PROCEDIMIENTO PARA LA FABRICACION DE TUBOS PARA EL RIEGO GOTA A GOTA.
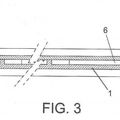
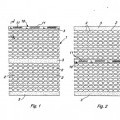
Gotero para un tubo para el riego gota a gota (1), cuyo gotero (4) comprende un cuerpo que tiene una cara exterior (5) destinada a establecer contacto con la pared interior del tubo (11) y una cara interior orientada hacia el interior del tubo y en el que dicha cara exterior presenta una cámara de recogida (6) abierta en dirección a la pared interior del tubo para comunicar con un orificio de descarga (2) dispuesto en dicha pared del tubo,
comprendiendo además el mencionado gotero unos medios de salida de líquido (8, 9) previstos en el mencionado cuerpo para formar un paso por el que puede pasar un líquido entre dicha cara interior y dicha cámara de recogida (6), caracterizado porque la cámara de recogida (6) comprende un órgano saliente (10) que forma protuberancia más allá de dicha cara exterior (5)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E04029032.
Solicitante: THE THOMAS MACHINES SA.
Nacionalidad solicitante: Suiza.
Dirección: RUE DE LA GARE 2B,2108 COUVET.
Inventor/es: BERNAUER,THOMAS, KERTSCHER,EBERHARD.
Fecha de Publicación: .
Fecha Solicitud PCT: 8 de Diciembre de 2004.
Fecha Concesión Europea: 24 de Febrero de 2010.
Clasificación Internacional de Patentes:
- A01G25/02B
- B29C47/02E
- B29C69/02C
Clasificación PCT:
- A01G25/02 NECESIDADES CORRIENTES DE LA VIDA. › A01 AGRICULTURA; SILVICULTURA; CRIA; CAZA; CAPTURA; PESCA. › A01G HORTICULTURA; CULTIVO DE HORTALIZAS, FLORES, ARROZ, FRUTOS, VID, LÚPULO O ALGAS; SILVICULTURA; RIEGO (recolección de frutas, verduras, lúpulo o productos similares A01D 46/00; crecimiento de algas unicelulares C12N 1/12). › A01G 25/00 Riego de jardines, campos, terrenos de deporte o similares (aparatos o adaptaciones especiales para líquidos fertilizantes A01C 23/00; boquillas o rosetones, aparellajes para pulverización B05B). › Sistemas de riego colocados encima de la tierra que utilizan canalizaciones perforadas o canalizaciones con accesorios para la distribución, p. ej. para el riego por goteo.
- B29C47/02
Clasificación antigua:
- A01G25/02 A01G 25/00 […] › Sistemas de riego colocados encima de la tierra que utilizan canalizaciones perforadas o canalizaciones con accesorios para la distribución, p. ej. para el riego por goteo.
- B29C47/02
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento para la fabricación de tubos para el riego gota a gota.
La presente invención se refiere a un procedimiento para la fabricación de tubos para el riego gota a gota.
Es técnica habitual utilizar, para ciertos riegos, tubos llamados "gota a gota". Se trata de tubos cuya pared está taladrada, a intervalos fijos de antemano, mediante orificios de pequeño diámetro, por los que pasa el agua hacia el suelo. Para controlar con precisión el caudal de los orificios se prevé un limitador de caudal, habitualmente llamado "gotero", que se compone de una pieza de material plástico fijada sobre la pared interna del tubo. Esta pieza presenta, por su lado dirigido a la pared interior del tubo, una parte hueca que forma una cámara de recogida. Esta cámara de recogida está conectada al espacio interior del tubo por un conducto con pérdida de carga precalculada, por ejemplo un conducto que forma un laberinto. Este laberinto está formado por una ranura preparada de antemano en la cara del gotero que está destinada a ser dirigida hacia la cara interna del tubo.
En la práctica, en la mayor parte de casos, un tubo para el riego de este tipo es fabricado de la manera siguiente:
Se alimenta polímero, polietileno en general, a una extrusionadora y ésta produce, de manera continua, y mediante un cabezal de conformación, un tubo con las dimensiones deseadas. Desde que el tubo, todavía caliente, sale del cabezal de extrusión, un gotero introducido a través de la cabeza de extrusión es presionado contra la pared interna del tubo y se pega contra ésta por fusión local.
