METODO PARA FABRICAR UNA BANDA POLIMERICA QUE PRESENTA UNA IMPRESION TACTIL SUAVE Y SEDOSA.
Un método para producir una banda polimérica (80) que presenta una impresión táctil suave y sedosa al menos en una cara de la misma,
caracterizándose el método por las etapas de:
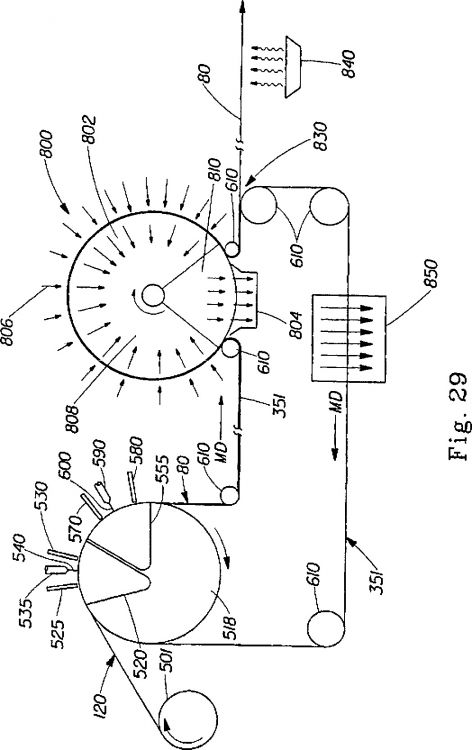
a. disponer un tambor conformador (518) que comprende al menos una cámara de vacío (555);
b. disponer una estructura conformadora (350), pudiendo moverse la estructura conformadora con respecto al tambor conformador y que comprende:
1) una pluralidad de elementos de interconexión (910) de la estructura conformadora que definen una pluralidad de orificios (710) de la estructura conformadora, permitiendo dichos orificios de la estructura conformadora una comunicación de fluidos entre la primera y la segunda superficies (900, 850) opuestas de dicha estructura conformadora;
2) una pluralidad de salientes (2250) que se extienden desde dicha primera superficie (900) de dicha estructura conformadora; y
3) siendo dichos salientes elementos en forma general de columna, teniendo una altura hpavg y un diámetro dpavg de saliente promedio y teniendo una relación dimensional promedio hpavg/dpavg de al menos 1, en el que el diámetro dp individual de cada saliente se mide como la dimensión de sección transversal promedio del saliente en 1/2 de la altura hp del saliente, y en el que los salientes tienen una separación de centro a centro (cp) entre dos salientes adyacentes entre 100 micrómetros y 250 micrómetros;
c. extruír una banda precursora (120) directamente sobre la estructura conformadora;
d. mover la estructura conformadora junto a la cámara de vacío;
e. aplicar vacío en un nivel suficiente para inducir una presión parcial suficiente para adaptar la banda polimérica a la estructura conformadora, conformando de este modo la banda polimérica que presenta una impresión táctil suave y sedosa al menos en una cara de la misma
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2003/040965.
Solicitante: THE PROCTER & GAMBLE COMPANY.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: ONE PROCTER & GAMBLE PLAZA,CINCINNATI, OHIO 45202.
Inventor/es: STONE, KEITH, JOSEPH, GRAY, BRIAN, FRANCIS, O'NEIL,JULIE,ANN.
Fecha de Publicación: .
Fecha Concesión Europea: 14 de Abril de 2010.
Clasificación Internacional de Patentes:
- A61F13/15C1A
- A61F13/15M6C
- B23K26/00F4
- B23K26/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › Determinación de la configuración del haz de rayos, p. ej. con ayuda de máscaras o de focos múltiples.
- B23K26/36 B23K 26/00 […] › Retirada de material (B23K 26/55, B23K 26/57 tienen prioridad).
