PROCEDIMIENTO PARA LA FABRICACIÓN DE UN CONDUCTO CON COMPONENTES MONTADOS.
Procedimiento para realizar una operación de fabricación en una pluralidad de sitios a lo largo de la longitud de un conducto flexible (12) para fabricar de este modo un conjunto de conductos,
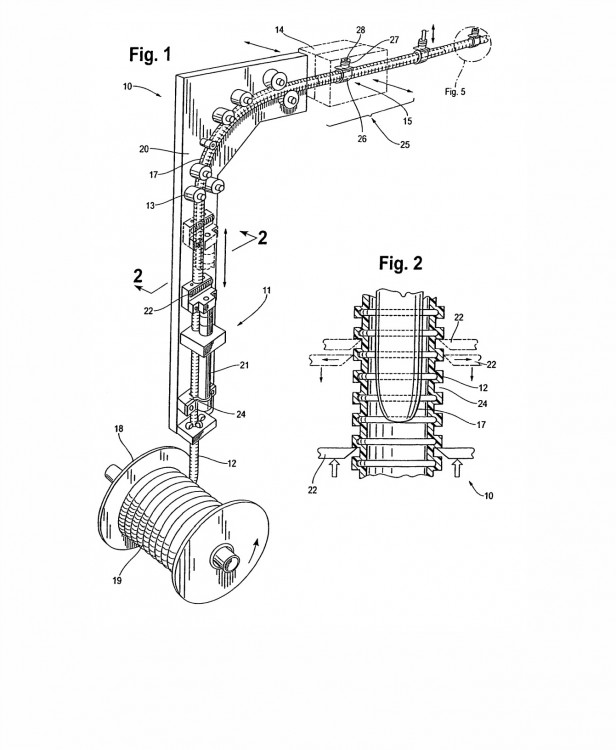
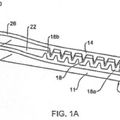
comprendiendo el procedimiento: proporcionar una longitud de conducto (12) flexible fabricado previamente con una pared lateral que se extiende en sentido longitudinal y que define una cavidad interior encerrada; alimentar el conducto (12) a través de una estación de fabricación (25) adaptada para realizar dicha operación de fabricación; hacer funcionar periódicamente dicha estación de fabricación (25) para que realice dicha operación de fabricación en una pluralidad de sitios a lo largo de la longitud del conducto (12); y posicionar un dispositivo de soporte (17) en el interior de dicha cavidad interior del conducto (12) y en la estación de fabricación (25) para soportar la pared lateral y mantener la integridad del conducto (12), mientras la operación de fabricación se está llevando a cabo; estando curvado dicho dispositivo de soporte (17) a lo largo de su longitud para definir por lo menos dos segmentos desplazados y sin estar fijado a ninguna otra estructura mediante la cavidad interior; y posicionar una pluralidad de enlaces mecánicos (13) en el exterior del conducto (12), actuando los enlaces (13) en los segmentos para limitar el desplazamiento axial del dispositivo de soporte (17), permitiendo al mismo tiempo que el conducto (12) siga desplazándose a través de dicha estación de fabricación (25)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07394007.
Solicitante: FLOW-RITE CONTROLS, LTD..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 960 74TH STREET S.W. BYRON CENTRE, MI 49301 ESTADOS UNIDOS DE AMERICA.
Inventor/es: CAMPAU, DANIEL N..
Fecha de Publicación: .
Fecha Solicitud PCT: 29 de Marzo de 2007.
Clasificación Internacional de Patentes:
- A01G25/02B
- B29C45/14F
- B29C45/14K
- B29C45/14U
Clasificación PCT:
- B29D23/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › Fabricación de objetos tubulares (B29D 24/00 tiene prioridad).
- H01M2/36
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2356391_T3.pdf
Fragmento de la descripción:
ANTECEDENTES DE LA INVENCIÓN
La presente invención se refiere en general al campo de los conductos flexibles, típicamente a unas longitudes de conducto relativamente largas, y más particularmente a unos procedimientos y aparatos para realizar distintas operaciones de fabricación en intervalos separados por toda la longitud de dichos conductos flexibles. La presente 5 invención se refiere además a los conjuntos de conductos flexibles que se fabrican utilizando el procedimiento. La invención se puede aplicar a la fabricación de conjuntos de tubos de plástico flexibles que se utilizan en una variedad de campos, incluyendo, por ejemplo, los sistemas de riego de batería de un solo punto.
