DISPOSITIVO Y PROCEDIMIENTO DE CONTROL DE SOLDADURA POR PUNTOS.
Dispositivo para el control de soldadura por puntos con una mordaza de soporte de electrodos (Z),
cuyos electrodos de soldadura (E1, E2) están fijados en los brazos de la mordaza y están conectados a un generador de corriente de soldadura (IS), de manera que dicha mordaza (Z) es abierta y cerrada por un dispositivo de impulsión con motor eléctrico (M) comprendiendo un resolver (RES), cuya señal es utilizada por un dispositivo de control (MP) para controlar la mordaza (Z) del soporte de electrodos de soldadura de acuerdo con instrucciones (psoll) y, en el que en estado cerrado, la mordaza de los electrodos (Z) sujeta entre sí objetos (B1, B2) para soldadura entre los electrodos de soldadura (E1, E2) por medio de una corriente del motor predeterminada (MAI), de manera que el generador (IS) de la corriente de soldadura es activado temporalmente por el dispositivo de control (MP) y en el que el dispositivo de control (MP) comprende dispositivos de supervisión (const, max), al que se suministran de manera constante las señales del resolver (RES) y/o una señal medida de la corriente del motor (I(t)) y, en el que un mecanismo de accionamiento de husillo (SG) comprende en el lado de salida un sensor de presión (DS), cuya señal de presión medida (P(t)) es convertida de analógica a digital, filtrada y normalizada y, a continuación, transmitida también a un dispositivo de supervisión (const, max) que analiza la variación de tiempo del mismo para controlar el generador de corriente de soldadura (IS), y una vez que se reconoce un estado casi constante por este dispositivo de supervisión (const), siguiendo una señal próxima para la mordaza (Z) con electrodos de soldadura, se registra un correspondiente primer estado como estado cerrado y se activa el generador de corriente de soldadura (IS) y, posteriormente, tan pronto como se informa por el dispositivo de supervisión (max) la superación de un valor máximo, se registra otro estado cerrado, en el que el generador (IS) de la corriente de soldadura es desactivado y se activa una unidad de temporización de la sujeción (CTT), después de cuya expiración (final) se activa nuevamente el control marcha y paro de la mordaza de los electrodos de soldadura, caracterizado porque los electrodos de soldadura (E1, E2) están soportados cada uno sobre un brazo de la mordaza, que como mínimo, uno de dichos brazos tiene un sensor de deformación (BS, 1), cuya señal medida de curvado (B(t)) es convertida de analógica a digital, filtrada y normalizada y, a continuación, transmitida también a un dispositivo de supervisión (const, max) y una señal sumativa de la señal medida de presión normalizada (P(t)), la señal del resolver (RES), la señal medida de la corriente normalizada (I(t)), y la señal normalizada de curvatura (B(t)) es formada en el dispositivo de supervisión (const, extr)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2002/009446.
B23K11/25TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 11/00 Soldadura por resistencia; Seccionamiento por calentamiento por resistencia. › Dispositivos de vigilancia.
B23K11/25C
B23K11/25C2
B23K11/25C4
B23K11/25C8
Clasificación PCT:
B23K11/25B23K 11/00 […] › Dispositivos de vigilancia.