- B23K26/38B
- B26F1/26 B […] › B26 HERRAMIENTAS MANUALES DE CORTE; CORTE; SEPARACION. › B26F PERFORACION; CORTE CON SACABOCADOS; RECORTE; PUNZONADO; SEPARACION POR MEDIOS DISTINTOS AL CORTE (trazado, perforación o fabricación de ojales A41H 25/00; fabricación de calzado A43D; cirugía A61B; recorte del metal B21D; perforado de metales B23B; corte del metal por calentamiento localizado, p. ej. corte con soplete, B23K; corte mediante chorros de fluidos abrasivos B24C 5/02; detalles comunes a las máquinas de separar B26D; perforado de la madera B27C; perforado de la piedra B28D; trabajo de materias plásticas o de sustancias en estado plástico B29; fabricación de cajas, cajas de cartón, envolturas o bolsas, de papel o material trabajado de forma análoga, p. ej. de hojas metálicas, B31B; del vidrio C03B; del cuero C14B; de materiales textiles D06H; de guías de luz G02B 6/25; de billetes G07B). › B26F 1/00 Perforación; Corte con sacabocados; Recorte; Punzonado; Aparatos a estos efectos (perforación por rayo láser B23K 26/00; sometiendo las herramientas de trabajar con muela o los productos abrasivos a vibraciones, p. ej. muelas en frecuencia ultrasonora B24B 1/04; perforación por chorro abrasivo B24C; fichas o cintas perforadas para fines estadísticos o de registro G06K 1/00). › Perforación por medios no mecánicos, p. ej. por un chorro de fluido.
- B29C59/02C2
- B29C59/06 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 59/00 Conformación de superficies, p. ej. grabado o estampado en relieve; Aparatos a este efecto. › utilizando tambores de vacío.
- B29C59/16 B29C 59/00 […] › por energía ondulatoria o radiación de partículas.
Clasificación PCT:
- A61F13/15 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61F FILTROS IMPLANTABLES EN LOS VASOS SANGUINEOS; PROTESIS; DISPOSITIVOS QUE MANTIENEN LA LUZ O QUE EVITAN EL COLAPSO DE ESTRUCTURAS TUBULARES, p. ej. STENTS; DISPOSITIVOS DE ORTOPEDIA, CURA O PARA LA CONTRACEPCION; FOMENTACION; TRATAMIENTO O PROTECCION DE OJOS Y OIDOS; VENDAJES, APOSITOS O COMPRESAS ABSORBENTES; BOTIQUINES DE PRIMEROS AUXILIOS (prótesis dentales A61C). › A61F 13/00 Vendas o apósitos (suspensorios A61F 5/40; apósitos radiactivos A61M 36/14 ); Compresas absorbentes (aspectos químicos de las vendas, apósitos o compresas absorbentes* A61L 15/00, A61L 26/00). › Compresas absorbentes, p. ej. paños higiénicos, torundas o tampones para aplicación externa o interna al cuerpo (receptáculos catameniales no absorbentes A61F 5/44 ); Medios para mantenerlos en su sitio o para fijarlos; Aplicadores de tampones.
- B26F1/26 B26F 1/00 […] › Perforación por medios no mecánicos, p. ej. por un chorro de fluido.
- B29C59/02 B29C 59/00 […] › por medios mecánicos, p. ej. por prensado.
- D04H1/46 TEXTILES; PAPEL. › D04 TRENZADO; FABRICACION DEL ENCAJE; TRICOTADO; PASAMANERIA; NO TEJIDOS. › D04H FABRICACION DE TEJIDOS TEXTILES, p. ej. A PARTIR DE FIBRAS O MATERIALES FILAMENTOSOS (tejido D03; tricotado D04B; trenzado D04C; fabricación de redes D04G; costura D05B; implantación de pelos o mechones por picado D05C; terminación de los "no tejidos" D06 ); ARTICULOS FABRICADOS CON AYUDA DE ESTOS PROCEDIMIENTOS O APARELLAJE, p. ej. FIELTROS, NO TEJIDOS; GUATA; NAPA (telas no tejidas que tienen una capa intermedia o externa de género diferente, p. ej. una tela tejida, B32B). › D04H 1/00 No tejidos formados únicamente o principalmente de fibras cortadas o de otras fibras similares relativamente cortas. › por punzonado u operaciones similares para provocar el enmarañado de fibras (D04H 1/45 tiene prioridad; máquinas de punzonar D04H 18/00).
- D06C23/00 D […] › D06 TRATAMIENTO DE TEXTILES O SIMILARES; LAVANDERIA; MATERIALES FLEXIBLES NO PREVISTOS EN OTRO LUGAR. › D06C ACABADO, APRESTO, RAMEADO O ESTIRADO DE TEJIDOS TEXTILES. › Producción de motivos o dibujos sobre tejidos.