Una vez el conjunto de tubo-gotero ha sido enfriado en una cubeta de agua, se taladra un orificio en la pared del tubo, en la zona de la cámara de recogida. En la actualidad, esta operación es realizada de la manera siguiente:
Para poder taladrar en un lugar adecuado se debe detectar el inicio de un gotero en el tubo. Teniendo en cuenta que el tubo, en la zona en la que se encuentra un gotero, es más grueso que el tubo solo, se detecta el inicio del gotero en el tubo aplastando el tubo de paredes delgadas por un medio mecánico, por ejemplo, entre dos rodillos presionados uno contra otro por un resorte. Desde el momento que un gotero pasa entre los rodillos, éstos deben desplazarse para hacerles sitio al gotero. Este desplazamiento es detectado por un captador eléctrico y utilizado como señal para una taladradora que perforará al abertura en el tubo con el fin de crear un paso entre el interior del tubo y el exterior con intermedio del gotero.
El taladrado de una abertura en el tubo es realizado a continuación por los medios clásicos y mecánicos (broca y taladro).
Una instalación de este tipo y procedimiento de fabricación de tubos para el riego gota a gota son conocidos en especial por la patente EP 0 344 605.
Este procedimiento presenta, no obstante, numerosos inconvenientes. En efecto, dado que la detección de la presencia de un gotero requiere el desplazamiento de un elemento mecánico que tiene una masa determinada, la inercia de este elemento limita la velocidad y la precisión de la detección del inicio del gotero, así como la cadencia de taladrado.
El taladrado requiere un cierto tiempo. Teniendo en cuenta que el tubo avanza a lo largo de este tiempo, el sistema de taladrado debe seguir, durante el tiempo de taladrado, el tubo con la velocidad de éste. Resulta de ello un aparato complicado y costoso.
Por otra parte, se debe observar que el taladrado es una operación en la que se retira material, sea en forma de una arandela correspondiente al orificio, o bien en forma de virutas. La evacuación de este material no se puede asegurara al 100%, de lo que resultan frecuentes paros de producción. Se debe observar que un polímero, más precisamente el polietileno utilizado para estos tubos, es más difícil de taladrar que, por ejemplo, un metal. El polietileno se funde fácilmente bajo la acción del calor creada por la fricción de la broca y se "pega" sobre el útil que, a continuación, ya no corta.
Este taladrado mecánico no permite prácticamente superar una velocidad de 200 orificios por minuto, lo que limita de la misma manera la velocidad de fabricación de los tubos, de manera típica aproximadamente 80 metros/minuto.
Una instalación y un procedimiento para la fabricación de un tubo para el riego gota a gota destinado a eliminar los inconvenientes relacionados con el taladrado mecánico ha sido propuesto en el documento EP 0 715 926. Según este documento, el taladrado no es realizado con ayuda de medios mecánicos, sino mediante un láser. Si bien este perfeccionamiento permite doblar la velocidad de taladrado y, por lo tanto, reducir el paso entre los goteros para una misma velocidad de extrusión con respecto a la instalación descrita en el documento EP 0 344 605, presenta todavía numerosos inconvenientes. En efecto, en la actualidad es necesario especialmente utilizar un dispositivo de detección de los goteros y prever un sistema complejo que utiliza espejos basculantes para realizar el taladrado mientras el tubo avanza. Estos equipos son pesados, complicados y relativamente costosos, lo que encarece de manera importante el coste de estas instalaciones. A título indicativo, el coste de los dispositivos de detección de los goteros y de taladrado por láser representa de manera típica aproximadamente el 30% del coste de la instalación completa.
Se conoce igualmente, por el documento WO 92/056689 una instalación de fabricación de tubos para el riego gota a gota que comprende en especial un puesto de corte, dispuesto más arriba de un puesto de refrigeración y que comprende un dispositivo de corte estacionario dispuesto sobre la vía de paso de las protuberancias del tubo.
Teniendo en cuenta lo anteriormente indicado, existe la necesidad de una instalación para la fabricación de tubos para el riego gota a gota que prescinda de los dispositivos complicados y costosos de la técnica anterior para realizar la puesta en comunicación de la cámara de recogida de goteros con el exterior.
La presente invención tiene, por lo tanto, por objetivo principal el suprimir, o por lo menos reducir, estos inconvenientes y dar a conocer un sistema de taladrado simple que permite en especial obtener velocidades elevadas en el momento de fabricación de los tubos para el riego del tipo "gota a gota".
