PROCEDIMIENTO DE AJUSTE DE LA VELOCIDAD DE UNA CABEZA DE COLOCACION EN UN LAMINADOR.
Procedimiento de ajuste de la velocidad de un tubo de colocación (10) curvo arrastrado en rotación,
en el cual un producto que se desplaza longitudinalmente se dirige a la salida del extremo final de dicho tubo (10) con la forma de una formación helicoidal de anillos (20), dicho procedimiento consta de:
determinación de los radios internos máximos y mínimos Rmax, Rmin de dicho tubo (10), el emplazamiento del radio R máximo de dicho tubo, tal como mide desde el eje de rotación de dicho tubo;
medir continuamente la velocidad del producto Vp que entra en dicho tubo de colocación (10); y
ajuste de la velocidad de rotación de dicho tubo de colocación (10) de tal manera que las velocidades de rotación Vmax, Vmin de dicho tubo en dichos radios internos máximos y mínimos comprende una gama que cataloga la velocidad V de dicho producto
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08102300.
Solicitante: MORGAN CONSTRUCTION COMPANY.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 15 BELMONT STREET,WORCESTER MASSACHUSETTS 01605.
Inventor/es: SHORE, T., MICHAEL.
Fecha de Publicación: .
Fecha Solicitud PCT: 5 de Marzo de 2008.
Fecha Concesión Europea: 12 de Mayo de 2010.
Clasificación Internacional de Patentes:
- B21C47/14C
- B21C47/14D
Clasificación PCT:
- B21C47/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › B21C 47/00 Enrollamiento, devanado o bobinado de hilos, bandas u otros materiales metálicos flexibles, caracterizado por el hecho de que estas operaciones no se aplican más que al trabajo de metales (bobinado de alambre en forma especial B21F 3/00). › por medio de una guía rotativa, p. ej. depositando el material alrededor de una bobina o de un tambor fijo.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Descripción:
Procedimiento de ajuste de la velocidad de una cabeza de colocación en un laminador.
Marco de la discusión
Esta invención se refiere en general a laminadores de productos laminados en calientes, por lo general varillas y barras, que se forman en anillos por una cabeza de colocación y los anillos se depositan en un diseño de superposición Spencerian sobre una cinta transportadora donde se someten a enfriamiento controlado mientras se transportan a una estación de reforma. La invención se refiere, en particular, a un procedimiento mejorado para ajustar la velocidad rotacional de la cabeza de colocación para optimizar el diseño de los anillos depositados en la cinta transportadora.
Para enfriar los anillos que se transportan en la cinta transportadora de una manera sustancialmente uniforme, el diseño del anillo de manera óptima debe de ser sustancialmente uniforme. A fin de lograr un modelo del anillo sustancialmente uniforme, la velocidad de la cabeza de colocación debe de corresponder a la velocidad del producto. Ya que la velocidad del producto puede variar de vez en cuando, debido a las condiciones de cambio de los rodillos, la velocidad de la cabeza de colocación se debe de ajustar correspondientemente, con el fracaso de que si no se hace en su debido tiempo da como resultado una interrupción del diseño del anillo sobre la cinta transportadora.
En el pasado, las velocidades de la cabeza de colocación se controlaban manualmente por el personal operativo basándose en la observación del diseño del anillo en la cinta transportadora. Así, las diferencias entre las velocidades del producto y las velocidades de la cabeza de colocación no se detectan y continúan hasta que comienzan a deformar el diseño del anillo, que a su vez afectan de manera adversa a la uniformidad del enfriamiento. Este problema se agrava cuando el personal de operaciones es inexperto y/o desatento a las condiciones de cambio de molino.
El objetivo de la presente invención es proporcionar un procedimiento mejorado para mantener una relación óptima entre la velocidad del producto y la velocidad de la cabeza de colocación.
Sumario de la invención
La invención proporciona el procedimiento de la reivindicación 1. Preferentemente, el procedimiento según la reivindicación 1 representa visualmente a Vmax, Vmin y Vp. De acuerdo con otra realización preferente, la velocidad de dicho tubo de colocación se ajusta manualmente. De acuerdo con otra realización preferente, la velocidad de dicho tubo de colocación se ajusta automáticamente.