Clasificación antigua:
B23K11/25B23K 11/00 […] › Dispositivos de vigilancia.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
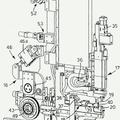
Dispositivo y procedimiento de control de soldadura por puntos La invención se refiere a un dispositivo de control para la soldadura por puntos con una mordaza de soldadura, cuyos electrodos de soldadura están fijados en los brazos de la mordaza y conectados a un generador de corriente para la soldadura, y con un dispositivo de accionamiento mediante motor eléctrico, en el que está dispuesto un resolver (RES), con cuyas señales, mediante un dispositivo de control, se controlan las instrucciones de apertura y cierre de la mordaza de soldadura y, de manera que en situación de cierre de la mordaza de soldadura, ésta mantiene entre los electrodos de soldadura los objetos a soldar prensados entre sí mediante una corriente predeterminada del motor, de manera que el generador de corriente de soldadura es activado temporalmente por el dispositivo de control y, el dispositivo de control comprende dispositivos de supervisión a los que se alimentan de manera continua las señales del resolver y/o una señal de medición de la corriente del motor y porque en el dispositivo de accionamiento del husillo está dispuesto, por el lado del accionamiento, un detector de presión, cuya señal de presión es transformada de forma analógica/digital, es filtrada y normalizada, y alimentada también al dispositivo de supervisión, el cual analiza las señales alimentadas con respecto a su variación en el tiempo, y las utiliza para el control del generador de la corriente de soldadura tan pronto como dicho dispositivo de supervisión, de acuerdo con un control de cierre de la mordaza de soldadura, reconoce un estado casi constante, almacena un primer estado correspondiente como estado cerrado y activa el generador de corriente de soldadura después de que el dispositivo de supervisión haya señalado la superación de un valor máximo, almacena otro estado cerrado siguiente, de manera que desactiva el generador de corriente de soldadura y activa un indicador de tiempo de espera, a cuya finalización termina el estado de cierre adicional y libera nuevamente el control de apertura y cierre del mismo. Por el documento WO 01 58636 se conoce un dispositivo de control de soldadura de este tipo. Este requiere, para conseguir señales de comunicación utilizables, que actúan para el control del proceso de soldadura, en especial en la soldadura de chapas delgadas, cuya variación de espesor es, de modo correspondiente, reducida en el lugar de soldadura durante el proceso de soldadura, unos brazos de la mordaza relativamente rígidos. Además, se conoce por el documento EP1118417A un dispositivo de control de la soldadura por puntos, en el que está dispuesto o bien un sensor de presión en un elemento posicionador de electrodos con brazos de la mordaza muy rígidos, o un sensor de deformación en un brazo de electrodos de la mordaza relativamente débil. Durante el proceso de soldadura, la variación del grosor del punto de soldadura es determinado de manera tal que la fuerza de presión medida, o bien la deformación medida, es multiplicada por un constante de resorte del dispositivo de mordaza. Las influencias del motor y del dispositivo de accionamiento, que se encuentran en el circuito de las fuerzas que se presentan durante la medición de la fuerza en la mordaza, no son tenidas en cuenta, lo cual puede conducir a errores de medición. Además, se conoce por el documento US 2001/045413A1 una mordaza para la soldadura por puntos, cuyo primer brazo está fijado a un robot de posicionado, presenta una constante de resorte y un primer sensor de solicitación y, cuyo segundo brazo, presenta una segunda constante de resorte y un segundo sensor de solicitación, y el electrodo de soldadura está conectado con intermedio de un dispositivo de posicionamiento dotado de motor eléctrico que contiene un detector de posición. Las señales de ambos sensores de solicitación, que son sensores de fuerza o de curvatura, son normalizadas por las constantes de resorte. La señal del detector de posición es alimentada conjuntamente con las señales normalizadas a un dispositivo de control del motor y, conjuntamente, estas señales sirven para la determinación del espesor del punto de soldadura entre los electrodos de soldadura con la finalidad del proceso de soldadura. Las variaciones de longitud que en el dispositivo de accionamiento, sometido a elevada carga, afectado por acciones de bloqueo, se pueden presentar