Los conductos flexibles se utilizan en numerosas aplicaciones especializadas. Por ejemplo, los conductos flexibles se pueden utilizar en los sistemas de aspersores, sistemas de riego, y bombas de aire. Asimismo, se pueden 10 utilizar conductos flexibles en los sistemas de riego de un solo punto para suministrar fluidos a las células de la batería. En los sistemas de este tipo, un conducto o tubo individual suministra fluidos a una pluralidad de tubos interconectados. Cada uno de los tubos, a su vez, suministra fluidos a una pluralidad de válvulas de relleno de las células de batería.
En general, los conductos flexibles convencionales se fabrican mediante el moldeo de plástico. Sin embargo, para numerosas aplicaciones especializadas, los conductos deben ser modificados adicionalmente después de su 15 fabricación inicial. Por ejemplo, en los sistemas de riego de baterías de un solo punto, cada uno de los conductos o tubos en una red de tuberías puede conectar y suministrar fluidos a las válvulas de relleno de las células de batería. De modo similar, los tubos en los sistemas de aspersores deben estar dotados de un pluralidad de elementos de conexión que pueden conectar a los aspersores. En otros sistemas, puede existir el deseo de modificar dichos tubos de forma estética con gofrados, grabados o estampados en caliente, incluyendo con unos signos, tales como los logotipos 20 comerciales.
La modificación de conductos flexibles para distintas aplicaciones presenta un desafío porque la tubería es susceptible a doblarse y abatirse bajo presión. Por lo tanto, cualquier modificación que requiere la aplicación de fuerza a la pared del tubo puede afectar a la integridad estructural de la misma o producir unos resultados no satisfactorios. Por ejemplo, un tubo puede doblarse durante un proceso de taladrado y da como resultado la formación de múltiples 25 aberturas en sitios no deseados. De modo similar, un tubo puede abatirse durante el estampado, de tal modo que la estructura que recibe el proceso de gofrado no queda posicionada correctamente. En otros ejemplos, unos tubos más rígidos pueden agrietarse o romperse durante una etapa de modificación. Por lo tanto, existe la necesidad de proporcionar un procedimiento y un aparato para proporcionar un soporte estructural interno a un conducto para evitar su abatimiento durante las operaciones que se realizan en la pared del conducto en intervalos regulares. La presente 30 invención se refiere a dicha necesidad no resuelta.
El conjunto de conducto innovador de la presente invención facilita la instalación de unos sistemas de distribución de fluidos al prefabricar el conducto y los elementos de conexión u otros componentes antes de la instalación. Por ejemplo, en el caso de los sistemas de riego para baterías de un sólo punto, los elementos de conexión están prefabricados y unidos al conducto de modo que el conjunto acabado puede instalarse en la batería sin tener que 35 cortar mucho o nada o conectar el conjunto de conductos. Las mismas ventajas de instalación surgen en una variedad de campos adicionales, tales como los sistemas de riego para los céspedes o los sistemas de nebulización para patios.
La patente US-A-4.158.534 da a conocer un aparato para practicar unas aberturas a intervalos seleccionados aleatoriamente en un tubo que presenta una superficie interior o exterior lisa o una superficie interior y exterior ondulada en sentido transversal que comprende un cuchillo dispuesto en el interior o el exterior del tubo, y un elemento móvil, 40 cuyo movimiento responde a una señal para hacer que el cuchillo y la pared del tubo entren en contacto mutuo, de modo que el cuchillo pueda cortar la pared del tubo. En este caso, se da a conocer un aparato que realiza una abertura a través de la superficie de un tubo interior liso dispuesto en el interior de un tubo exterior provisto de unas ondulaciones transversales.
La patente europea EP-A-0.970 602 dada a conocer a un procedimiento para introducir unidades de goteo una 45 tras la otra en el interior de un conducto mientras se forma dicho conducto en un extrusor y se calibra a continuación en un calibrador; para soldar en caliente las unidades de goteo a la pared interior del conducto progresivamente corriente abajo del extrusor; a continuación para enfriar el conducto y perforarlo en oposición a cada unidad de goteo para hacer que comunique con el exterior. La operación de soldadura en caliente se realiza corriente abajo del calibrador pinchando la unidad de goteo y la pared de dicho conducto entre la primera y segunda superficies opuestas, estando accionada 50 una de ellas a la velocidad progresiva del conducto y estando dispuesta la otra en un elemento de soporte fijo que forma una guía de alimentación para las unidades de goteo. Las unidades de goteo se presentan para la operación de pinchado una tras otra de forma contigua por sus extremos.