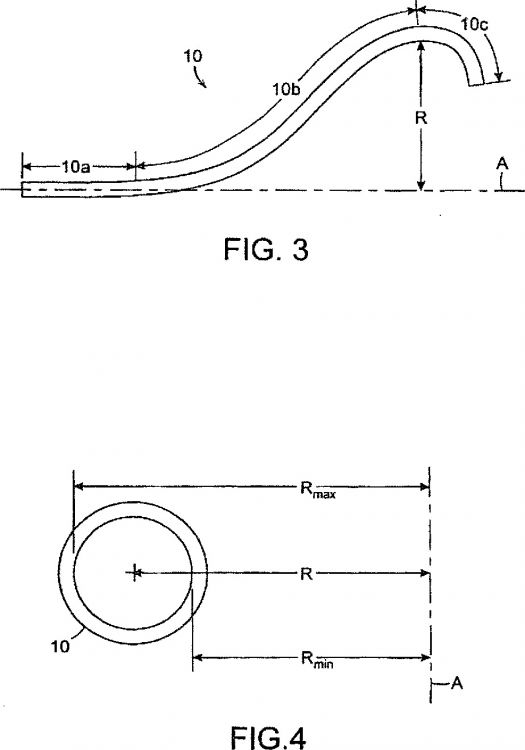
Como se muestra esquemáticamente en la figura 3, el tubo de colocación 10 de una cabeza de colocación de un tren de laminación se suele configurar con una sección recta de entrada 10a alineada con el eje rotatorio de la rotación A del tubo de colocación, una sección intermedia curvada 10b con un radio que aumenta gradualmente, medido desde el eje A, y una sección curvada de entrega 10c con un radio constante igual al radio máximo R de la sección intermedia 10b en el lugar de su unión con la sección de entrega.
Como se muestra en la figura 4, el radio R se mide desde el centro del tubo, con la pared del tubo en esta localización que tiene radios internos máximos y mínimos Rmax, Rmin.
Conforme a la presente invención, los radios internos máximos y mínimos del tubo de colocación se determinan a partir de lo medido desde el eje rotatorio del tubo. La velocidad del producto que entra en el tubo de colocación se mide continuamente, y la velocidad de rotación del tubo de colocación se controla de manera que las velocidades del tubo en sus radios internos máximos y mínimos se catalogan en una gama que contiene la velocidad del producto.
A continuación se describirá la invención con mayor detalle haciendo referencia a los dibujos adjuntos, en los cuales:
Breve descripción de los dibujos
La figura 1 es una ilustración esquemática de un sistema útil en la práctica de la presente invención;
Las figuras 2A y 2B son representaciones gráficas de la velocidad del producto, con lo que se refiere a las velocidades del tubo de colocación en los radios internos máximos y mínimos.
La figura 3 es una representación esquemática de un tubo de colocación; y
La figura 4 es una vista en sección transversal tomada a través del tubo de colocación en la localización de sus radios internos máximos y mínimos.
Descripción detallada
Con referencia inicialmente a la figura 1, una cabeza de colocación 8 incluye una canilla hueca 12 que contiene un tubo de colocación 10. Una serie de engranajes cónicos 16 accionados por un motor 18 que sirven para conducir rotatoriamente la cabeza de colocación sobre su eje "A".
Un producto longitudinalmente móvil, por ejemplo una barra o una varilla laminada en caliente, entra en la barra de colocación giratoria a lo largo del eje A y se forma en una serie helicoidal de anillos 20 que se reciben en un diseño superpuesto Spencerian en una cinta transportadora 22. En una forma conocida, los anillos se someten a un enfriamiento controlado mientras que se transportan sobre la cinta transportadora a una estación de reforma remota (no mostrada).
De conformidad con la presente invención, los radios internos máximos y mínimos Rmax, Rmin se determinan según lo medido desde el eje de rotación A. Estas medidas se proporcionan a un controlador 24 junto con las señales 26, 28 que representan respectivamente la velocidad del motor 18 y la velocidad lineal Vp del producto que entra en el tubo de colocación 10. La velocidad del producto se mide continuamente, preferentemente por un medidor láser 30, un ejemplo es el "Laser Speed" suministrado por Morgan Construction Company de Worcester, Massachusettes, U.S.A.
Se ha determinado que un diseño de anillos óptimo y substancialmente uniforme en la cinta transportadora 22 se puede mantener si la velocidad lineal del producto Vp se coloca de manera óptima dentro de una gama catalogada por las velocidades de rotación Vmax, Vmin del tubo de colocación en sus radios internos máximos y mínimos Rmax, Rmin.
Por consiguiente, el controlador 24 calcula continuamente a Vmax, Vmin y exhibe visualmente los resultados en la pantalla 32 de un monitor 34 junto con la velocidad Vp del producto. Esta información se exhibe en la pantalla 32 como se muestra en la figura 2A. Aquí, la velocidad del producto Vp se coloca de manera óptima dentro de la gama RA catalogada entre las velocidades internas máximas y mínimas Vmax, Vmin del tubo de colocación.
Si las condiciones de la laminación dan lugar a un cambio en la velocidad del producto, por ejemplo al producirse un aumento, como se muestra en la figura 2B, al observar el monitor 34, el personal operativo se alertará inmediatamente de la necesidad de la reposición de la gama RA ajustando la velocidad de la cabeza de colocación, en este ejemplo divulgado, por un aumento de la velocidad, aumentando así a Vmax y Vmin del ajuste anterior (representado por las líneas quebradas) a un nuevo ajuste elevado que continúa a la velocidad del producto de posición óptimamente dentro de la gama catalogada.