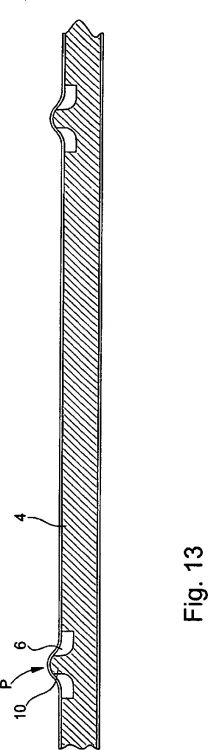
A estos efectos, la invención tiene por objeto un gotero para un tubo para el riego gota a gota, que comprende un cuerpo que tiene una cara externa destinada a establecer contacto con la pared interior del tubo y una cara interior orientada hacia la parte interna del tubo, y en el que dicha cara exterior presenta una cámara de recogida abierta en dirección a la pared interior del tubo para comunicar con un orificio de descarga dispuesto en dicha pared del tubo, comprendiendo el mencionado gotero además otros medios de paso de líquido previstos dentro de dicho cuerpo para formar un paso en el que puede discurrir un líquido, en especial con un reducido caudal predeterminado, entre la mencionada cara interior y dicha cámara de recogida, caracterizándose este gotero por el hecho de que la cámara de recogida comprende un órgano saliente que forma una parte saliente más allá de la mencionada cara exterior.
Gracias a sus características, cuando el gotero es presionado contra la pared interna del tubo y se pega contra ésta fundiéndose localmente, el órgano saliente deforma el tubo y crea una protuberancia local en la zona de la cámara de recogida. Esta protuberancia que se extiende localmente más allá de la superficie del tubo puede ser cortada también de manera fácil por medios mecánicos simples para formar el orificio de descarga que pone en comunicación la cámara de recogida de cada gotero con el exterior. Mediante dispositivos mecánicos simples se puede prever en especial un útil de corte fijo dispuesto en la trayectoria de paso del tubo y, de esta manera, evitar los medios de detección y de taladrado complicados y costosos de la técnica anterior. Según una variante, se puede igualmente prever un útil móvil en rotación, tal como una fresa o análogo. Se observará igualmente que la utilización de goteros, según la invención, permite aumentar la velocidad de fabricación de los tubos con respecto a la técnica anterior en la medida en la que se prescinde de las limitaciones relacionadas con los dispositivos de detección y de taladrado por broca o láser que resultan de la velocidad de paso del tubo. En otras palabras, ya no es necesario prever medios que permitan al dispositivo de taladrado...
Reivindicaciones:
1. Gotero para un tubo para el riego gota a gota (1), cuyo gotero (4) comprende un cuerpo que tiene una cara exterior (5) destinada a establecer contacto con la pared interior del tubo (11) y una cara interior orientada hacia el interior del tubo y en el que dicha cara exterior presenta una cámara de recogida (6) abierta en dirección a la pared interior del tubo para comunicar con un orificio de descarga (2) dispuesto en dicha pared del tubo, comprendiendo además el mencionado gotero unos medios de salida de líquido (8, 9) previstos en el mencionado cuerpo para formar un paso por el que puede pasar un líquido entre dicha cara interior y dicha cámara de recogida (6), caracterizado porque la cámara de recogida (6) comprende un órgano saliente (10) que forma protuberancia más allá de dicha cara exterior (5).
2. Gotero, según la reivindicación 1, en el que la cámara de recogida comprende un fondo (12) que se extiende sensiblemente de forma paralela a dicha cara exterior, y en el que dicho órgano saliente (10) se extiende a partir de dicho fondo.
3. Gotero, según la reivindicación 1 ó 2, caracterizado porque dicho órgano saliente (10) forma parte integral con el cuerpo del gotero.
4. Gotero, según una de las reivindicaciones anteriores, caracterizado porque el órgano saliente (10) se extiende aproximadamente entre 2 y 5 mm más allá de dicha cara exterior (5).
5. Gotero, según una de las reivindicaciones anteriores, caracterizado porque dicho órgano saliente (10) tiene un extremo libre que presenta formas redondeadas.
6. Conjunto de goteros, según cualquiera de las reivindicaciones 1 a 5, caracterizado porque todos los cuerpos de todos los goteros están realizados en forma de una sola pieza en forma de banda continua.
7. Tubo para el riego gota a gota que presenta una serie de orificios de descarga (2) separados entre sí a lo largo de su longitud y una serie de goteros (4), según cualquiera de las reivindicaciones 1 a 5, estando fijados dichos goteros a la pared interior de dicho tubo (10) de manera que la cámara de recogida (6) de cada gotero se encuentre dirigida a un orificio de descarga (2).
8. Tubo para el riego gota a gota, según la reivindicación 7, caracterizado porque todos los cuerpos de todos los goteros están realizados en forma de una sola pieza en forma de una banda continua.
9. Tubo para el riego, según la reivindicación 7 u 8, caracterizado porque el borde de cada orificio de descarga (2) establece contacto con el órgano saliente (10) del gotero (4) al que está asociado para formar con dicho órgano saliente un dispositivo de válvula.
