Procedimiento de laminación de productos base en productos finales de diferentes tamaños.
(30/04/2014) Procedimiento para laminar un producto base FP1en productos finales FP2 de diferentes tamaños en una sección de acabado de un laminador que comprende una pluralidad de unidades de laminación (RU1- RU5) dispuestas a lo largo de una línea de paso del laminador PL, cada unidad de laminación incluye dos cajas de laminación (S1- S10) con rodillos de trabajo configurados para definir pasos de laminación sucesivos ovalados y redondos (O, R), y cada caja de laminación está diseñada para efectuar una reducción de un área específica sobre el producto laminado a través del paso de su laminador respectivo, dicho procedimiento comprende:
el laminado de un producto base FP1 que tiene un tamaño de entrada…
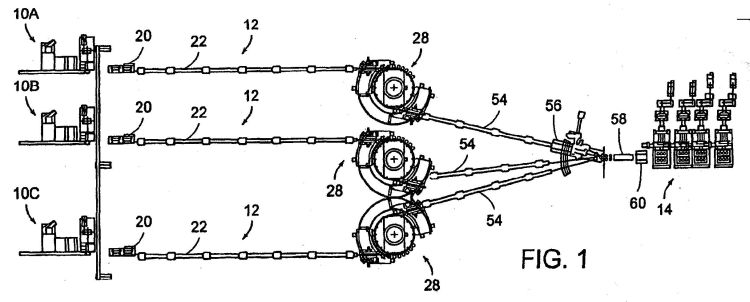
(18/04/2013) Laminador modular que comprende:
una pluralidad de unidades de laminación (10a, 10b, 10c) que tienen rodillos de trabajoconfigurados y dispuestos para reducir progresivamente la superficie de la sección transversal deun producto recibido a lo largo de una línea de paso del laminador(P);
unidades de engranajes (46a, 46b, 46c) acopladas mecánicamente a cada unidad de laminación,cada unidad de engranaje en su turno esta acoplada mecánicamente a un árbol de transmisión deimpulsión por un primer grupo de engranajes cónicos , las relaciones de dicho primergrupo de engranaje cónico se aumenta progresivamente desde la primera a la última…
Aparato para desacelerar y acumular temporalmente un producto laminado en caliente.
(10/04/2013) Aparato para desacelerar y acumular temporalmente un producto laminado en caliente que se muevelongitudinalmente a lo largo de un primer eje (A1) a una primera velocidad V1, dicho aparato comprende:
una guía curva que tiene un extremo de entrada (12a) alineado con dicho primer eje para recibir dicho producto,y que tiene un extremo de salida (12b) espaciado radialmente desde dicho primer eje y orientado paraentregar dicho producto en una dirección de salida transversal a dicho primer eje, dicha guía curva puedegirar alrededor de dicho primer eje en una dirección opuesta a la dirección de salida y a una velocidad en laque dicho extremo de salida tiene una segunda velocidad V2 menor que V1 y de manera que dichoproducto…
Procedimiento de laminado continuo de un producto que sale de una caja de laminación aguas arriba a una velocidad mayor que la toma de velocidad de una caja de laminación aguas abajo.
(01/08/2012) Procedimiento de laminación continua de un producto en cajas de laminación (RS1 , RS2) consecutivas aguas arriba yaguas abajo, el producto sale de la caja de laminación (RS1) aguas arriba a una velocidad V1 que es mayor que la toma en velocidad V3de la caja de laminación (RS2) aguas abajo, comprendiendo dicho método:
dirigir el producto que sale de la caja de laminación aguas arriba a lo largo de un eje (A) a un acumulador dispuesto entre las cajas de laminación , dicho acumulador tiene un ensamblaje de colocación (LA) curvado con un extremo de entrada (22a) alineado con dicho eje para recibir el producto, y un extremo de salida (22b) espaciado radialmente desde dicho eje para entregar el producto en una dirección de salida transversal…
LAMINADOR DE MÚLTIPLES SALIDAS.