durante la soldadura, falsean la medición de espesor y comportan alteraciones del control del proceso. La soldadura por resistencia por puntos es utilizada, especialmente, en la fabricación de automóviles, para la unión de chapas con grosores de 0,5 a 3,5 mm. Los electrodos de soldadura presionan dichas chapas entre sí en la zona de soldadura, de manera que se conectan una después de otra tres zonas de transferencia de corriente, de las que dos son las superficies de contacto de los electrodos refrigerados con la chapa inmediata y una es la de una chapa a la otra. Para una buena soldadura, la resistencia de una chapa a la otra debe ser lo más elevada posible en comparación con las resistencias en las superficies de contacto de los electrodos, de manera que los electrodos no se fundan y se fijen en la superficie de las chapas, en especial cuando están dotadas de una capa de protección galvánica y, por otra parte, que se constituya entre las chapas una zona de fusión en forma de lente. La zona de fusión debe atravesar sustancialmente las chapas, pero no se debe romper superficialmente cerca de los electrodos o lateralmente entre las chapas, para que no se produzcan proyecciones de material y se consiga una unión completa, casi pasante, después del enfriamiento del lugar de la soldadura. El evitar chipas y proyecciones tiene también la gran ventaja de que no se producen ensuciamientos en los objetos a soldar y en los aparatos de soldadura, y se pueden ahorrar trabajos posteriores de limpieza, mantenimiento, y repaso, y, asimismo, se pueda prescindir de dispositivos de protección contra proyecciones en la instalación. 2 ES 2 367 278 T3 Es un objetivo de la invención, la mejora del dispositivo descrito en lo anterior, para la soldadura controlada, en su proceso dinámico, y también para la soldadura de chapas muy delgadas, incluso en el caso de utilización de brazos de la mordaza de soldadura relativamente elásticos. La solución consiste en que cada uno de los electrodos de soldadura está soportado de manera correspondiente por un brazo de la mordaza, como mínimo, en uno de ellos está dispuesto un sensor de curvatura, cuya señal de curvatura se transforma de modo digital-analógico, se filtra y se normaliza y también es alimentada al dispositivo de supervisión, y constituyéndose en el dispositivo de supervisión, una señal sumatoria a base de la señal de presión normalizada, la señal del resolver, la señal de la corriente normalizada, y la señal de deformación normalizada. En las reivindicaciones dependientes, se dan a conocer disposiciones ventajosas. El circuito eléctrico de ajuste para el desplazamiento de los electrodos y el presionado de los electrodos presenta una señal externa nominal, mediante la cual se determina la corriente que, finalmente, mediante la acción del motor produce a través de los elementos de acoplamiento mecánico, el accionamiento de la mordaza y el presionado de los electrodos. Si varía el grosor del objeto a soldar por la corriente de soldadura, para una alimentación constante de corriente del motor, se señalizará una variación correspondiente por el detector de señal, que servirá para el control de la corriente de soldadura. Constituye una alternativa para el control del motor, después de haber alcanzado una fuerza de presión determinada, de acuerdo con una corriente determinada, el mantenimiento constante de la distancia predeterminada de los electrodos, de manera que aumenta la corriente del motor, regulada de manera correspondiente, dependiendo de las fuerzas de dilatación térmica crecientes por el proceso de soldadura, y su variación temporal sirve para el control de la corriente de soldadura. Una combinación del desarrollo o variación de la señal de recorrido y de la variación de la corriente del motor, se puede utilizar ventajosamente para el control de la corriente de soldadura, y una sucesión temporal de ambas alternativas se puede utilizar ventajosamente cuando se varía la magnitud de regulación, de manera que, por ejemplo, al principio se utilizará el control de recorrido constante, de manera que se controlará la variación de corriente y se procederá, de acuerdo con un proceso de valor límite, a una regulación de corriente constante, de manera que la variación de señal de recorrido será controlada. Los parámetros a escoger para una soldadura óptima dependen de los materiales a soldar, de sus características superficiales y recubrimientos, de la... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo para el control de soldadura por puntos con una mordaza de soporte de electrodos (Z), cuyos electrodos de soldadura (E1, E2) están fijados en los brazos de la mordaza y están conectados a un generador de corriente de soldadura (IS), de manera que dicha mordaza (Z) es abierta y cerrada por un dispositivo de impulsión con motor eléctrico (M) comprendiendo un resolver (RES), cuya señal es utilizada por un dispositivo de control (MP) para controlar la mordaza (Z) del soporte de electrodos de soldadura de acuerdo con instrucciones (psoll) y, en el que en estado cerrado, la mordaza de los electrodos (Z) sujeta entre sí objetos (B1, B2) para soldadura entre los electrodos de soldadura (E1, E2) por medio de una corriente del motor predeterminada (MAI), de manera que el generador (IS) de la corriente de soldadura es activado temporalmente por el dispositivo de control (MP) y en el que el dispositivo de control (MP) comprende dispositivos de supervisión (const, max), al que se suministran de manera constante las señales del resolver (RES) y/o una señal medida de la corriente del motor (I(t)) y, en el que un mecanismo de accionamiento de husillo (SG) comprende en el lado de salida un sensor de presión (DS), cuya señal de presión medida (P(t)) es convertida de analógica a digital, filtrada y normalizada y, a continuación, transmitida también a un dispositivo de supervisión (const, max) que analiza la variación de tiempo del mismo para controlar el generador de corriente de soldadura (IS), y una vez que se reconoce un estado casi constante por este dispositivo de supervisión (const), siguiendo una señal próxima para la mordaza (Z) con electrodos de soldadura, se registra un correspondiente primer estado como estado cerrado y se activa el generador de corriente de soldadura (IS) y, posteriormente, tan pronto como se informa por el dispositivo de supervisión (max) la superación de un valor máximo, se registra otro estado cerrado, en el que el generador (IS) de la corriente de soldadura es desactivado y se activa una unidad de temporización de la sujeción (CTT), después de cuya expiración (final) se activa nuevamente el control marcha y paro de la mordaza de los electrodos de soldadura, caracterizado porque los electrodos de soldadura (E1, E2) están soportados cada uno sobre un brazo de la mordaza, que como mínimo, uno de dichos brazos tiene un sensor de deformación (BS, 1), cuya señal medida de curvado (B(t)) es convertida de analógica a digital, filtrada y normalizada y, a continuación, transmitida también a un dispositivo de supervisión (const, max) y una señal sumativa de la señal medida de presión normalizada (P(t)), la señal del resolver (RES), la señal medida de la corriente normalizada (I(t)), y la señal normalizada de curvatura (B(t)) es formada en el dispositivo de supervisión (const, extr). 2. Dispositivo de control, según la reivindicación 1, caracterizado porque cuando se lleva a cabo una serie de ajustes de parámetros del proceso de soldadura, se incrementa la corriente eléctrica máxima (IM) en etapas con cada proceso de soldadura hasta que un cambio brusco en las señales de entrada (RES, I(t), P(t), B(t)), o en sus señales sumativas, provoca que el dispositivo de supervisión (const, extr) señale una alteración, de manera que la corriente eléctrica máxima (IM) es predeterminada en un valor más bajo para el proceso de soldadura siguiente. 3. Dispositivo de control, según cualquiera de las reivindicaciones anteriores, caracterizado porque después de que la mordaza de electrodos (Z) está cerrada, el generador de corriente de soldadura (IS) suministra, como mínimo, un impulso de corriente de calentamiento (IH1 - IH3), de manera que se controla una reducción en la señal sumativa por el dispositivo de supervisión (const, extr), y cuando la señal sumativa es reducida en menos de una magnitud predeterminada no se genera otros impulsos de corriente de calentamiento (IH2, IH3), sino la corriente de soldadura (ISS) por el generador de corriente de soldadura (IS). 4. Dispositivo de control, según cualquiera de las reivindicaciones anteriores, caracterizado porque se mide la velocidad de desplazamiento (W, W1) de la señal sumativa directamente o indirectamente en el dispositivo de supervisión (const, extr) durante el tiempo de soldadura (tS) y, dependiendo de si la velocidad de desplazamiento predeterminada (WN) se ha superado o no, siendo desconectada la corriente de soldadura (ISS) más pronto o más tarde con respecto a la aparición de un máximo (Smax) de la señal sumativa en el dispositivo de control (const, extr) y es predeterminada, de acuerdo con ello, para el siguiente proceso de soldadura. 