ARMAZON DE ASIENTO SOLDADO POR LASER Y ASIENTO RECLINABLE.
Armazón de un asiento, en particular de un asiento delantero de un automóvil,
que consiste en varias piezas (1 - 4) que presentan en cada caso superficies de unión (5 - 10), estando unidas entre sí por unión de material mediante soldadura por láser en cada caso dos superficies de unión (5 - 10) que pertenecen en cada caso a dos piezas diferentes (1 - 4), siendo las piezas laterales (1, 4) y las piezas transversales (2, 3) componentes del armazón, y siendo planas las superficies de unión (5 - 10), caracterizado porque la zona de unión de las piezas laterales es muy rígida y las piezas transversales son flexibles, de modo que se produce un montaje al menos prácticamente libre de intersticios, y en la zona de las superficies de unión (5 - 10) están dispuestos medios (11, 12) que fijan la posición entre sí de al menos dos piezas en todas las direcciones espaciales
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2005/055022.
Solicitante: JOHNSON CONTROLS GMBH.
Nacionalidad solicitante: Alemania.
Dirección: INDUSTRIESTRASSE 20-30 51399 BURSCHEID ALEMANIA.
Inventor/es: HAMERS,MICHAEL, GEISLER,AXEL, SCHMITTER,ANDREAS.
Fecha de Publicación: .
Fecha Solicitud PCT: 5 de Octubre de 2005.
Fecha Concesión Europea: 30 de Junio de 2010.
Clasificación Internacional de Patentes:
- B23K26/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › con un soporte fijo.
- B23K26/24 B23K 26/00 […] › Soldadura por costuras.
- B60N2/68 B […] › B60 VEHICULOS EN GENERAL. › B60N ASIENTOS ESPECIALMENTE ADAPTADOS PARA VEHÍCULOS; ADAPTACIONES DE VEHICULOS PARA PASAJEROS NO PREVISTAS EN OTRO LUGAR. › B60N 2/00 Asientos especialmente adaptados a los vehículos; Instalación o montaje de asientos en vehículos (asientos para vehículos ferroviarios B61D 33/00; asientos para ciclos B62J 1/00; asientos para aeronaves B64D 11/06, B64D 25/04, B64D 25/10). › Estructuras de asiento, p.ej. para el respaldo.
Clasificación PCT:
- B21D39/03 B […] › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 39/00 Utilización de procedimientos que permitan el ensamblaje de objetos o de partes de objetos, p. ej. revestimiento con chapas, que no sea por chapado (remachado B21J; ensamblado de elementos por forjado o prensado al objeto de que formen una sola pieza B21K 25/00 ); Dispositivos de mandrinaje de tubos. › de chapas que no sea por doblado.
- B23K26/20 B23K 26/00 […] › Unión (soldadura sin fusión por energía radiante B23K 1/005; unión de elementos plásticos preformados por calentamiento mediante láser B29C 65/16).
- B60N2/22 B60N 2/00 […] › siendo reglable el respaldo.
- B60N2/68 B60N 2/00 […] › Estructuras de asiento, p.ej. para el respaldo.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Fragmento de la descripción:
La presente invención se refiere a un armazón de un asiento, en particular de un asiento delantero de un automóvil, que consiste en varias piezas que presentan en cada caso superficies de unión. La presente invención se refiere a un procedimiento para la producción de un armazón de un asiento y también a un asiento reclinable y a un procedimiento para la conexión por unión de material de dos piezas y una pieza que es particularmente adecuada para la soldadura por láser.
Los armazones de asiento, en particular de asientos delanteros de automóviles tal como se dan a conocer por ejemplo en los documentos EP 1 136 315 A, WO 99/19164 A, EP 1 154 875 B y US 2004/0113481 A, consisten generalmente en varias piezas que se unen entre sí de acuerdo con el estado actual de la técnica, por ejemplo mediante soldadura bajo gas protector. Sin embargo, este procedimiento es relativamente costoso, ya que, por regla general, para la soldadura frecuentemente es necesario sujetar las piezas varias veces en un dispositivo de fijación y/o modificar la posición de éstas varias veces, lo que requiere mucho tiempo e implica un gran gasto. Además, la soldadura bajo gas protector ya es de por sí un procedimiento relativamente lento.