SUMARIO DE LA INVENCIÓN
Según un primer aspecto de la presente invención, está previsto un procedimiento tal como se especifica en la reivindicación 1.
La presente invención proporciona un procedimiento para realizar una operación de fabricación en una 55
pluralidad de sitios a lo largo de toda la longitud de un conducto flexible con una pared lateral que se extiende en sentido longitudinal y que define una cavidad interior encerrada. El aparato comprende un mecanismo de accionamiento que encaja con el conducto y lo alimenta a lo largo de una trayectoria de desplazamiento predeterminada. El aparato comprende además una estación de fabricación dispuesta a lo largo de la trayectoria de desplazamiento del conducto, y que es apta para montar el componente fabricado al conducto en una pluralidad de sitios por su longitud. Además, el 5 aparato comprende un dispositivo de soporte dispuesto en el interior del conducto en un punto a lo largo de la longitud del conducto que es coincidente con la estación de fabricación, y en el que el dispositivo de soporte permanece en posición a medida que el conducto sigue desplazándose a lo largo de su trayectoria de desplazamiento y a través de la estación de fabricación.
En la primera etapa del procedimiento de fabricación de la presente invención, se alimenta el conducto por la 10 estación de fabricación. A continuación, se hace funcionar la estación de fabricación de forma periódica para realizar la operación de fabricación en una pluralidad de sitios por toda la longitud del conducto. Durante la operación de fabricación, el dispositivo de soporte dispuesto en el interior del conducto mantiene la integridad del conducto y proporciona un soporte estructural.
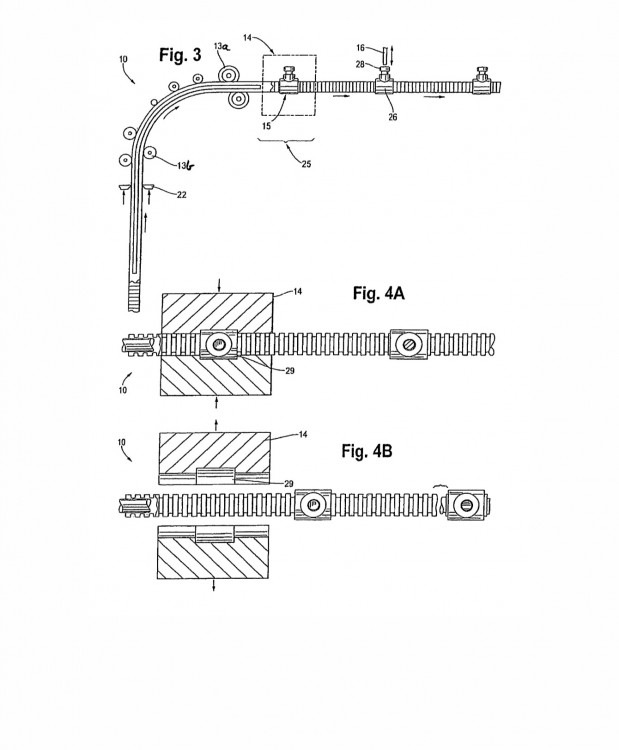
En la forma de realización preferida de la presente invención, el aparato de fabricación utiliza un mecanismo de 15 accionamiento de válvula neumática. Además, el aparato de fabricación preferido de la presente invención utiliza un mandril flotante como dispositivo de soporte. Además, en la forma de realización preferida, la estación de fabricación comprende una máquina de moldeo por inyección para moldear múltiples elementos de conexión en el conducto. La estación de fabricación preferida contiene además un dispositivo de perforación de pared para realizar aberturas en el conducto. 20
En el procedimiento preferido de la presente invención, la válvula neumática alimenta el conducto a la estación de fabricación. A continuación, los elementos de conexión se moldean por inyección en el conducto en intervalos periódicos. A continuación, una herramienta de perforación introduce unos orificios en el conducto, accediendo al conducto a través de las aberturas practicadas por moldeo en los elementos de conexión. Durante el proceso, el mandril flotante en el conducto proporciona un soporte estructural interno. 25