En lugar de realizar estos ajustes de velocidad manualmente, el controlador 24 se puede programar de una manera conocida para hacerlo automáticamente.
En vista de lo anterior, ahora será apreciado por los expertos en la materia que en el momento inicial de laminar un producto, se pueden determinar Rmax y Rmin, y se pueden calcular Vmax, Vmin y se adaptarán a una velocidad esperada del producto Vp. Como laminador que avanza, la gama RA puede ajustarse rápidamente, ya sea manual o automáticamente, para lograr una óptima catalogación de Vp con el fin de obtener y mantener un diseño de anillo óptimo en la cinta transportadora.
Reivindicaciones:
1. Procedimiento de ajuste de la velocidad de un tubo de colocación (10) curvo arrastrado en rotación, en el cual un producto que se desplaza longitudinalmente se dirige a la salida del extremo final de dicho tubo (10) con la forma de una formación helicoidal de anillos (20), dicho procedimiento consta de:
determinación de los radios internos máximos y mínimos Rmax, Rmin de dicho tubo (10), el emplazamiento del radio R máximo de dicho tubo, tal como mide desde el eje de rotación de dicho tubo;
medir continuamente la velocidad del producto Vp que entra en dicho tubo de colocación (10); y
ajuste de la velocidad de rotación de dicho tubo de colocación (10) de tal manera que las velocidades de rotación Vmax, Vmin de dicho tubo en dichos radios internos máximos y mínimos comprende una gama que cataloga la velocidad V de dicho producto.
2. Procedimiento según la reivindicación 1, en el que por otro lado se representa visualmente a Vmax, Vmin y Vp.
3. Procedimiento según la reivindicación 2, en el cual se ajusta manualmente la velocidad de dicho tubo de colocación (10).
4. Procedimiento según la reivindicación 1, en el cual se ajusta automáticamente la velocidad de dicho tubo de colocación (10).
Patentes similares o relacionadas:
CABEZAL ENDEREZADOR CON MIEMBRO ROTATORIO MULTI-RANURA, del 14 de Diciembre de 2011, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Un cabezal enderezador para formar bobinas a partir de un producto laminado continuo y sustancialmente liso por ejemplo barras redondas, alambrones […]
 CABEZAL DEVANADOR CON DISPOSITIVO AMORTIGUADOR DE VIBRACIONES, del 28 de Septiembre de 2010, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Cabezal devanador para formar bobinas de productos laminados continuos y sustancialmente rectilíneos, que comprende una estructura de soporte , un rotor […]
CABEZAL DEVANADOR CON DISPOSITIVO AMORTIGUADOR DE VIBRACIONES, del 28 de Septiembre de 2010, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Cabezal devanador para formar bobinas de productos laminados continuos y sustancialmente rectilíneos, que comprende una estructura de soporte , un rotor […]
Un método para hacer funcionar un dispositivo de formación de bobinas, del 7 de Agosto de 2019, de Primetals Technologies Austria GmbH: Método para hacer funcionar un dispositivo de formación de bobinas que comprende un alojamiento, comprendiendo el método recibir un producto enrollado de manera continua […]
Máquina de formación de bobinas, del 15 de Mayo de 2019, de Sund Birsta AB: Una máquina de formación de bobinas adaptada para recibir una serie de espiras preformadas de alambre y para acumular dichas espiras de […]
Cabezal de colocación de bobina, del 22 de Marzo de 2017, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Un cabezal de colocación de bobina, que define un eje longitudinal (X), para formar bobinas de un producto metálico sustancialmente rectilíneo, que comprende - […]
Elemento de desgaste reemplazable para un cabezal de posicionamiento de un tren de laminación, del 18 de Mayo de 2016, de Primetals Technologies USA LLC: Una superficie de guía reemplazable de forma selectiva para el recubrimiento de al menos una porción del diámetro interior de un anillo extremo en un sistema de cabezal […]
 Dispositivo de desviación, del 13 de Agosto de 2014, de SIEMENS INDUSTRY, INC: Aparato de desviación para guiar un producto laminado en caliente que se desplaza a lo largo de una trayectoria curvada hacia abajo (P) […]
Dispositivo de desviación, del 13 de Agosto de 2014, de SIEMENS INDUSTRY, INC: Aparato de desviación para guiar un producto laminado en caliente que se desplaza a lo largo de una trayectoria curvada hacia abajo (P) […]
Tubería de colocación regenerativa y método de modificación de la superficie interior de una tubería de colocación, del 30 de Octubre de 2013, de SIEMENS INDUSTRY, INC: Una tubería de colocación configurada para girar alrededor de un eje (A) en un cabezal de colocación de unlaminador, dicha tubería de colocación comprende: un […]