Por ello, la presente invención tiene por objetivo proponer un armazón de un asiento que no presente las desventajas del estado actual de la técnica.
Este objetivo se resuelve con un armazón de asiento según la reivindicación 1.
Para los especialistas ha resultado sumamente sorprendente e inesperado el que el armazón según la invención se pueda producir mediante una única sujeción en un dispositivo de fijación. Durante el proceso de soldadura no es necesario cambiar la posición de las piezas. El armazón según la invención se puede producir de forma sencilla y económica.
De acuerdo con la invención, el armazón consiste en varias piezas que presentan superficies de unión que se unen entre sí mediante soldadura por láser.
En la soldadura por láser se enfoca un rayo láser sobre las piezas a soldar y el lugar de soldadura se calienta hasta la temperatura de soldadura, en la que el material de al menos una de las dos piezas a soldar se licúa. Al solidificarse, las dos piezas quedan unidas entre sí. Se pueden utilizar tanto láseres de estado sólido como láseres de gas. Las potencias usuales oscilan entre 2 y 60 kW. Dado el caso, la soldadura por láser se lleva a cabo bajo gas protector. Preferentemente, el láser oscila durante la soldadura, de modo que no se produce ningún cordón de soldadura recto, sino un cordón de soldadura que oscila alrededor de una recta. De este modo se obtienen cordones de soldadura más largos y/o la zona fundida es más ancha.
De acuerdo con la invención, las superficies de unión de dos piezas se unen entre sí mediante soldadura por láser. Estas superficies de unión están configuradas con tolerancias de tal modo que se puede producir una unión prácticamente libre de intersticios. Por ello, de acuerdo con la invención las superficies de juntura son planas.
De acuerdo con la invención, las piezas presentan en la zona de las superficies de unión medios que fijan las piezas correspondientes en su posición relativa entre sí, de modo que las piezas se pueden sujetar una contra otra en un dispositivo de fijación y después soldar. Dichos medios han de estar configurados de tal modo que al colocar las piezas en el dispositivo de fijación, y a más tardar durante la fijación, éstas adopten una posición relativa entre sí predeterminada y no se desplacen durante la fijación o durante la soldadura por láser. Estos medios pueden consistir en cualquier medio usual para los especialistas para conexiones en unión positiva y/o unión no positiva, como por ejemplo superficies de contacto. A través de estos medios y de la interacción de las superficies de unión se fija la posición entre sí de las piezas a unir en cada caso en todas las direcciones espaciales, de modo que resulta un producto con unas tolerancias de fabricación relativamente pequeñas. Mediante la interacción de las superficies de unión o de dichos medios, todas las piezas necesarias para el armazón parcial se pueden colocar y fijar entre sí, por ejemplo en un dispositivo de fijación, sin que se desplacen en este proceso. De este modo, la soldadura por láser puede tener lugar con una única sujeción en un dispositivo de fijación.
La invención se explica a continuación con referencia a las figuras 1 y 2.
Estas explicaciones se dan únicamente a modo de ejemplo y no limitan la idea general de la invención. Las explicaciones son igualmente aplicables a todos los objetos de la presente invención.
La figura 1, muestra una parte del armazón según la invención.
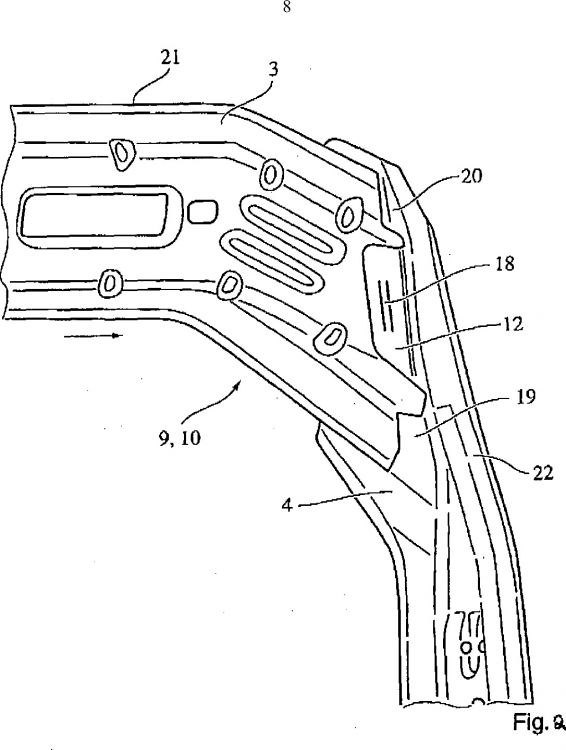
La figura 2, muestra la parte según la invención con una brida.
