FORMACIÓN DE CÁPSULAS.
Procedimiento para formar componentes de cápsula de envoltura dura en el cual los componentes de cápsula se forman a partir de un material que experimenta gelificación al calentarse,
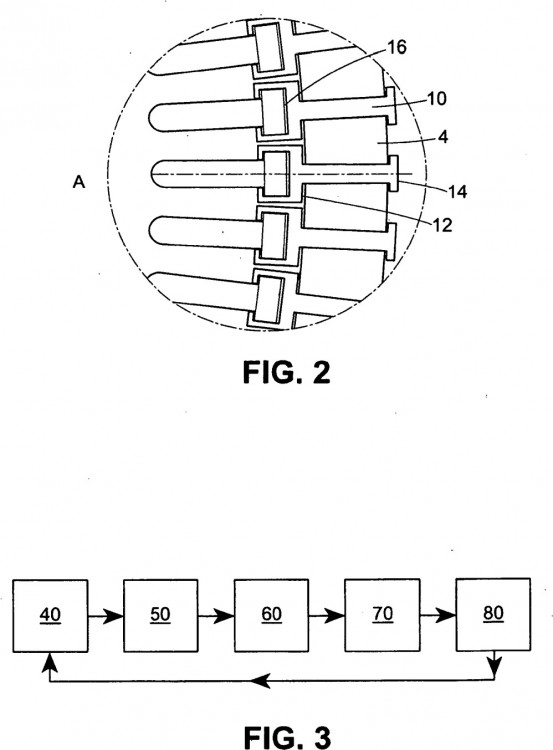
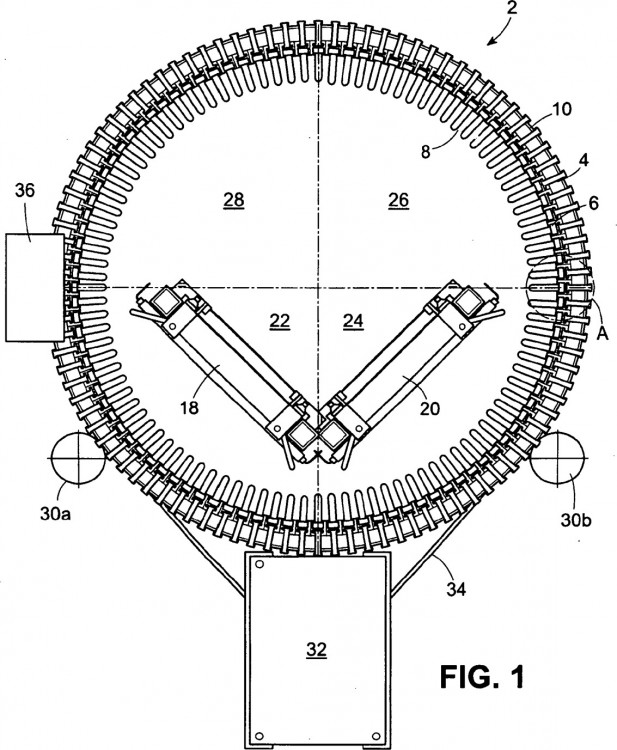
incluyendo el procedimiento: precalentar una pluralidad de moldes (8) de componentes a una temperatura superior a la temperatura de gelificación del material de cápsula, sumergir los moldes (8) precalentados en una solución del material de cápsula; y transferir los moldes (8) junto con sus respectivos componentes moldeados a una estación de secado (60), incluyendo la estación de secado (60) una primera sección en la cual los moldes (8) son sometidos a una temperatura en el intervalo de 50 a 90ºC a una humedad relativa del 20 al 90%, caracterizado porque la etapa de precalentamiento incluye colocar los moldes dentro de un horno (40) durante un tiempo suficiente para calentar los moldes (8) a la temperatura deseada y retirar los moldes del horno cuando están a la temperatura deseada y el horno (40) incluye un tambor cilíndrico (4) que incluye una pluralidad de elementos de retención (10) de soportes de moldes llevados sobre la superficie orientada hacia dentro del mismo y cada soporte de molde (6) es guiado dentro de un elemento de retención respectivo
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2007/003144.
Solicitante: PFIZER PRODUCTS INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: EASTERN POINT ROAD GROTON, CT 06340 ESTADOS UNIDOS DE AMERICA.
Inventor/es: VANQUICKENBORNE,STEFAAN JAAK, DE BOCK,Jan Juilen Irma, SINNAEVE,Jan Donaat.
Fecha de Publicación: .