Clasificación antigua:
- A61F13/15 A61F 13/00 […] › Compresas absorbentes, p. ej. paños higiénicos, torundas o tampones para aplicación externa o interna al cuerpo (receptáculos catameniales no absorbentes A61F 5/44 ); Medios para mantenerlos en su sitio o para fijarlos; Aplicadores de tampones.
- B26F1/26 B26F 1/00 […] › Perforación por medios no mecánicos, p. ej. por un chorro de fluido.
- B29C59/02 B29C 59/00 […] › por medios mecánicos, p. ej. por prensado.
- D04H1/46 D04H 1/00 […] › por punzonado u operaciones similares para provocar el enmarañado de fibras (D04H 1/45 tiene prioridad; máquinas de punzonar D04H 18/00).
- D06C23/00 D06C […] › Producción de motivos o dibujos sobre tejidos.
Fragmento de la descripción:
Método para fabricar una banda polimérica que presenta una impresión táctil suave y sedosa.
Campo de la invención
La presente invención se refiere a una estructura conformadora para producir una banda polimérica que presenta una impresión táctil suave y sedosa al menos en una superficie. De manera más específica, la presente invención se refiere a una estructura conformadora para producir una banda polimérica tridimensional que presenta una impresión táctil suave y sedosa y que puede ser utilizada como una lámina superior orientada hacia el cuerpo en un artículo absorbente desechable.
Antecedentes de la invención
Resulta especialmente deseable producir artículos desechables, tales como dispositivos absorbentes, incluyendo compresas higiénicas, salvaslips, dispositivos interlabiales, pañales, bragas pañal, dispositivos para la incontinencia, apósitos para heridas y similares, que transmiten un tacto de superficie suave a modo de tejido a la piel del usuario en todos los puntos de contacto previstos. Asimismo, es conocido desde hace tiempo disponer en los artículos desechables dispositivos absorbentes que transmiten un tacto de superficie seca al usuario, especialmente durante su utilización. Disponiendo una superficie orientada hacia el cuerpo suave y a modo de tejido que conserva un tacto de superficie seca durante su utilización, se obtiene un dispositivo absorbente que proporciona un mayor confort de uso y que minimiza el desarrollo de condiciones no deseables para la piel debido a una exposición prolongada a la humedad absorbida por dicho dispositivo absorbente.
Aunque habitualmente se utilizan bandas fibrosas de material tejido y no tejido como láminas superiores orientadas hacia el cuerpo en dispositivos absorbentes, gracias a su tacto de superficie agradable, también se utilizan bandas poliméricas expandidas macroscópicamente, tridimensionales, con orificios, tales como la lámina superior DRI-WEAVETM, distribuida por Procter & Gamble Company y exitosa comercialmente. Una banda polimérica de este tipo que resulta viable se describe en US-4.342.314, concedida a Radel y col. el 3 de agosto de 1982. Dichas bandas presentan unas características de transporte y retención de fluidos deseables. Unas características de transporte de fluidos deseables permiten que la lámina superior capte los fluidos, tales como orina o menstruación, y transmita dichos fluidos al artículo absorbente. Preferiblemente, una vez los fluidos han sido absorbidos por el artículo absorbente, la característica de retención de fluidos de la lámina superior evita la reaparición de la humedad, es decir, la salida del fluido a través de la lámina superior. La reaparición de la humedad puede ser la consecuencia de al menos dos causas: (1) la salida forzada del fluido absorbido al presionar el artículo absorbente; y/o (2) la humedad atrapada dentro de la lámina superior o sobre la misma. Preferiblemente, ambas propiedades, la captación de fluidos y la retención de fluidos, se potencian al máximo. En otras palabras, preferiblemente, la lámina superior presentará niveles altos de captación de fluidos y niveles bajos de reaparición de humedad.
