MÉTODO DE SUBDIVISIÓN Y DESACELERACIÓN DE PRODUCTOS LARGOS LAMINADOS EN CALIENTE.
Procedimiento de subdivisión y de desaceleración de un producto largo laminado en caliente que avanza a lo largo de un trayecto de avance (Pd) de un laminador (11) a un puesto de refrigeración (10),
dicho método comprende los pasos de: (a) disponer de una cizalla (12) y un desacelerador (14) en sucesión a lo largo de dicho trayecto de avance, dicho desacelerador consta de una serie de rodillos de sujeción impulsados (16) precedidos por una pluralidad de rodillos deflectores (18); (b) poner el segmento de delante de dicho producto en contacto con dichos rodillos de sujeción (16) que funcionan a una velocidad inicial por lo menos igual a la del producto que avanza; (c) accionar dicha cizalla (12) para separar dicho segmento de delante del resto de dicho producto; y (d) desacelerar dicho segmento de delante caracterizado porque, dicho segmento de delante se desacelera por: (i) reducción de la velocidad de dichos rodillos de sujeción (16); y (ii) accionando dichos rodillos deflectores (18) para desviar dicho segmento del producto de dicho trayecto de avance (Pd) en una trayectoria sinuosa (Ps)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07106629.
Solicitante: SIEMENS INDUTRY, INC.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 1000 DEERFIELD PARKWAY BUFALO GROVE, IL 60089 ESTADOS UNIDOS DE AMERICA.
Inventor/es: SHORE, T., MICHAEL.
Fecha de Publicación: .
Fecha Solicitud PCT: 20 de Abril de 2007.
Clasificación Internacional de Patentes:
- B21B39/00D
- B21B39/08A
Clasificación PCT:
- B21B39/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 39/00 Sistemas para hacer avanzar, sujetar o presentar el material, o para controlar su movimiento, combinados con laminadores, dispuestos en los laminadores, o especialmente concebidos para ser utilizados con laminadores (guiado, transporte o acumulación de materiales de gran flexibilidad en bucles o en arcos B21B 41/00; especialmente asociados a los lechos de enfriamiento B21B 43/00; transporte en general B65G). › Sistemas de frenado o de tensión.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2356684_T3.pdf
Descripción:
MARCO DE LA INVENCIÓN
1. Campo de la invención
Esta invención se relaciona en general con laminadores cuando suministran productos largos laminados en 5 caliente a los puestos de refrigeración, y afecta en particular a un método de subdivisión y de desaceleración de tales productos antes de su llegada al puesto de refrigeración. Según se emplea aquí, el término “productos largos” se refiere a barras y similares.
2. Descripción de la técnica anterior.
Como se divulga por ejemplo en la patente norteamericana No. 4,413,494, se conoce el uso de rodillos de 10 sujeción impulsados para sujetar y para desacelerar productos largos laminados en caliente. Cuando se usan solos, sin embargo, la fuerte presión ejercida por los rodillos de sujeción puede deformar o dañar de otra manera la superficie del producto. Esto es de particular interés con productos que tienen superficies acanaladas, por ejemplo, barras de refuerzo.
En GB A-2 118 875 se divulgan rodillos de sujeción para desacelerar productos largos. 15
El uso de rodillos al tresbolillo con efecto de desaceleración por desviación de productos largos en trayectos sinuosos alargados, se conoce también por la patente norteamericana No. 4,884,429, que muestra las características del preámbulo de la reivindicación 1
Sin embargo, cuando se utilizan solos, tales dispositivos de rodillos al tresbolillo son incapaces de desacelerar adecuadamente los productos a las velocidades de avance más altas de los laminadores modernos. Por otra 20 parte, el uso de los dispositivos de rodillos al tresbolillo, para desacelerar los extremos de delante del producto, es probable que produzcan ondulaciones.
SUMARIO DE LA INVENCIÓN
La invención proporciona un método de subdivisión y desaceleración de un producto largo laminado en caliente que avanza a lo largo de un trayecto de avance de un laminador a un puesto de refrigeración, dicho método 25 abarcaba los pasos de: (a) disponer de una cizalla y un desacelerador en sucesión a lo largo de dicho trayecto de avance, dicho desacelerador abarca una serie de rodillos de sujeción impulsados precedidos por una pluralidad de rodillos deflectores; (b) poner el segmento de delante de dicho producto en contacto con dichos rodillos de sujeción que funcionan a una velocidad inicial por lo menos igual a la del producto que avanza; (c) accionar dicha cizalla para separar dicho segmento de delante del resto de dicho producto; y (d) desacelerando 30 dicho segmento de delante por: (i) reducción de la velocidad de dichos rodillos de sujeción; y (ii) accionando dichos rodillos deflectores para desviar dicho segmento del producto de dicho trayecto de avance en una trayectoria sinuosa.