Fecha Solicitud PCT: 17 de Octubre de 2007.
Clasificación Internacional de Patentes:
- A61J3/07B3
Clasificación PCT:
- A61J3/07 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61J RECIPIENTES ESPECIALMENTE ADAPTADOS PARA USOS MEDICOS O FARMACEUTICOS; DISPOSITIVOS O METODOS ESPECIALMENTE CONCEBIDOS PARA CONFERIR A LOS PRODUCTOS FARMACEUTICOS UNA FORMA FISICA O DE ADMINISTRACION PARTICULAR; DISPOSITIVOS PARA ADMINISTRAR ALIMENTOS O MEDICINAS VIA ORAL; CHUPETES PARA BEBES; ESCUPIDERAS. › A61J 3/00 Dispositivos o métodos especialmente concebidos para conferir a los productos farmacéuticos una forma física o de administración particular (aspectos químicos ver las clases correspondientes). › en forma de cápsulas o de pequeños recipientes similares que se administran vía oral.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
PDF original: ES-2357452_T3.pdf
Fragmento de la descripción:
La presente invención se refiere a un procedimiento y un aparato para formar componentes de cápsula de envoltura dura, en los cuales los componentes de cápsula se forman a partir de un material que experimenta gelificación al calentarse.
La mayoría de las cápsulas de envoltura dura se fabrican a partir de gelatina. De este modo, los aparatos 5 comercialmente disponibles para fabricar cápsulas de envoltura dura se basa en el uso de gelatina como material de cápsulas.
Sin embargo, existe una necesidad de cápsulas de envoltura dura que se fabrican a partir de materiales distintos de la gelatina. Muchos de estos materiales son polímeros que experimentan termogelificación, es decir, forman un gel al calentarse. Por el contrario la gelatina gelifica al enfriarse. Los ejemplos de los polímeros 10 termogelificantes incluyen polímeros celulósicos, tales como metilcelulosa e hidroxipropilmetilcelulosa (HP-MC).
El cambio del uso de gelatina para formar las cápsulas a un material termogelificante causa problemas con el aparato de formación de cápsulas. Típicamente, el aparato se dispone para sumergir moldes fríos en un baño que contiene una solución calentada de gelatina. Los moldes son transportados a través de una serie de hornos o estufas de secado para eliminar el disolvente (típicamente agua o una mezcla de agua/alcohol) y formar los 15 componentes de cápsula endurecidos en los moldes. Los hornos de secado se disponen para secar y enfriar los componentes de cápsula moldeados a la velocidad óptima con el fin de no comprometer la calidad de las cápsulas.
Sin embargo, los expertos en la técnica, aprecian que el aparato necesita ser significativamente modificado para ser usado para formar componentes de cápsula a partir de materiales termogelificantes tales como HPMC. Por ejemplo, se ha encontrado que son los componentes moldeados se enfrían demasiado rápido, experimentan una 20 transición de fase volviendo de un estado de gel a un estado líquido, que, evidentemente da como resultado bien componentes de cápsula de baja calidad o que no quede material para cápsulas o muy poco sobre el molde.
La presente invención se propone solucionar o mejorar al menos uno de los problemas de adaptación del aparato normalmente usado para moldear componentes de cápsula de gelatina, tales como los de los documentos EP0056825 o US 5945136, para poder formar componentes de cápsulas formados a partir de un material 25 termogelificante.
Según un primer aspecto de la invención, se proporciona un procedimiento, según la reivindicación 1, para formar componentes de envoltura de cápsula dura a partir de un material que experimenta gelificación al calentarse, incluyendo el procedimiento: precalentar una pluralidad de moldes de componentes a una temperatura superior a la temperatura de gelificación del material de cápsula, sumergir los moldes precalentados en una solución del material 30 de cápsula; y transferir los moldes junto con sus respectivos componentes moldeados a una estación de secado, incluyendo la estación de secado una primera sección en la cual los moldes son sometidos a una temperatura en el intervalo de 50 a 90ºC a una humedad relativa del 20 al 90%.
Las mayores diferencias entre la presente invención y el procedimiento conocidos de moldeado de componentes de cápsulas de gelatina son la etapa de precalentamiento que precalienta los moldes a una 35 temperatura superior a la temperatura de gelificación y la primera sección de la estación de secado. Se ha encontrado que es necesario mantener el calor en la primera sección relativamente alto con el fin de evitar que los componentes de cápsula moldeados se enfríen por debajo de la temperatura de gelificación y se licuen. Sin embargo, esta temperatura relativamente alta puede hacer que los componentes moldeados se sequen demasiado rápidamente, haciendo que existen causando de este modo tensiones y esfuerzos elevados dentro de los 40 componentes. A su vez, esto produce componentes de cápsula de baja calidad que a menudo contienen grietas o hendiduras.
