porque el elemento de reposición (38) está realizado como muelle (39).
12. Pinza de soldadura por puntos (2) según la reivindicación 10 u 11, caracterizada porque el elemento de reposición (38) está pretensado entre dos elementos de sujeción, en particular bulones (40, 42).
13. Pinza de soldadura por puntos (2) según una de las reivindicaciones 1 a 12, caracterizada porque la biela (5) del accionamiento (1) va apoyada en el árbol de la excéntrica (29).
14. Pinza de soldadura por puntos (2) según una de las reivindicaciones 1 a 13, caracterizada porque el dispositivo de bloqueo (30) está realizado como freno magnético (31).
15. Pinza de soldadura por puntos (2) según una de las reivindicaciones 1 a 14, caracterizada porque el elemento de compensación (16) se puede ajustar manualmente.
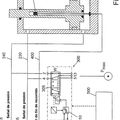
16. Procedimiento para ajustar la presión de una pinza de soldadura por puntos, en el que se desplaza por medio de un accionamiento (1) por lo menos un electrodo (11') de un brazo de la pinza (6') en sentido hacia las piezas (3, 3') que se trata de unir, donde el accionamiento (1) mueve por medio de una rueda dentada cilíndrica (4) y una biela (5) apoyada en ésta el brazo de la pinza (6') con el electrodo (11'), y donde después de establecer contacto el electrodo (11') con las piezas (3, 3'), se incrementa la presión ejercida sobre las piezas (3, 3') por medio del brazo de la pinza (6') y del electrodo (11') dispuesto en éste al seguir moviendo el accionamiento (1), determinándose esta presión por medio de un sensor (43) y transmitiéndose los datos del sensor (43) a un dispositivo de mando, donde al alcanzar un valor de presión predeterminado el accionamiento (1) es regulado por el dispositivo de control de tal modo que se mantiene la presión, efectuándose a continuación la soldadura por puntos, y donde después de realizada la soldadura por puntos se desplaza hacia atrás el electrodo (11'), caracterizado porque durante el movimiento del electrodo (11') en sentido hacia las piezas (3, 3') se lleva a cabo una compensación de la presión o del recorrido por medio de un elemento de compensación (16) dispuesto entre la biela (5) y el brazo de la pinza (6), para lo cual el sensor (43) determina una posición de la rueda dentada cilíndrica (4) y/o del motor (13), y al alcanzar una posición definida, que está situada preferentemente próxima a un punto muerto superior (19) de la rueda dentada cilíndrica (4) se bloquea el elemento de compensación (16) y por lo tanto se lleva a cabo el incremento de presión ejercida por el electrodo (11') sobre las piezas (3, 3').
17. Procedimiento según la reivindicación 16, caracterizado porque la rueda dentada cilíndrica (4) y/o el motor (13) mantienen esta posición al alcanzar una presión definida del electrodo (11') sobre las piezas (3, 3'), con lo cual se mantiene la presión de apriete del electrodo (11') sobre las piezas (3, 3') durante el proceso de soldadura por puntos.
18. Procedimiento según la reivindicación 16 ó 17, caracterizado porque mediante un sensor (43) se determina una posición de la rueda dentada cilíndrica (4) y/o del motor (13) respecto al bloqueo del elemento de compensación (16).
19. Procedimiento según una de las reivindicaciones 16 a 18, caracterizado porque la compensación de la presión o del recorrido tiene lugar por medio de un elemento de compensación (16) de carácter mecánico, que al alcanzar una posición determinada mecánicamente bloquea el elemento de compensación (16) para impedir que pueda seguir aumentando la presión.
20. Procedimiento según una de las reivindicaciones 16 a 19, caracterizado porque antes de iniciar el proceso de soldadura por puntos se abre la pinza de soldadura por puntos (2) y mediante el sensor (43) se determina la posición de referencia de la rueda dentada cilíndrica (4).
21. Procedimiento según una de las reivindicaciones 18 a 20, caracterizado porque los electrodos (11, 11') se desplazan aproximándose entre sí hasta que establezcan contacto con las piezas (3, 3'), a continuación se sigue girando la rueda dentada cilíndrica (4) pero no se sigue aumentando la presión ejercida por los electrodos (11, 11') sobre las piezas (3, 3') a través del elemento de compensación (16), girando para ello un árbol de excéntrica (29) alojado en el elemento de compensación (16) al establecer el contacto con las piezas (3, 3') por medio de un eje (33), donde al alcanzar la posición definida de la rueda dentada cilíndrica (4) se bloquea el árbol de la excéntrica (29) en su sentido de giro de modo que se lleva a cabo una continuación del aumento de presión de los electrodos (11, 11') sobre las piezas (3, 3').
22. Procedimiento según una de las reivindicaciones 16 a 21, caracterizado porque la presión creada se determina mediante un medio (47) dispuesto en la biela (5) y/o en el brazo de la pinza (6') para detectar la presión.