En la figura 1 está representada una parte del armazón según la invención, que consiste en cuatro piezas 1 – 4, de las cuales sólo están representadas tres piezas 1, 2, 3. Las piezas consisten en piezas prensadas que presentan en todos los casos un espesor de material de 0,9 mm. Las piezas se colocan en un dispositivo de fijación de tal modo que las superficies de unión 5, 6 de las piezas 1 y 2 y las superficies 7, 8 de las piezas 1 y 3 queden superpuestas a ser posible sin intersticio. Para optimizar en la mayor medida posible las superficies de unión en lo que respecta a la técnica de soldadura, la pieza lateral 1 es muy rígida, sobre todo en la zona de unión 5, 6, mientras que la pieza transversal 2 es flexible. Después se aprietan las piezas una contra la otra para reducir al mínimo los intersticios todavía existentes. Las superficies de unión se unen entre sí mediante cordones de soldadura 18, en este caso paralelos. Los especialistas entenderán que los cordones de soldadura también pueden presentar otra forma. Por ejemplo, una forma de realización preferente consiste en cordones de soldadura circulares. Las tolerancias de las superficies de unión están dimensionadas de tal modo que las dos superficies se superponen de forma plana y no presentan ningún intersticio entre sí.
Además, la pieza transversal 2 presenta medios 11, por ejemplo varias estampaciones, que definen inequívocamente la posición de las piezas entre sí, lo que permite reducir al mínimo el intersticio entre las piezas durante la fijación, lo que tiene lugar antes de la soldadura. Gracias a ello, las piezas presentan una tolerancia pequeña en lo que respecta a su planicidad y su oblicuidad. Los especialistas entenderán que dichos medios también pueden estar presentes en la pieza 1 o en la pieza 3.
El contorno 19 puede presentar cualquier configuración, conforme a los deseos del cliente, y se puede adaptar a componentes, por ejemplo airbags, que se disponen en la zona del asiento.
La figura 2 muestra la pieza 4 según la invención con la brida 12. La pieza transversal 3, que está dispuesta en la zona del reposacabezas del asiento de automóvil, está doblada en la zona del borde 21 para aumentar la rigidez del armazón y reducir el riesgo de lesión. Las piezas 3 y 4 se ensamblan y sujetan entre sí, tal como muestra la flecha, y se disponen en una posición correspondiente entre sí mediante el dispositivo correspondiente. A continuación se abate la brida 18 hasta que ésta se apoya sin intersticios sobre la pieza 9. Este movimiento hacia abajo se puede realizar por ejemplo mediante pisadores. Acto seguido, la pieza 3 y la brida 18 se unen entre sí por unión de material mediante dos cordones de soldadura por láser 18 dispuestos en cualquier posición y realizados mediante soldadura por láser. La disposición de las superficies a soldar paralela con respecto al plano del papel posibilita una unión sencilla. Esto también resulta útil para reducir al mínimo las tolerancias de los componentes entre sí. La geometría 22 de la pieza 4 permite un buen flujo de fuerzas en el sistema en conjunto. La unión entre las piezas presenta una alta planicidad y tolerancias pequeñas.
Los especialistas entenderán que no es necesario que los cordones de soldadura 18 sean paralelos y que en caso dado también puede ser suficiente un único cordón de soldadura. El cordón de soldadura circular del asiento reclinable también puede presentar una forma diferente.
En todas las figuras se puede observar que las piezas 1, 2, 3, están imbricadas entre sí y que las zonas de transición están configuradas de tal modo que posibilitan una buena transmisión de fuerzas entre los componentes....