El conjunto de conductos preferido de la presente invención comprende una longitud de conducto flexible, generalmente... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para realizar una operación de fabricación en una pluralidad de sitios a lo largo de la longitud de un conducto flexible (12) para fabricar de este modo un conjunto de conductos, comprendiendo el procedimiento:
proporcionar una longitud de conducto (12) flexible fabricado previamente con una pared lateral que se extiende 5 en sentido longitudinal y que define una cavidad interior encerrada;
alimentar el conducto (12) a través de una estación de fabricación (25) adaptada para realizar dicha operación de fabricación;
hacer funcionar periódicamente dicha estación de fabricación (25) para que realice dicha operación de fabricación en una pluralidad de sitios a lo largo de la longitud del conducto (12); y 10
posicionar un dispositivo de soporte (17) en el interior de dicha cavidad interior del conducto (12) y en la estación de fabricación (25) para soportar la pared lateral y mantener la integridad del conducto (12), mientras la operación de fabricación se está llevando a cabo; estando curvado dicho dispositivo de soporte (17) a lo largo de su longitud para definir por lo menos dos segmentos desplazados y sin estar fijado a ninguna otra estructura mediante la cavidad interior; y 15
posicionar una pluralidad de enlaces mecánicos (13) en el exterior del conducto (12), actuando los enlaces (13) en los segmentos para limitar el desplazamiento axial del dispositivo de soporte (17), permitiendo al mismo tiempo que el conducto (12) siga desplazándose a través de dicha estación de fabricación (25).
2. Procedimiento según la reivindicación 1, en el que el dispositivo de soporte (17) presenta un acodado de ángulo recto. 20
3. Procedimiento según la reivindicación 1 ó 2, en el que los primeros enlaces mecánicos (13a) sirven para impedir el desplazamiento vertical del dispositivo de soporte (17) y los segundos enlaces mecánicos (13b) sirven para impedir el desplazamiento horizontal del dispositivo de soporte (17).
4. Procedimiento según cualquiera de las reivindicaciones 1 a 3, en el que el dispositivo de soporte (17) consiste en un mandril flotante (17). 25
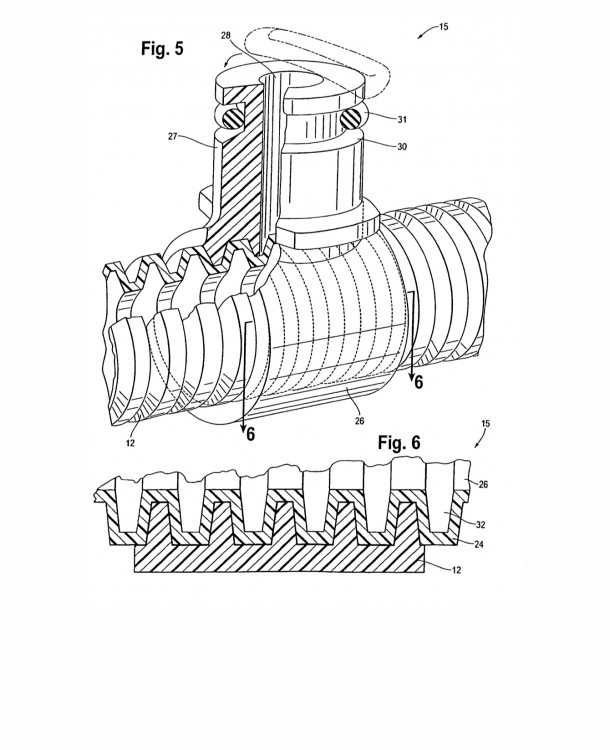
5. Procedimiento según cualquiera de las reivindicaciones 1 a 4, en el que la operación de fabricación comprende moldear un elemento de conexión (15) sobre el conducto (12).
6. Procedimiento según cualquiera de las reivindicaciones 1 a 5, en el que la operación de fabricación comprende el estampado de signos visuales en el conducto (12).
7. Procedimiento según cualquiera de las reivindicaciones 1 a 6, en el que la operación de fabricación 30 comprende formar una abertura en la pared lateral del conducto (12).
8. Procedimiento según cualquiera de las reivindicaciones 1 a 7, en el que la operación de fabricación comprende montar una tobera (15) sobre el conducto (12).