Son conocidas otras bandas poliméricas expandidas macroscópicamente, tridimensionales, con orificios. Por ejemplo, US-4.463.045, concedida a Ahr y col. el 31 de julio de 1984, describe una banda polimérica expandida macroscópicamente, tridimensional, que presenta una superficie visible sustancialmente no brillante y con una impresión táctil a modo de tejido. Ahr y col. describen el criterio a seguir con respecto a la separación regular del patrón de las irregularidades superficiales para reflejar la luz incidente de manera difusa y, de este modo, eliminar brillos. Ahr y col. describen que las irregularidades superficiales de la banda deberían presentar una amplitud promedio aproximada de al menos 5,08 µm (0,2 mils [es decir, 0,0002 pulgadas]) y, con máxima preferencia, de al menos 7,62 µm (0,3 mils [es decir, 0,0003 pulgadas]), para conseguir una mayor impresión táctil a modo de tela o de fibra en la banda resultante. A pesar de los avances obtenidos en la eliminación de brillos, es posible que la estructura de las irregularidades superficiales de la banda de Ahr y col. carezca de la suavidad deseada. Tal como se reconoce en la técnica, por ejemplo, en US-4.629.643, concedida a Curro y col. (descrita a continuación), se considera que la falta de suavidad deseada se debe a la estructura de cada irregularidad, de la cual puede describirse que tiene las propiedades de un "arco" que se comporta como una unidad estructural independiente que presenta resistencia a la deflexión. Esta falta de deflexión suficiente perjudica la impresión de suavidad captada por la piel del usuario. La patente US-5.824.352 describe un dispositivo para producir una película de plástico con orificios que tiene una textura a modo de tejido de punto, que incluye un tambor conformador que tiene un patrón de orificios y una superficie topográfica exterior formada por un grupo de picos y valles que rodean cada orificio, US-4.327.730 describe una lámina superior de material termoplástico con textura que tiene varias protuberancias en su superficie.
Una solución propuesta para mejorar la impresión de suavidad de la banda de Ahr y col. se describe en US-4.629.643 (Curro y col. '643) mencionada anteriormente. Curro y col. '643 describe una banda polimérica con microorificios que presenta un patrón a pequeña escala de irregularidades superficiales separadas. Cada una de estas irregularidades superficiales tiene una amplitud máxima y, a diferencia de la estructura de banda descrita en Ahr y col., se dispone al menos una micro-apertura que es sustancialmente coincidente con la amplitud máxima de cada irregularidad. La conformación de micro-aperturas en la amplitud máxima de cada irregularidad superficial permite obtener un vértice en forma de volcán con unos bordes en forma de pétalo. Se considera que la superficie de la banda resultante que entra en contacto con la piel de la persona tiene un área total inferior y es menos resistente a fuerzas de compresión y de cizalla que las estructuras "en forma de arco" sin orificios descritas por Ahr y col.
Aunque la película con micro-aperturas de Curro y col. '643 transmite una mejor impresión táctil a la piel del usuario, la misma presenta algunos inconvenientes relacionados con ciertas propiedades de retención de fluidos al ser utilizada como lámina superior en artículos absorbentes. Por ejemplo, se ha descubierto que una banda según se describe en Curro y col. '643, al ser utilizada como lámina superior en una compresa higiénica, puede permitir un nivel inaceptablemente alto de reaparición de humedad, es decir, de retorno de fluido a la superficie orientada hacia la piel de la lámina superior después de haber pasado inicialmente a través de dicha lámina superior al ser absorbida por la compresa higiénica. De manera específica, parece ser que una banda según Curro '643 puede resultar más susceptible a la reaparición de humedad bajo presión. Esto se debe a que, cuando un producto de este tipo se utiliza, por ejemplo, como lámina superior en un producto para flujo menstrual, el fluido absorbido puede salir de manera forzada del producto a través de las múltiples micro-aperturas de dicha lámina superior. Parece ser que las micro-aperturas de la estructura de Curro y col. '643 forman un paso que permite el escape del fluido del núcleo absorbente subyacente de un artículo absorbente bajo una presión en condiciones de utilización normales. Por lo tanto, estos pasos de las estructuras de la banda provocan una menor retención de fluidos y una mayor reaparición de humedad en las estructuras absorbentes.
En US-6.228.462, concedida a Lee y col. el 8 de mayo de 2001, es posible encontrar intentos de paliar los inconvenientes de Curro '643, es decir, intentos de aumentar al máximo la suavidad y de reducir la reaparición de la humedad. Lee describe una banda resistente a la compresión que comprende polímeros rígidos. La resistencia a la compresión de los polímeros rígidos reduce la reaparición de la humedad, pero los polímeros rígidos utilizados tienden a disminuir la suavidad de la banda.
Asimismo, el proceso de hidroconformación descrito en Curro y col. '643 y en Lee ''462 para producir bandas poliméricas expandidas macroscópicamente, tridimensionales, con orificios, da como resultado una película formada que debe secarse después de la hidroconformación. Debido a la gran cantidad de intersticios de las micro-aperturas que pueden retener agua, el secado de cantidades comerciales de dichas bandas consume una cantidad considerable...