(25/10/2011) Laminador que comprende: una sección inicial de laminador (IMS) configurada y dispuesta para recalentar y laminar continuamente las palanquillas en productos intermedios en una primera velocidad de producción; múltiples secciones de salida del laminador (OMS1 , OMS 2 , OMS 3 ) configuradas de manera diferente, construidas y dispuestas para laminar adicionalmente dichos productos intermedios en productos terminados que se transforman en paquetes en las segundas velocidades de producción que son inferiores a dichas primeras velocidades de producción, las formas de los paquetes producidos por al menos algunas de dichas secciones de salida del laminador (OMS1 , OMS 2 , OMS 3 ) son diferentes de las formas de los paquetes…
MÉTODO Y SISTEMA PARA EL TRATAMIENTO DE PRODUCTOS LARGOS DE DIFERENTES DIMENSIONES.
(17/05/2011) Procedimiento de tratamiento en una línea de tratamiento de productos largos de diferente dimensión proporcionados por un laminador , dicho procedimiento comprende: la formación de productos dentro de un primer ámbito de dimensión en una primera formación helicoidal de anillos que tienen un primer diámetro y se forma alternativamente en la misma línea de tratamiento de los productos dentro de un segundo ámbito de dimensión mayor que la dimensión más grande del productos en el primer ámbito en una segunda formación helicoidal de anillos que tienen un segundo diámetro mayor que el primer diámetro; se depositan las formaciones…
MÉTODO DE SUBDIVISIÓN Y DESACELERACIÓN DE PRODUCTOS LARGOS LAMINADOS EN CALIENTE.
(12/04/2011) Procedimiento de subdivisión y de desaceleración de un producto largo laminado en caliente que avanza a lo largo de un trayecto de avance (Pd) de un laminador a un puesto de refrigeración , dicho método comprende los pasos de: (a) disponer de una cizalla y un desacelerador en sucesión a lo largo de dicho trayecto de avance, dicho desacelerador consta de una serie de rodillos de sujeción impulsados precedidos por una pluralidad de rodillos deflectores ; (b) poner el segmento de delante de dicho producto en contacto con dichos rodillos de sujeción que funcionan a una velocidad inicial por lo menos igual a la del producto que avanza; (c) accionar dicha cizalla para separar dicho segmento de delante del resto de dicho producto; y (d) desacelerar dicho segmento de delante caracterizado porque, dicho segmento de delante se desacelera…
PROCEDIMIENTO DE AJUSTE DE LA VELOCIDAD DE UNA CABEZA DE COLOCACION EN UN LAMINADOR.
(08/10/2010) Procedimiento de ajuste de la velocidad de un tubo de colocación curvo arrastrado en rotación, en el cual un producto que se desplaza longitudinalmente se dirige a la salida del extremo final de dicho tubo con la forma de una formación helicoidal de anillos , dicho procedimiento consta de:
determinación de los radios internos máximos y mínimos Rmax, Rmin de dicho tubo , el emplazamiento del radio R máximo de dicho tubo, tal como mide desde el eje de rotación de dicho tubo;
medir continuamente la velocidad del producto Vp que entra en dicho tubo de colocación ; y
ajuste de la velocidad de rotación de dicho tubo de colocación de tal manera…
METODO DE TRANSPORTAR Y TRATAR TERMICAMENTE BOBINAS DE PRODUCTOS LAMINADOS EN CALIENTE EN UN TREN DE LAMINACION.
(11/02/2010) Un método para transportar y tratar térmicamente bobinas de productos laminados en caliente, que comprende: proporcionar un camino o recorrido de transporte , definido por una pluralidad de tramos o secciones transportadoras accionadas independientemente y dispuestas consecutivamente de forma secuencial; proporcionar una pluralidad de estaciones de tratamiento térmico (B; C), separadas unas de otras a lo largo de dicho recorrido de transporte ; transportar dichas bobinas a lo largo de dicho recorrido de transporte , sobre dichas secciones transportadoras y a través de una o más de dichas estaciones de tratamiento térmico (B; C); y controlar la velocidad a la que dichas…
(19/05/2009) Un laminador modular, que comprende: una pluralidad de unidades de laminación independientes dispuestas a lo largo de una línea de paso (P) del laminador, teniendo cada unidad de laminación al menos dos pares de rodillos de trabajo que van sobre ejes de rodillos , trenes de impulsión intermedios contenidos dentro de dichas unidades de laminación para acoplar mecánicamente dichos ejes de rodillos a los ejes impulsores , siendo los ejes impulsores de dichas unidades de laminación paralelos entre sí y sobresaliendo hacia un primer lado (A) de dicha línea de paso desde sus respectivas unidades de laminación . caracterizado por un eje de línea paralelo a y en dicho lado primero (A) de dicha línea de paso (P), medios para impulsar dicho eje de línea; ejes motores paralelos acoplados mecánicamente por grupos de engranajes…
METODO Y APARATO PARA INTERRUMPIR TEMPORALMENTE EL PASO DE PRODUCTOS LARGOS ENTRE LOS RECORRIDOS AGUAS ARRIBA Y AGUAS ABAJO EN UN TREN DE LAMINADO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/2007). Ver ilustración. Solicitante/s: MORGAN CONSTRUCTION COMPANY. Clasificación: B22D11/06, B21B1/46, B21C49/00, B21B1/18, B21C47/24, B21C47/00, B21B41/00.