Según una realización preferente, los pasos (b), (c), y (d) se realizan secuencialmente. Preferentemente, los pasos (d) (i) y (d) (ii) se realiza simultáneamente. 35
Según otra realización preferente, dicha velocidad inicial es más alta que la del producto que avanza.
Según otra realización preferente, dichos rodillos deflectores son de rueda libre y al tresbolillo en lados opuestos de dicho trayecto de avance.
La presente invención proviene del descubrimiento de que aunque el empleo de cualquiera de los rodillos de sujeción o de los rodillos al tresbolillo, por si mismos, pueden llevar a problemas, su aplicación en relación a los 40 productos pueden proporcionar una desaceleración sumamente eficaz sin deformar el producto o estropear su superficie.
Una descripción más detallada de la invención y de sus ventajas adicionales será ahora proporcionada con referencia a los dibujos adjuntos, en donde:
BREVE DESCRIPCIÓN DE LOS DIBUJOS
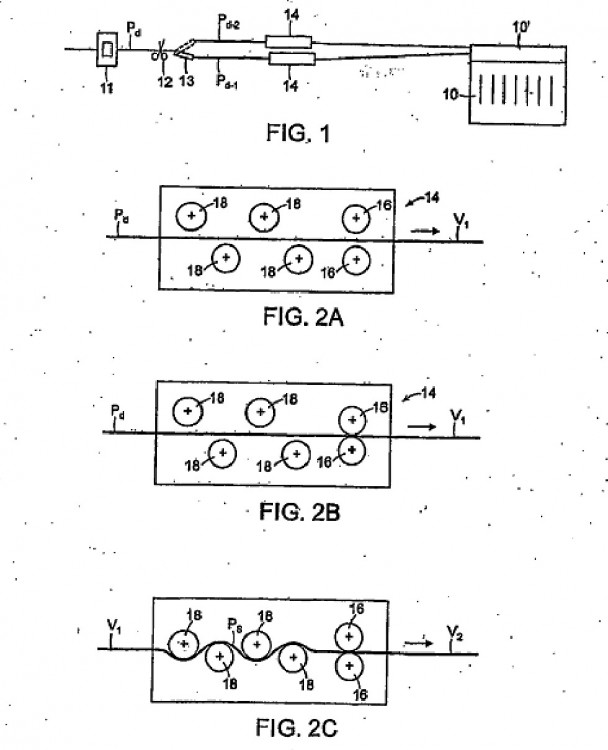
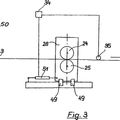
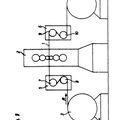
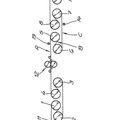
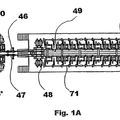
La figura 1 es una vista de una planta esquemática de una instalación de laminación que incorpora un sistema de acuerdo con la presente invención, yLas figuras. 2a - 2C son ilustraciones esquemáticas que representan respectivamente el desacelerador en diferentes etapas de funcionamiento.
DESCRIPCIÓN DETALLADA DE LA INVENCIÓN
Con referencia inicialmente a la fig. 1, se muestra una diseño ejemplar de un laminador que consta de un puesto 5 de refrigeración 10 dispuesto para recibir los productos largos que avanzana lo largo del trayecto Pd desde el soporte del último rodillo 11. Una cizalla 12 sirve para subdividir los productos, y un conmutador 13 dirige los segmentos cortados del producto alternativamente a los trayectos Pd-1 y Pd-2 que llevan al puesto de refrigeración siguiendo la mesa 10.A partir de aquí, los productos se desplazan lateralmente a través del puesto de refrigeración al equipo receptor (no mostrado) para su posterior procesamiento, por ejemplo, el corte a las 10 longitudes del cliente, empaquetamiento, etc.