Reivindicaciones:
1. Armazón de un asiento, en particular de un asiento delantero de un automóvil, que consiste en varias piezas (1 - 4) que presentan en cada caso superficies de unión (5 - 10), estando unidas entre sí por unión de material mediante soldadura por láser en cada caso dos superficies de unión (5 - 10) que pertenecen en cada caso a dos piezas diferentes (1 -4), siendo las piezas laterales (1, 4) y las piezas transversales (2, 3) componentes del armazón, y siendo planas las superficies de unión (5 -10), caracterizado porque la zona de unión de las piezas laterales es muy rígida y las piezas transversales son flexibles, de modo que se produce un montaje al menos prácticamente libre de intersticios, y en la zona de las superficies de unión (5 - 10) están dispuestos medios (11, 12) que fijan la posición entre sí de al menos dos piezas en todas las direcciones espaciales.
2. Armazón según la reivindicación anterior, caracterizado porque la posición de las piezas (1 - 4) entre sí se puede fijar en un dispositivo de fijación.
3. Armazón según una de las reivindicaciones anteriores, caracterizado porque la soldadura por láser de las piezas (1 - 4) tiene lugar en un dispositivo de fijación.
4. Asiento, en particular asiento delantero de un automóvil, que presenta un armazón según una de las reivindicaciones anteriores.
Patentes similares o relacionadas:
Dispositivo de ensamblaje y procedimiento de ensamblaje, del 12 de Febrero de 2020, de VOLKSWAGEN AKTIENGESELLSCHAFT: Dispositivo de ensamblaje para el ensamblaje láser de por lo menos dos piezas (B1, B2), que presenta: un primer generador de radiación láser con una configuración de […]
Método para ensamblar dos componentes en el área de una zona de ensamblaje mediante al menos un rayo láser, y método para producir una costura de ensamblaje continua, del 4 de Diciembre de 2019, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.: Método para ensamblar dos componentes en el área de una zona de ensamblaje, que define las superficies libres que han de ser unidas de los dos componentes, […]
Procedimiento de ensamblaje por soldadura de una chapa de aluminio que tiene una abertura con una chapa de acero, del 6 de Junio de 2018, de PSA Automobiles SA: Procedimiento de ensamblaje de chapas de materiales diferentes, que comprende al menos una etapa de superposición de las chapas y una etapa de soldadura, presentando […]
Procedimiento y dispositivo para soldar estructuras de asiento así como asiento, del 22 de Marzo de 2017, de KUKA Industries GmbH: Procedimiento para la soldadura de estructuras de asiento de asientos , especialmente asientos de automóviles, soldándose una chapa de cubrición en forma de […]
Dispositivo para la unión de dos partes de pieza de trabajo con zonas de diferentes propiedades mediante una soldadura de irradiación láser y un homogeneizador, del 18 de Enero de 2017, de JENOPTIK AUTOMATISIERUNGSTECHNIK GMBH: Dispositivo para la unión de dos partes de pieza de trabajo en una pieza de trabajo mediante soldadura de irradiación, por cordones […]
Método de soldadura de una primera y una segunda pieza de trabajo metálica con pulverización en frío de una capa del material de modificación de la soldadura a una de las superficies, del 21 de Septiembre de 2016, de THE WELDING INSTITUTE: Un método de soldadura de unas primera y segunda piezas de trabajo metálicas delgadas , caracterizadas porque cada una de las primera y segunda piezas de trabajo […]
Procedimiento para procesar un sustrato que tiene dos capas superpuestas usando láser focalizado dentro del sustrato para soldar las capas, del 3 de Agosto de 2016, de Corelase OY (100.0%): Un procedimiento para procesar un sustrato modificando estructuralmente al menos parte de una zona de interfase definida por al menos dos capas superpuestas (28A, […]
Pistola de soldadura láser accionable manualmente, del 27 de Julio de 2016, de IPG Photonics Corporation: Una pistola de soldadura láser accionable manualmente para unir dos o más piezas de metal superpuestas, que comprende: una columna de soporte alargada […]