Manteniendo la temperatura y la humedad relativa dentro de los intervalos anteriormente definidos en la primera sección, se pueden obtener componentes de cápsula de calidad aceptable.
El término “humedad relativa” se usa en la presente memoria para significar la relación de la presión de 45 vapor de agua real en un momento dado respecto de la presión de vapor que se produciría si el aire estuviese saturado a la misma temperatura ambiente.
Existen muchas tecnologías para instrumentos de medición de la humedad. Los instrumentos capacitivos o dieléctricos tienen un material que absorbe la humedad, que cambia sus propiedades dieléctricas y refuerza su capacitancia. La tecnología de espejo enfriado usa un espejo que se enfría hasta el punto en el cual la humedad 50 empieza a condensarse sobre el mismo. Esta temperatura es el punto de rocío. Con la tecnología electrolítica, la humedad es proporcional a la corriente necesaria para electrolizarlo a partir de un desecador. Para los sensores de tipo resistividad o impedancia, un material absorbe la humedad, el cual cambia su resistividad o impedancia. En los instrumentos medidores de tensiones, un material absorbe agua, se expande y se mide con un medidor de tensiones. Los psicrómetros, a menudo denominados bulbos húmedo/seco, miden la humedad relativa midiendo la 55
diferencia de temperatura entre dos termómetros uno húmedo y otro seco.
Una definición alternativa de la combinación de la temperatura y la humedad es proporcionada por la temperatura del bulbo húmedo. La temperatura del bulbo húmedo se define como sigue: la temperatura que tendría una pequeña masa de aire si se enfriase adiabáticamente a la saturación a presión constante por evaporación de agua en su interior, siendo suministrado todo el calor latente por la pequeña masa de aire. Para la presente 5 invención, la primera sección de la sección de secado se puede mantener a una temperatura de bulbo húmedo de 35ºC o más.
De este modo, la primera sección de la estación de secado puede someter los componentes de cápsula a una temperatura en el intervalo de 50 a 90ºC a una humedad relativa de entre 20 y 90%, siempre que la temperatura de bulbo húmedo en la primera sección sea 35ºC o más. 10
En algunos ejemplos, la temperatura es 55-85ºC y la humedad relativa es de 20-70%. En otra realización de la invención, la temperatura es 60-85ºC y la humedad relativa es de 20-60%.
Las condiciones de secado se pueden también o alternativamente definir como la provisión de un entorno dentro de la primera sección de la estación de secado en la cual la temperatura de bulbo húmedo es de 40ºC o más, opcionalmente 45ºC o más. 15
La temperatura y humedad dentro de la primera sección de la estación de secado se consiguen forzando aire calentado, humidificado a través de la primera sección. Opcionalmente, los moldes se pueden desplazar en una primera dirección a través de la primera sección de la estación de secado y la corriente de aire se puede dirigir perpendicularmente a la dirección de desplazamiento de los moldes. De este modo, donde la primera sección de la estación de secado es alargada y los moldes se transportan longitudinalmente a través de la primera sección, la 20 dirección del flujo de aire puede ser transversal a la dirección de desplazamiento.
La estación de secado puede incluir una segunda sección corriente debajo de la primera sección. En algunas realizaciones de la invención que incluyen una segunda sección, la segunda sección somete los componentes de cápsula moldeados a una temperatura de 30-60ºC y una humedad del 20-90%. En otras realizaciones, la segunda sección proporciona una temperatura de 35-55ºC y una humedad del 20-70%. 25
Expresada en términos de temperaturas de bulbo húmedo, la segunda sección puede proporcionar una temperatura de bulbo húmedo de 20-30ºC.
El material termogelificante puede ser un material celulósico, tal como metilcelulosa, hidroximetilcelulosa o hidroxipropilmetilcelulosa (HPMC). En una realización de la invención, el material termogelificante es HPMC.
Con el fin de acondicionar apropiadamente los componentes de cápsula moldeados en la primera sección 30 de la estación de secado, pueden quedar retenido dentro de la primera sección durante un periodo de 60-600 segundos.