Los desaceleradores 14 conforme a la presente invención se colocan a lo largo de los trayectos Pd-1 y Pd-2 entre el conmutador 13 y el puesto de refrigeración 10. Como se puede ver mejor con referencia adicional a las figuras. 2a - 2C, cada desacelerador 14 incluye un conjunto de rodillos de sujeción impulsados 16 precedidos por una pluralidad de rodillos de deflación 18 al tresbolillo en los lados opuestos del trayecto de avance P. Los rodillos 15 deflectores 18 son preferentemente de rueda libre, y son ajustables entre las posiciones inoperantes sacadas del trayecto de avance, como se muestra en las figuras 2A y 2B, y las posiciones operativas proyectadas en el trayecto de avance, como se muestra en la figura 2C. El ajuste de los rodillos deflectores 18 entre sus posiciones operativas e inoperantes se puede efectuar por cualquier mecanismo conocido, un ejemplo no limitativo es el que se describe en la patente norteamericana N ° 4,884,429, cuya descripción se incorpora aquí por referencia. 20
Los rodillos de sujeción 16 son ajustables entre posiciones abiertas como se muestra en la figura 2A, y posiciones cerradas como se muestra en la figura 2B. Los rodillos de sujeción se pueden conducir y ajustar entre sus posiciones abiertas y cerradas por mecanismos conocidos por los expertos en la materia, un ejemplo no restrictivo se describe en la patente norteamericana No 6,920,772, cuya descripción también se incorpora aquí por referencia. 25
En un funcionamiento ejemplar, un producto largo laminado en caliente saldrá del soporte del último rodillo 12 a una velocidad V1 de entre unos 14 a 40 m/sec., dependiendo del tamaño del producto que ha rodado. Con los desaceleradores en la condición mostrada en la fig. 2A, un segmento de delante del producto pasará libremente a través de la cizalla12 y se dirigirá por el conmutador 13 a la trayectoria Pd-1.
Como se muestra en la figura 2B, el segmento de delante está entonces en contacto por los rodillos de sujeción 30 impulsados 16, con los rodillos de sujeción que funcionan a una velocidad inicial de por lo menos igual a y preferiblemente un poco más rápido que la velocidad de salida V1 del producto. Como se emplea aquí, “velocidad” se refiere a la velocidad de rotación de las superficies del rodillo de sujeción en contacto con el producto.
El segmento de delante del producto entonces se corta del resto del producto por acción de la cizalla 13, y el 35 segmento arrastrado del producto es dirigido por el conmutador 13 al trayecto Pd-2. Con el segmento de delante cortado del producto ahora separado del resto del producto todavía es propulsado por los soportes del laminador, y como se muestra en la figura 2C, los rodillos de sujeción 16 son desacelerados a una velocidad V2 menor que V1, y los rodillos deflectores 18 son movidos en el trayecto Pd para desviar el producto a un trayecto sinuoso Ps. La longitud aumentada del trayecto sinuoso Ps actúa en sintonía con la velocidad reducida de los rodillos de 40 sujeción para efectuar la desaceleración del producto a la velocidad más lenta V2. En virtud de esta acción en sincronía, que preferentemente se produce simultáneamente, la fuerza con la que el producto es agarrado entre los rodillos de sujeción puede reducirse beneficiosamente, evitando así la deformación del producto y también evitando o al menos disminuyendo beneficiosamente cualquier grado de marcar la superficie del producto. El segmento del producto arrastrado itinerante a lo largo del trayecto Pd-2 actúa de manera similar sobre y es 45 retardado por el otro desacelerador
Reivindicaciones:
1. Procedimiento de subdivisión y de desaceleración de un producto largo laminado en caliente que avanza a lo largo de un trayecto de avance (Pd) de un laminador (11) a un puesto de refrigeración (10), dicho método comprende los pasos de:
(a) disponer de una cizalla (12) y un desacelerador (14) en sucesión a lo largo de dicho trayecto de 5 avance, dicho desacelerador consta de una serie de rodillos de sujeción impulsados (16) precedidos por una pluralidad de rodillos deflectores (18);
(b) poner el segmento de delante de dicho producto en contacto con dichos rodillos de sujeción (16) que funcionan a una velocidad inicial por lo menos igual a la del producto que avanza;
(c) accionar dicha cizalla (12) para separar dicho segmento de delante del resto de dicho producto; y 10
(d) desacelerar dicho segmento de delante
caracterizado porque,
dicho segmento de delante se desacelera por:
(i) reducción de la velocidad de dichos rodillos de sujeción (16); y
(ii) accionando dichos rodillos deflectores (18) para desviar dicho segmento del producto de dicho 15 trayecto de avance (Pd) en una trayectoria sinuosa (Ps).
2. Procedimiento según la reivindicación 1,
en el que los pasos (b), (c), y (d) se realizan secuencialmente.