5. Dispositivo de control, según cualquiera de las reivindicaciones anteriores, caracterizado porque cuando se utilizan electrodos de soldadura esféricos (E1, E2) se controla la reducción de la señal sumativa en el dispositivo de supervisión (const, extr) en un periodo inicial del tiempo de soldadura (tS) y la magnitud y temporización de dicha reducción sean utilizados como criterios de control para la curva de la corriente de soldadura (ISS). 6. Dispositivo de control, según cualquiera de las reivindicaciones anteriores, caracterizado porque se determina la variación a lo largo del tiempo de la correlación entre la señal medida de presión (P(t)) y/o la señal medida de curvatura (B(t)) por una parte, y la variación de corriente del motor a lo largo del tiempo (I(t)) por otra, y la curva de dicha correlación es comparada con una curva preregistrada de este tipo, y si la diferencia entre las dos curvas supera un valor predeterminado, se emite un mensaje de error. 7. Dispositivo de control, según cualquiera de las reivindicaciones anteriores, caracterizado porque se mide directa o indirectamente durante el tiempo de soldadura (tS), la velocidad de cambio (W, W1) de la señal sumativa en el dispositivo de supervisión (const, extr) y, dependiendo de si se supera o queda por debajo de una velocidad de cambio predeterminada (WN), se predetermina una velocidad de aumento (N) del incremento de la corriente 12 ES 2 367 278 T3 eléctrica y/o una corriente eléctrica máxima (IM) reducida o incrementada para el generador de corriente de soldadura (IS). 8. Dispositivo de control, según cualquiera de las reivindicaciones anteriores, caracterizado porque en un sistema de impulsión con motor eléctrico, que es autobloqueante en inversión, la velocidad de cambio (W, W1) de la señal medida de presión (P(t)) y/o la señal medida de curvatura (B(t)) es medida directamente o indirectamente y, dependiendo de si supera o se queda por debajo de una velocidad de cambio predeterminada (WN), se predetermina una velocidad de aumento (N) del incremento de la corriente eléctrica y/o una corriente eléctrica máxima (IM) reducida o incrementada, y la corriente de soldadura (ISS) es desconectada más pronto o más tarde con respecto a la aparición de un máximo (Smax) en el dispositivo de supervisión y, se predetermina de acuerdo con ello para el siguiente proceso de soldadura. 9. Dispositivo de control, según cualquiera de las reivindicaciones anteriores, caracterizado porque en la primera situación de cierre y/o en otras situaciones de cierre, la corriente del motor (MAI) es controlada de manera tal que la distancia de los electrodos de soldadura (CTS), constantemente determinada por la suma de las señales del resolver (RES) se mantiene casi constante o de acuerdo con una variación de tiempo predeterminada. 10. Dispositivo de control, según la reivindicación 9, caracterizado porque una variación a lo largo del tiempo de la señal medida de la corriente del motor (I(t)) es almacenada en una memoria (MEM) y es dispuesta para procesos de soldadura subsiguientes como componente de valor objetivo de la corriente del motor (I(t) h) respectivamente, y el valor de la corriente objetivo formada, que se forma adicionalmente con el mismo, determina la corriente del motor (MAI) con intermedio de un controlador la corriente del motor. 11. Dispositivo de control, según la reivindicación 1, caracterizado porque el dispositivo de control (MP) es un microprocesador, en el que se implementan, controlados por programas, el dispositivo de supervisión (const, max), la unidad de temporización de sujeción (CTT), un estado de almacenamiento FF) y señales de conversión de estado a control para el generador de corriente de soldadura (IS) y la corriente del motor (MAI), al que se transmiten, mediante medios de entrada, un teclado (TA) y/o una línea de datos (DL) los respectivos parámetros: valores de normalización (NO) y límites de instrucciones de posición (psoll). 12. Dispositivo de control, según la reivindicación 11, caracterizado porque el microprocesador (MP) está conectado en su lado de salida con un dispositivo de visualización (D), sobre el cual se visualizan numéricamente y/o gráficamente la variación de corriente a lo largo del tiempo (I(t)), la variación de la distancia de los electrodos de soldadura a lo largo del tiempo (CTS) que es determinada constantemente por la suma de las señales de resolver (RES) y la señal sumativa en estados cerrados, así como la superación de límites predeterminados (Lim). 