10. Procedimiento de fabricación de tubos para el riego gota a gota, caracterizado por comprender las operaciones que consisten en:
- preparar un tubo continuo (1) por extrusión en una extrusionadora o un puesto de extrusión (22),
- disponer goteros (4) que comprenden, en una cara exterior (5), una cámara de recogida (6) que comprende un órgano saliente (10) más allá de dicha cara exterior (5), comprendiendo los mencionados goteros (4) además unos medios de paso de líquido (8, 9) para formar un paso en el que puede pasar un líquido entre una cara interior del gotero y dicha cámara de recogida (6),
- introducir sucesivamente los goteros (4) en el interior de dicho tubo (1) en el curso de la extrusión,
- fijar en caliente dichos goteros por su superficie exterior (5) en la pared interior del tubo (1) en formación unos después de otros para que los órganos salientes (10) de dichos goteros formen protuberancias en la superficie exterior del tubo,
- enfriar dicho tubo (1), y
- recortar sucesivamente las mencionadas protuberancias para formar orificios de descarga (2), que ponen dicha cámara de recogida (6) en comunicación con el exterior.
11. Procedimiento, según la reivindicación 10, que presenta además una etapa de calibrado del tubo (1) en un calibrador (27a) y en la que se lleva a cabo la etapa de fijación en caliente de los goteros más abajo de dicho calibrador.
12. Procedimiento, según la reivindicación 10 u 11, caracterizado porque el tubo (1) está adaptado para hacer sobresalir las protuberancias a cortar simultáneamente en la etapa de corte.
13. Procedimiento, según la reivindicación 12, caracterizado porque la etapa de adaptación es realizada haciendo pasar el tubo dotado de goteros sobre una superficie cilíndrica de apoyo (36).
14. Procedimiento, según una de las reivindicaciones 10 a 13, caracterizado porque la etapa de corte está realizada por una lámina fija (42) o bien por una cuchilla rotativa dispuesta sobre la vía de paso de las protuberancias (10).
15. Procedimiento, según una de las reivindicaciones 10 a 14, caracterizado porque los goteros (4) son solidarios unos con otros y se presentan en forma de una banda continua.
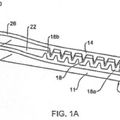
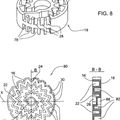
16. Instalación de extrusión destinada a la fabricación de un tubo para el riego gota a gota, de acuerdo con el procedimiento, según las reivindicaciones 10 a 15, caracterizado por comprender:
- un puesto de extrusión (22) que comprende un cabezal de extrusión (23, 24) que tiene un orificio central y en el que se forma un elemento del tubo en desbaste;
- un puesto de calibrado (27) que comprende un calibrador (27a) dispuesto más abajo del cabezal de extrusión, y en el que la pieza en desbaste del tubo es llevada a dimensiones sensiblemente definitivas,
- medios de tracción (26a) dispuestos más abajo del puesto de calibrado (27) para tirar del tubo (1) extrusionado a través del calibrador y extraerlo de este último,
- un soporte (30) para goteros dispuestos sobre dicho orificio central, teniendo dicho soporte (30) un primer extremo dispuesto en el interior de dicho orificio y conectado a medios de alimentación de goteros (32) y un segundo extremo opuesto dispuesto, como mínimo, hasta dentro de dicho calibrador o en una zona de entrada de dicho calibrador,
- medios de guiado (33b) de dichos goteros para conducir los mencionados goteros unos después de otros en contacto con la pared interior para asegurar la termosoldadura de la cara superior de los goteros con la pared interior del tubo,
- un puesto de refrigeración (28) en el que se refrigera el tubo (1), y
- un puesto de corte (PD) dispuesto más abajo del puesto de refrigeración que comprende un útil de corte fijo o rotativo (42), dispuesto sobre la vía de paso de las protuberancias del tubo y porque el puesto de corte comprende una superficie de apoyo (36) sobre la que reposa el tubo (1) para adaptar el tubo en el momento de la operación de corte y porque dicha superficie de apoyo está dispuesta sensiblemente en oposición a dicho útil de corte (42).
17. Instalación, según la reivindicación 16, caracterizada porque dicha superficie de apoyo (36) está formada por un tambor sobre el que el tubo se arrolla parcialmente, como mínimo.
18. Instalación, según la reivindicación 17, caracterizada porque dicho tambor (36) está motorizado y forma los mencionados medios de tracción de dicho tubo.