Reivindicaciones:
1. Un método para producir una banda polimérica (80) que presenta una impresión táctil suave y sedosa al menos en una cara de la misma, caracterizándose el método por las etapas de:
2. El método, según la reivindicación 1, caracterizado además por que los salientes tienen una altura promedio hpavg de al menos 50 micrómetros.
3. El método, según la reivindicación 2, caracterizado además por que los salientes tienen una altura promedio hpavg de al menos 150 micrómetros y una relación dimensional promedio hpavg/dpavg de al menos 2.
4. El método, según cualquiera de las reivindicaciones anteriores, caracterizado además por que la primera superficie de la estructura conformadora define una primera superficie específica y la estructura conformadora comprende al menos aproximadamente 1550 salientes por centímetro cuadrado de la primera superficie específica.
5. El método, según cualquiera de las reivindicaciones anteriores, caracterizado por las etapas adicionales de: disponer una fuente de calor; y recocer la banda polimérica calentando la banda polimérica después de la etapa de aplicar vacío para adaptar la banda precursora a la estructura conformadora.
6. Un método para producir una banda polimérica (80) expandida macroscópicamente, tridimensional, con orificios, a partir de una banda (120) precursora polimérica sustancialmente plana, caracterizándose dicho método por las etapas de:
7. El método, según la reivindicación 6, caracterizado además por que dicho chorro de fluido a presión comprende medios de recalentamiento (590) o chorros de agua a alta presión.
8. El método, según la reivindicación 6, caracterizado además por que la etapa (d) comprende dos etapas distintas:
9. El método, según la reivindicación 6, caracterizado además por:
10. El método, según la reivindicación 9, caracterizado además porque las etapas de secado y de recocido se combinan en una etapa.
Patentes similares o relacionadas:
Equipo para marcaje de productos por láser, del 24 de Julio de 2019, de MACSA ID, S.A.: Equipo para marcaje de productos por láser, comprendiendo una carcasa exterior que define al menos un volumen interior, comprendiendo dicho volumen interior […]
Discos de seguridad y método, del 1 de Mayo de 2019, de Donadon Safety Discs and Devices S.R.L: Un disco de seguridad que comprende un elemento de lámina que tiene un espesor(s) de entre 15 μm y 1 milímetro y al menos un corte no […]
Dispositivo de mecanizado por láser y procedimiento para la fabricación de una superficie sobre una pieza bruta, del 17 de Abril de 2019, de Ewag AG: Procedimiento para fabricar al menos un arista de corte delimitada por una superficie de deslizamiento y una superficie libre , en el que se proporciona una […]
Dispositivo de mecanizado por láser y procedimiento para la fabricación de un útil simétrico en rotación, del 20 de Marzo de 2019, de Ewag AG: Procedimiento para la fabricacion al menos de una ranura receptora de virutas y al menos una arista de corte en una pieza bruta , con las etapas: - facilitacion […]
Procedimiento para marcar un código de matriz de datos sobre una pieza de trabajo por medio de un rayo láser, del 19 de Marzo de 2019, de TRUMPF WERKZEUGMASCHINEN GMBH + CO. KG: Procedimiento para marcar un código de matriz de datos en forma de una matriz de n*m celdas claras y oscuras, que consisten cada una de ellas en una matriz de s*t […]
 Método para conformar un stent y un stent obtenido con dicho método, del 2 de Enero de 2019, de MEDTRONIC VASCULAR, INC.: Un método de conformar un stent ; comprendiendo el método:
conformar una forma ondulada a partir de un material conformable, comprendiendo […]
Método para conformar un stent y un stent obtenido con dicho método, del 2 de Enero de 2019, de MEDTRONIC VASCULAR, INC.: Un método de conformar un stent ; comprendiendo el método:
conformar una forma ondulada a partir de un material conformable, comprendiendo […]
Sistema de obtención de imágenes para la eliminación de recubrimientos, del 20 de Septiembre de 2018, de Edison Welding Institute, Inc: Sistema para eliminar un recubrimiento de una superficie, que comprende: (a) un escaner de laser , en donde el escaner de laser incluye ademas […]
Procedimiento y utilización de un dispositivo para la separación de hojas individuales de un panel de vidrio laminado, del 28 de Febrero de 2018, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.: Procedimiento de separación de al menos una hoja individual de dimensión y forma de borde predefinidas de un panel de vidrio laminado que presenta […]