13. Dispositivo de control, según cualquiera de las reivindicaciones anteriores, caracterizado porque el generador de corriente de soldadura (IS) es accionado de manera tal que la corriente de soldadura suministrada (ISS) aumenta con retraso de tiempo hasta una corriente máxima predeterminada (IM). 14. Dispositivo de control, según cualquiera de las reivindicaciones anteriores, caracterizado porque la señal sumativa es supervisada por el dispositivo de supervisión (const, extr) en cuando a un cambio brusco próximo al final del suministro de corriente de soldadura o después del mismo, y se emite un mensaje de error cuando tiene lugar, y un retraso mayor en el incremento de la corriente de soldadura y/o una reducción escalonada de la corriente máxima (IM) es predeterminada para un ciclo de soldadura subsiguiente. 13 ES 2 367 278 T3 14 ES 2 367 278 T3
Patentes similares o relacionadas:
Robot articulado que lleva un cabezal de soldadura por resistencia eléctrica con electrodos ubicados en el mismo lado, procedimiento correspondiente de soldadura por resistencia eléctrica en un componente a soldar, del 7 de Agosto de 2019, de COMAU S.P.A.: Un robot articulado (R) que lleva un cabezal de soldadura por resistencia eléctrica (T) con electrodos ubicados en el mismo lado, el robot articulado (R) tiene una muñeca […]
Aparato para el remachado, del 7 de Agosto de 2019, de COMAU S.P.A.: Aparato para aplicar remaches en una parte (π) de una superficie plana de una pieza (P), en el que dicha parte (π) de la superficie plana define un eje operativo […]
Dispositivo de soldadura por resistencia con un sensor de carga, del 15 de Mayo de 2019, de Tecna S.p.A: Dispositivo de soldadura por resistencia, que comprende unos medios para mover entre sí un par de mordazas , que soportan unos respectivos electrodos […]
Cabezal de soldadura para una máquina para la formación de malla metálica, procedimiento de soldadura relativa y máquina para la formación de malla metálica utilizando dicho cabezal de soldadura, del 4 de Octubre de 2018, de M.E.P. MACCHINE ELETTRONICHE PIEGATRICI S.P.A.: Cabezal de soldadura para la formación de una malla metálica que comprende alambres longitudinales y alambres transversales , que comprende al menos una unidad de alimentación […]
Procedimiento para el control y/o la regulación de un movimiento de pinza portaelectrodos, del 5 de Abril de 2017, de SWAC ELECTRONIC GMBH: Procedimiento para el control y/o la regulación de un movimiento de pinza portaelectrodos por medio de un accionamiento de pinza portaelectrodos […]
Procedimiento y dispositivo de soldadura para la determinación de la intensidad de la corriente de soldadura al soldar marcos de recipientes, del 18 de Enero de 2017, de SOUDRONIC AG: Procedimiento para la determinación de la intensidad de corriente de soldadura a emplear para la soldadura eléctrica de costuras de resistencia a tope por costura de soldaduras […]
Procedimiento y dispositivo de soldadura para determinar la corriente eléctrica de soldadura a aplicar durante la soldadura de engastes de envases, del 14 de Diciembre de 2016, de SOUDRONIC AG: Procedimiento para determinar la corriente de soldadura a aplicar durante la soldadura de costuras con resistencia de engastes de envases sucesivos, que presentan […]
Método y sistema para soldar partes juntas utilizando un proceso de soldadura con recalcado por resistencia, del 29 de Junio de 2016, de Fontijne Grotnes B.V: Un método para soldar partes soldables juntas, por ejemplo para soldar objetos anulares, en donde las partes (1A, 1B) se someten a un proceso de soldadura térmica […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Cabezal de soldadura para una máquina para la formación de malla metálica, procedimiento de soldadura relativa y máquina para la formación de malla metálica utilizando dicho cabezal de soldadura, del 4 de Octubre de 2018, de M.E.P. MACCHINE ELETTRONICHE PIEGATRICI S.P.A.: Cabezal de soldadura para la formación de una malla metálica que comprende alambres longitudinales y alambres transversales , que comprende al menos una unidad de alimentación […]
Cabezal de soldadura para una máquina para la formación de malla metálica, procedimiento de soldadura relativa y máquina para la formación de malla metálica utilizando dicho cabezal de soldadura, del 4 de Octubre de 2018, de M.E.P. MACCHINE ELETTRONICHE PIEGATRICI S.P.A.: Cabezal de soldadura para la formación de una malla metálica que comprende alambres longitudinales y alambres transversales , que comprende al menos una unidad de alimentación […]