Patentes similares o relacionadas:
PROCEDIMIENTO PARA LA FABRICACIÓN CONTINUA DE TUBOS DE IRRIGACIÓN POR GOTEO, del 21 de Noviembre de 2011, de THE MACHINES YVONAND SA: Dispositivo para la fabricación continua de tubos de irrigación por goteo, que comprende un dispositivo de extrusión para producir un […]
PROCEDIMIENTO PARA FABRICAR TUBOS DE IRRIGACIÓN POR GOTEO, del 7 de Noviembre de 2011, de THE MACHINES YVONAND SA: Procedimiento para fabricar tubos de irrigación por goteo, en el que un cuerpo tubular se fabrica mediante un proceso de extrusión de un material sintético termoplástico, […]
ELEMENTOS DE DOSIFICACIÓN PARA UN TUBO DE IRRIGACIÓN POR GOTEO Y PROCEDIMEIENTO Y DISPOSITIVO PARA FABRICAR ESTOS ELEMENTOS DE DOSIFICACIÓN, del 8 de Agosto de 2011, de THE MACHINES YVONAND SA: Elementos de dosificación para un tubo de irrigación por goteo , que están configurados en forma de una banda dotada en un lado de zonas de estructura […]
 PROCEDIMIENTO PARA LA FABRICACIÓN DE UN CONDUCTO CON COMPONENTES MONTADOS, del 7 de Abril de 2011, de FLOW-RITE CONTROLS, LTD.: Procedimiento para realizar una operación de fabricación en una pluralidad de sitios a lo largo de la longitud de un conducto flexible para fabricar […]
PROCEDIMIENTO PARA LA FABRICACIÓN DE UN CONDUCTO CON COMPONENTES MONTADOS, del 7 de Abril de 2011, de FLOW-RITE CONTROLS, LTD.: Procedimiento para realizar una operación de fabricación en una pluralidad de sitios a lo largo de la longitud de un conducto flexible para fabricar […]
 PROCESO DE FABRICACION DE UN EMISOR PARA RIEGO POR GOTEO, del 22 de Septiembre de 2010, de WIND, S.L.: Proceso de fabricación de un emisor para riego por goteo.
La invención consiste en llevar a cabo el moldeo del emisor en su conjunto en un único […]
PROCESO DE FABRICACION DE UN EMISOR PARA RIEGO POR GOTEO, del 22 de Septiembre de 2010, de WIND, S.L.: Proceso de fabricación de un emisor para riego por goteo.
La invención consiste en llevar a cabo el moldeo del emisor en su conjunto en un único […]
 ROCIADOR Y TUBERIA DE IRRIGACION, del 9 de Febrero de 2010, de NETAFIM (A.C.S.) LTD.: Un rociador destinado a ser unido al interior de una tubería de irrigación durante su fabricación y a ser asociado a una abertura de salida […]
ROCIADOR Y TUBERIA DE IRRIGACION, del 9 de Febrero de 2010, de NETAFIM (A.C.S.) LTD.: Un rociador destinado a ser unido al interior de una tubería de irrigación durante su fabricación y a ser asociado a una abertura de salida […]
 PULVERIZADOR EN FORMA DE DISCO, del 28 de Enero de 2010, de NETAFIM LTD: Un pulverizador en línea integral de configuración aplanada para ser utilizado unido a la superficie interna de un tubo de irrigación , teniendo dicho pulverizador […]
PULVERIZADOR EN FORMA DE DISCO, del 28 de Enero de 2010, de NETAFIM LTD: Un pulverizador en línea integral de configuración aplanada para ser utilizado unido a la superficie interna de un tubo de irrigación , teniendo dicho pulverizador […]
 ELEMENTO DE TIPO PLANCHA CON ELEMENTOS DE PERSONALIZACIÓN, ELEMENTOS DESTACADORES, ELEMENTOS REFLECTANTES, ROTULACIÓN, CARACTERES Y SIMILARES PARTICULARMENTE PARA SU USO EN OBRAS PARA DELIMITAR ESPACIOS, del 11 de Mayo de 2011, de TENAX S.P.A.: Un elemento con forma de plancha con indicaciones para su uso en obras y para delimitar espacios que comprende un cuerpo con forma de plancha […]
ELEMENTO DE TIPO PLANCHA CON ELEMENTOS DE PERSONALIZACIÓN, ELEMENTOS DESTACADORES, ELEMENTOS REFLECTANTES, ROTULACIÓN, CARACTERES Y SIMILARES PARTICULARMENTE PARA SU USO EN OBRAS PARA DELIMITAR ESPACIOS, del 11 de Mayo de 2011, de TENAX S.P.A.: Un elemento con forma de plancha con indicaciones para su uso en obras y para delimitar espacios que comprende un cuerpo con forma de plancha […]