Un método para interrumpir temporalmente el paso de un producto largo entre los recorridos aguas arriba y aguas debajo de un tren de laminado , comprendiendo: suministrar el producto que pasa a lo largo del recorrido aguas arriba a un tambor cilíndrico ; rotar el tambor en una dirección para acumular el producto en el mismo en una serie de vueltas; invertir la dirección de rotación del tambor para desenrollar el producto acumulado en el mismo; suministrar el producto desenrollado desde el tambor hasta el recorrido aguas abajo ; caracterizado porque el producto se recibe en, y se suministra desde, el tambor respectivamente en posiciones espaciales circunferenciales alrededor del tambor estando a un nivel horizontal común; y porque el tambor se mueve alternativamente en dirección axial durante la rotación en una dirección perpendicular a ese nivel horizontal.
METODO PARA REDUCIR Y DIMENSIONAR PRODUCTOS FERROSOS LAMINADOS EN CALIENTE.
(16/05/2006) Un método para laminar y dar acabado de forma continua a una pieza de trabajo ferrosa, transformándola en un redondo acabado, que comprende: laminar dicha pieza de trabajo en una primera y segunda pasadas de rodillo sucesivas (P1, P2) a una elevada temperatura, entre unos 650 y 1.000ºC, estando dicha primera y segunda pasadas de rodillo (P1, P2) definidas cada una por dos rodillos de trabajo y estando dimensionadas para efectuar una reducción combinada fuerte del área de la sección transversal de dicha pieza de trabajo de al menos 20-25% aproximadamente, con una pauta de tensiones efectivas acompañante dominada por una…
PROCEDIMIENTO Y DISPOSITIVO PARA LA LAMINACION CONTINUA ININTERRUMPIDA DE PRODUCTOS DE REDONDOS Y VARILLAS.
(01/04/2006) Un procedimiento para unir el extremo posterior (ATE) de una primera sección (A) de producto con el extremo frontal (BFE) de una segunda sección (B) de producto sucesiva, en un tren de laminación continua en el cual tochos discretos son laminados a través de una pluralidad de cajas de laminador dispuestas a lo largo de una línea "p" de paso de laminación para producir secciones (A, B) de producto sucesivas con áreas de sección reducida, teniendo las secciones de producto sucesivas unos extremos frontal (AFE, BFE) y posterior (ATE, BTE), comprendiendo dicho procedimiento las etapas de: operar una primera de las cajas de laminador a una velocidad de suministro que excede la velocidad de asimilación de una segunda caja de laminador sucesiva, estando el procedimiento además caracterizado…
CIZALLA OSCILANTE DE ALTA VELOCIDAD.
(01/12/2005) Una cizalla para subdividir un producto alargado (R) que se desplaza longitudinalmente sobre un plano (PH), cuya cizalla comprende: unas cuchillas maestra y seguidora montadas rotativamente sobre unos ejes paralelos situados en lados opuestos de dicho plano, cuyas cuchillas están dispuestas para que coactúen con una relación de solape radial en una zona de corte (Z1) situada entre dichos ejes y separada verticalmente de dicho plano, siendo el radio de giro (RL) de dicha cuchilla maestra mayor que el radio de giro (RF) de dicha cuchilla seguidora; unos medios para hacer girar continuamente dichas cuchillas con una misma velocidad angular, precediendo dicha cuchilla maestra a dicha cuchilla seguidora en dicha zona de corte; y un medio conmutador situado aguas arriba de dicha zona de corte, cuyo medio conmutador puede funcionar en un primer…
{kind=link}