23. Procedimiento según la reivindicación 22, caracterizado porque la presión se determina por medio de la deformación de la biela (5) y/o del brazo de la pinza (6').
Patentes similares o relacionadas:
 DISPOSITIVO DE SOLDADURA CON UN CAPTADOR DE ESFUERZO MONTADO SOBRE UN BRAZO DE PINZA, del 15 de Marzo de 2011, de PEUGEOT CITROEN AUTOMOBILES SA: Dispositivo de soldadura que comprende brazos de pinza sobre los cuales están montados electrodos (2a, 2b), estando destinados los brazos de pinza a aplicar […]
DISPOSITIVO DE SOLDADURA CON UN CAPTADOR DE ESFUERZO MONTADO SOBRE UN BRAZO DE PINZA, del 15 de Marzo de 2011, de PEUGEOT CITROEN AUTOMOBILES SA: Dispositivo de soldadura que comprende brazos de pinza sobre los cuales están montados electrodos (2a, 2b), estando destinados los brazos de pinza a aplicar […]
 PROCEDIMIENTO PARA CONTROLAR UNA UNIDAD DE CILINDRO DE COMPENSACIÓN, EN PARTICULAR PARA UN DISPOSITIVO DE SOLDADURA, del 16 de Febrero de 2011, de NORGREN GMBH: Procedimiento para ajustar una compensación de peso para unos brazos portaelectrodos de un dispositivo de soldadura, presentando el dispositivo de soldadura por […]
PROCEDIMIENTO PARA CONTROLAR UNA UNIDAD DE CILINDRO DE COMPENSACIÓN, EN PARTICULAR PARA UN DISPOSITIVO DE SOLDADURA, del 16 de Febrero de 2011, de NORGREN GMBH: Procedimiento para ajustar una compensación de peso para unos brazos portaelectrodos de un dispositivo de soldadura, presentando el dispositivo de soldadura por […]
 PINZA DE SOLDADURA POR PUNTOS CON COMPENSACION DE LAS PINZAS CON UNA UNIDAD DE COMPENSACION QUE PRESENTA UN ELEMENTO DE CONEXION ARQUEADO, del 13 de Abril de 2010, de FRONIUS INTERNATIONAL GMBH: Pinza de soldadura por puntos con compensación de las pinzas, con un cuerpo base de la pinza , dos brazos de pinza y una unidad de compensación […]
PINZA DE SOLDADURA POR PUNTOS CON COMPENSACION DE LAS PINZAS CON UNA UNIDAD DE COMPENSACION QUE PRESENTA UN ELEMENTO DE CONEXION ARQUEADO, del 13 de Abril de 2010, de FRONIUS INTERNATIONAL GMBH: Pinza de soldadura por puntos con compensación de las pinzas, con un cuerpo base de la pinza , dos brazos de pinza y una unidad de compensación […]
DISPOSITIVO Y PROCEDIMIENTO DE CONTROL DE SOLDADURA POR PUNTOS, del 2 de Noviembre de 2011, de REU-SCHWEISSTECHNIK GMBH: Dispositivo para el control de soldadura por puntos con una mordaza de soporte de electrodos (Z), cuyos electrodos de soldadura (E1, E2) están fijados en los brazos de la mordaza […]
 DISPOSICION DE SOLDADURA PARA LA UNION DE PIEZAS DE TRABAJO MEDIANTE LA SOLDADURA POR RESISTENCIA O LA SOLDADURA A PRESION, del 28 de Octubre de 2010, de FACHHOCHSCHULE JENA: Disposición de soldadura para la soldadura por resistencia, especialmente para la unión de piezas de trabajo por soldadura, sometiéndose a una fuerza P […]
DISPOSICION DE SOLDADURA PARA LA UNION DE PIEZAS DE TRABAJO MEDIANTE LA SOLDADURA POR RESISTENCIA O LA SOLDADURA A PRESION, del 28 de Octubre de 2010, de FACHHOCHSCHULE JENA: Disposición de soldadura para la soldadura por resistencia, especialmente para la unión de piezas de trabajo por soldadura, sometiéndose a una fuerza P […]
Aparato para el remachado, del 7 de Agosto de 2019, de COMAU S.P.A.: Aparato para aplicar remaches en una parte (π) de una superficie plana de una pieza (P), en el que dicha parte (π) de la superficie plana define un eje operativo […]
Robot articulado que lleva un cabezal de soldadura por resistencia eléctrica con electrodos ubicados en el mismo lado, procedimiento correspondiente de soldadura por resistencia eléctrica en un componente a soldar, del 7 de Agosto de 2019, de COMAU S.P.A.: Un robot articulado (R) que lleva un cabezal de soldadura por resistencia eléctrica (T) con electrodos ubicados en el mismo lado, el robot articulado (R) tiene una muñeca […]
Dispositivo de soldadura por resistencia con un sensor de carga, del 15 de Mayo de 2019, de Tecna S.p.A: Dispositivo de soldadura por resistencia, que comprende unos medios para mover entre sí un par de mordazas , que soportan unos respectivos electrodos […]