En un ejemplo, el tiempo de residencia dentro de la... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para formar componentes de cápsula de envoltura dura en el cual los componentes de cápsula se forman a partir de un material que experimenta gelificación al calentarse, incluyendo el procedimiento:
precalentar una pluralidad de moldes (8) de componentes a una temperatura superior a la temperatura de gelificación del material de cápsula,
sumergir los moldes (8) precalentados en una solución del material de cápsula; y 5
transferir los moldes (8) junto con sus respectivos componentes moldeados a una estación de secado (60),
incluyendo la estación de secado (60) una primera sección en la cual los moldes (8) son sometidos a una temperatura en el intervalo de 50 a 90ºC a una humedad relativa del 20 al 90%, caracterizado porque la etapa de precalentamiento incluye colocar los moldes dentro de un horno (40) durante un tiempo suficiente para calentar los moldes (8) a la temperatura deseada y retirar los moldes del horno cuando están a la 10 temperatura deseada y el horno (40) incluye un tambor cilíndrico (4) que incluye una pluralidad de elementos de retención (10) de soportes de moldes llevados sobre la superficie orientada hacia dentro del mismo y cada soporte de molde (6) es guiado dentro de un elemento de retención respectivo.
2. Procedimiento según la reivindicación 1, en el cual el material de cápsula es un material celulósico.
3. Procedimiento según la reivindicación 1 o la reivindicación 2, en el cual los componentes de cápsula 15 moldeados están retenidos dentro de la primera sección de la estación de secado (60) durante 60-600 segundos.
4. Procedimiento según cualquier reivindicación anterior, en el cual la solución de material de cápsula se mantiene a una temperatura de 25-35ºC.
5. Procedimiento según cualquier reivindicación anterior, en el cual el disolvente para el material de cápsula comprende agua. 20
6. Procedimiento según cualquier reivindicación anterior, en el cual los moldes (8) son llevados sobre un soporte de moldes (6).
7. Procedimiento según cualquier reivindicación anterior, en el cual los moldes (8) se precalientan a una temperatura de 55-95ºC durante la etapa de precalentamiento.
8. Procedimiento según cualquier reivindicación anterior, en el cual los moldes (8) se precalientan durante la 25 etapa de precalentamiento a una temperatura tal que los moldes tienen una temperatura de 55-95ºC cuando se sumergen en la solución del material de cápsula.
9. Procedimiento según cualquiera de las reivindicaciones 1 a 8, en el cual el horno (40) incluye una zona de calentamiento (22, 24) en la cual se aplica calor a los moldes (8) y una zona de mantenimiento térmico (26, 28) donde se deja que la temperatura de los moldes se iguale con la temperatura deseada, y los moldes (8) se 30 desplazan de la zona calentamiento (22, 24) a la zona de mantenimiento térmico (26, 28).
10. Procedimiento según cualquiera de las reivindicaciones 1 a 9, en el cual los moldes (8) están retenidos dentro del horno (40) durante 60-300 segundos.
11. Procedimiento según cualquiera de las reivindicaciones 1 a 10, en el cual un conjunto de moldes (8) se dispone sobre un soporte de moldes (6) y el horno (40) se adapta para recibir una pluralidad de soporte de moldes 35 (60).
12. Procedimiento según cualquiera de las reivindicaciones 1 a 11, en el cual los elementos de retención (10) están separados circunferencialmente alrededor de la superficie orientada hacia dentro del tambor (4) cilíndrico, el tambor es accionado para girar alrededor de su eje, y el horno (40) incluye un orificio de entrada de elemento portador y un orificio de salida de elemento portador, con lo cual un soporte de moldes (6) no calentado es guiado 40 dentro de un respectivo elemento portador del tambor (4) por el orificio de entrada, se calienta en el tambor (4) a medida que gira y se expulsa del tambor a la temperatura deseada cuando el soporte de moldes (6) llega al orificio de salida.
13. Aparato para formar componentes de cápsula de envoltura dura, en el cual los componentes de cápsula se forman a partir de un material que experimenta gelificación al calentarse, comprendiendo el aparato una estación de 45 calentamiento (40) adaptada para calentar una pluralidad de moldes (8) de componentes a una temperatura deseada; una estación de moldeo (50) que comprende un depósito que contiene una solución del material de cápsulas; una estación de secado (60); y un sistema de transporte adaptado para transportar las capsulas desde la estación de calentamiento (40) a la estación de moldeo (50) y desde la estación de moldeo (50) a la estación de secado (60), incluyendo la estación de secado una primera sección que está adaptada para proporcionar una 50
temperatura de 50-90ºC a una humedad relativa del 20-90%, caracterizado porque la estación de calentamiento comprende un horno (40) que incluye una parte cilíndrica, incluyendo dicha parte cilíndrica del horno (40) un aparato de mando (32) adaptado para girar alrededor de su eje.