3. Procedimiento según la reivindicación 2,
en donde los pasos (d)(i) y (d)(ii) se realizan simultáneamente. 20
4. Procedimiento según las reivindicaciones 1, 2, o 3,
en donde dicha velocidad inicial es más alta que la del producto que avanza.
5. Procedimiento según la reivindicación 1,
en el que dichos rodillos deflectores son de rueda libre y al tresbolillo sobre los lados opuestos de dicho trayecto de avance. 25
Patentes similares o relacionadas:
 PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION EN CONTINUO DE UNA BANDA METALICA LAMINADA A PARTIR DE UNA FUSION METALICA, del 13 de Abril de 2010, de SIEMENS VAI METALS TECHNOLOGIES GMBH & CO: Procedimiento para la fabricación en continuo de una banda metálica , laminada, a partir de una fusión metálica , especialmente para la fabricación […]
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION EN CONTINUO DE UNA BANDA METALICA LAMINADA A PARTIR DE UNA FUSION METALICA, del 13 de Abril de 2010, de SIEMENS VAI METALS TECHNOLOGIES GMBH & CO: Procedimiento para la fabricación en continuo de una banda metálica , laminada, a partir de una fusión metálica , especialmente para la fabricación […]
Amortiguación de proceso de vibración de laminador de tercera octava autoexcitable, del 4 de Diciembre de 2019, de NOVELIS, INC.: Sistema que comprende: un ajustador de tensión que puede colocarse proximal a una entrada de una caja de laminador para ajustar […]
UNIDAD TENSORA., del 1 de Julio de 2005, de SMS DEMAG AG: Una unidad tensora asignada a un montante de cilindros con varios rodillos regulables dispuestos por debajo y por encima del recorrido de la cinta, […]
PRENSA DE FRENADO PARA CHAPAS LAMINADAS EN CALIENTE O EN FRIO Y CONJUNTO DE FRENADO PARA ESTE TIPO DE PRENSA., del 16 de Mayo de 2005, de ETABLISSEMENTS L.A. CHAIGNAUD: Prensa de frenado para chapas laminadas que comporta un bastidor, armazón o caballete, sobre el cual van montadas una placa superior […]
PROCEDIMIENTO Y DISPOSITIVO PARA CONDUCIR BARRAS LAMINADAS A UN LECHO DE ENFRIAMIENTO., del 16 de Noviembre de 2000, de PONG, DAVID TENG: UN METODO Y APARATO PARA TRASPASAR SECCIONES DE VARILLA DE UNAS TIJERAS VOLANTES A UN LECHO DE REFRIGERACION , MEDIANTE UNA MESA DE FUNCIONAMIENTO EN DONDE […]
 TREN DE LAMINACION PARA LA LAMINACION DE BANDA METALICA, del 1 de Febrero de 2009, de SMS SIEMAG AG: Tren de laminación para la laminación de banda metálica , especialmente de banda de acero, que presenta al menos un bastidor de laminación , una instalación de devanadera […]
TREN DE LAMINACION PARA LA LAMINACION DE BANDA METALICA, del 1 de Febrero de 2009, de SMS SIEMAG AG: Tren de laminación para la laminación de banda metálica , especialmente de banda de acero, que presenta al menos un bastidor de laminación , una instalación de devanadera […]
 INSTALACION DE TRATAMIENTO DE BANDAS PARA ENDEREZAR BANDAS METALICAS, del 16 de Diciembre de 2008, de BWG BERGWERK- UND WALZWERK-MASCHINENBAU GMBH: Instalación de tratamiento de bandas para enderezar bandas metálicas , especialmente bandas de acero fino inoxidable, que comprende un bastidor de acabado […]
INSTALACION DE TRATAMIENTO DE BANDAS PARA ENDEREZAR BANDAS METALICAS, del 16 de Diciembre de 2008, de BWG BERGWERK- UND WALZWERK-MASCHINENBAU GMBH: Instalación de tratamiento de bandas para enderezar bandas metálicas , especialmente bandas de acero fino inoxidable, que comprende un bastidor de acabado […]
 DISPOSITIVO DE CAMBIO DE VELOCIDAD DE UNA BARRA, del 1 de Julio de 2008, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Dispositivo de cambio de velocidad de barras , para cambiar una primera velocidad a la que se desplazan las barras de una longitud dada a […]
DISPOSITIVO DE CAMBIO DE VELOCIDAD DE UNA BARRA, del 1 de Julio de 2008, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Dispositivo de cambio de velocidad de barras , para cambiar una primera velocidad a la que se desplazan las barras de una longitud dada a […]