9. Procedimiento según cualquiera de las reivindicaciones 1 a 8, en el que el dispositivo de soporte (17) comprende un vástago alargado en ángulo (17). 35
10. Procedimiento según cualquiera de las reivindicaciones 1 a 9, en el que el conducto (12) consiste en un conducto ondulado con una serie de rebajes anulares distanciados (24) a lo largo de su longitud.
Patentes similares o relacionadas:
PROCEDIMIENTO PARA LA FABRICACIÓN CONTINUA DE TUBOS DE IRRIGACIÓN POR GOTEO, del 21 de Noviembre de 2011, de THE MACHINES YVONAND SA: Dispositivo para la fabricación continua de tubos de irrigación por goteo, que comprende un dispositivo de extrusión para producir un […]
PROCEDIMIENTO PARA FABRICAR TUBOS DE IRRIGACIÓN POR GOTEO, del 7 de Noviembre de 2011, de THE MACHINES YVONAND SA: Procedimiento para fabricar tubos de irrigación por goteo, en el que un cuerpo tubular se fabrica mediante un proceso de extrusión de un material sintético termoplástico, […]
ELEMENTOS DE DOSIFICACIÓN PARA UN TUBO DE IRRIGACIÓN POR GOTEO Y PROCEDIMEIENTO Y DISPOSITIVO PARA FABRICAR ESTOS ELEMENTOS DE DOSIFICACIÓN, del 8 de Agosto de 2011, de THE MACHINES YVONAND SA: Elementos de dosificación para un tubo de irrigación por goteo , que están configurados en forma de una banda dotada en un lado de zonas de estructura […]
 PROCESO DE FABRICACION DE UN EMISOR PARA RIEGO POR GOTEO, del 22 de Septiembre de 2010, de WIND, S.L.: Proceso de fabricación de un emisor para riego por goteo.
La invención consiste en llevar a cabo el moldeo del emisor en su conjunto en un único […]
PROCESO DE FABRICACION DE UN EMISOR PARA RIEGO POR GOTEO, del 22 de Septiembre de 2010, de WIND, S.L.: Proceso de fabricación de un emisor para riego por goteo.
La invención consiste en llevar a cabo el moldeo del emisor en su conjunto en un único […]
 PROCEDIMIENTO PARA LA FABRICACION DE TUBOS PARA EL RIEGO GOTA A GOTA, del 17 de Junio de 2010, de THE THOMAS MACHINES SA: Gotero para un tubo para el riego gota a gota , cuyo gotero comprende un cuerpo que tiene una cara exterior destinada a establecer […]
PROCEDIMIENTO PARA LA FABRICACION DE TUBOS PARA EL RIEGO GOTA A GOTA, del 17 de Junio de 2010, de THE THOMAS MACHINES SA: Gotero para un tubo para el riego gota a gota , cuyo gotero comprende un cuerpo que tiene una cara exterior destinada a establecer […]
 ROCIADOR Y TUBERIA DE IRRIGACION, del 9 de Febrero de 2010, de NETAFIM (A.C.S.) LTD.: Un rociador destinado a ser unido al interior de una tubería de irrigación durante su fabricación y a ser asociado a una abertura de salida […]
ROCIADOR Y TUBERIA DE IRRIGACION, del 9 de Febrero de 2010, de NETAFIM (A.C.S.) LTD.: Un rociador destinado a ser unido al interior de una tubería de irrigación durante su fabricación y a ser asociado a una abertura de salida […]
 PULVERIZADOR EN FORMA DE DISCO, del 28 de Enero de 2010, de NETAFIM LTD: Un pulverizador en línea integral de configuración aplanada para ser utilizado unido a la superficie interna de un tubo de irrigación , teniendo dicho pulverizador […]
PULVERIZADOR EN FORMA DE DISCO, del 28 de Enero de 2010, de NETAFIM LTD: Un pulverizador en línea integral de configuración aplanada para ser utilizado unido a la superficie interna de un tubo de irrigación , teniendo dicho pulverizador […]
PROCEDIMIENTO DE REALIZACIÓN DE UN PASO DE RUEDA DE VEHÍCULO AUTOMÓVIL Y PASO DE RUEDA OBTENIDO MEDIANTE LA PUESTA EN PRÁCTICA DE DICHO PROCEDIMIENTO, del 23 de Febrero de 2011, de COMPAGNIE PLASTIC OMNIUM: Procedimiento de realización de un paso de rueda de vehículo automóvil que comprende un cuerpo de material termoplástico dotado de una abertura […]