14. Aparato según la reivindicación 13, en el cual el material de cápsula es un material celulósico.
15. Aparato según la reivindicación 13 o la reivindicación 14, en el cual el sistema de transporte proporciona 5 los componentes de cápsula moldeados con un tiempo de residencia en la primera sección de la estación de secado (60) de 60-600 segundos.
16. Aparato según cualquiera de las reivindicaciones 13 a 15, en el cual la estación de calentamiento (40) está adaptada para calentar los moldes a una temperatura de 55-95ºC.
17. Aparato según cualquiera de las reivindicaciones 13 a 16, en el cual el horno (40) está adaptado para 10 proporcionar una zona de calentamiento (22, 24), en la cual los moldes (8) son sometidos a energía térmica aplicada a los mismos, y una zona de mantenimiento térmico (26, 28), donde se deja que la temperatura de los moldes se equilibre con la temperatura deseada
18. Aparato según la reivindicación 17, en el cual la zona de calentamiento (22, 24), comprende uno o más elementos calentadores radiantes por infrarrojos (18, 20). 15
19. Aparato según cualquiera de las reivindicaciones 13 a 18, en el cual el aparato de mando (32) incluye un mecanismo de indexación adaptado para controlar la rotación de la parte cilíndrica de una primera posición indexada a una segunda posición indexada.
20. Aparato según cualquiera de las reivindicaciones 13 a 19, en el cual el horno (40) incluye una pluralidad de elementos de retención (10), configurados cada uno para retener un soporte de moldes (6) respectivo, en el cual los 20 soportes de moldes llevan cada uno un conjunto de moldes,
21. Aparato según la reivindicación 20, en el cual el horno (40) incluye un tambor cilíndrico (40), y los elementos de retención (10) están separados circunferencialmente alrededor de la superficie orientada hacia dentro del tambor (4).
Patentes similares o relacionadas:
Procedimiento de preparación de cápsula dura de hipromelosa por el uso de termogelificación, del 22 de Julio de 2020, de Suheung Co., Ltd: Un procedimiento de preparación de una cápsula dura de hipromelosa usando termogelificación con estabilidad durante almacenamiento, resistencia de película, distribución […]
DISPOSITIVO PARA LA MANIPULACIÓN DE MEDICAMENTOS PELIGROSOS, del 14 de Mayo de 2020, de HOSPIFAR, SL: Dispositivo para la manipulación de medicamentos peligrosos que comprende un chasis metálico que presenta sendos orificios (1a) conectados con una oquedad central habilitada […]
Cápsula blanda a base de almidón, así como procedimiento y dispositivo para la fabricación de la misma, del 19 de Febrero de 2020, de INNOGEL AG: Cápsula blanda a base de almidón, que comprende a) > 40% en peso de la cápsula blanda seca, después de retirar el plastificante, de almidón, b) 15 - 70% en peso […]
Inhalador y cápsula para un inhalador, del 1 de Enero de 2020, de BOEHRINGER INGELHEIM INTERNATIONAL GMBH: Sistema compuesto por un inhalador y una cápsula , que contiene una preparación farmacéutica, preferentemente en forma de polvo, en el que […]
Dispersiones acuosas de acetato acetato succinato de hidroxipropilmetilcelulosa (HPMCAS), del 29 de Octubre de 2019, de Capsugel Belgium NV: Una composición acuosa para confeccionar envolturas de cápsulas duras entéricas, que comprende polímero de acetato succinato de hidroxipropil metilcelulosa […]
Máquina rellenadora de cápsulas, del 23 de Octubre de 2019, de ROBERT BOSCH GMBH: Maquina rellenadora de cápsulas para el relleno de una cápsula que comprende una parte superior de cápsula y una parte inferior de cápsula , que comprende […]
Cápsulas de liberación prolongada, del 9 de Octubre de 2019, de Boehringer Ingelheim Animal Health USA Inc: Una cápsula de liberación prolongada que comprende un cuerpo tubular hueco sellado en un primer extremo, un pistón móvil dentro […]
 Dispositivo de blindaje, del 28 de Agosto de 2019, de GE HEALTHCARE LIMITED: Un sistema que comprende:
(i) un portacápsulas que tiene un extremo inferior (2a) y un extremo superior (2b), en el que dicho portacápsulas […]
Dispositivo de blindaje, del 28 de Agosto de 2019, de GE HEALTHCARE LIMITED: Un sistema que comprende:
(i) un portacápsulas que tiene un extremo inferior (2a) y un extremo superior (2b), en el que dicho portacápsulas […]