METODO DE TRANSPORTAR Y TRATAR TERMICAMENTE BOBINAS DE PRODUCTOS LAMINADOS EN CALIENTE EN UN TREN DE LAMINACION.
Un método para transportar y tratar térmicamente bobinas de productos laminados en caliente,
que comprende: proporcionar un camino o recorrido de transporte (22), definido por una pluralidad de tramos o secciones transportadoras (24) accionadas independientemente y dispuestas consecutivamente de forma secuencial; proporcionar una pluralidad de estaciones de tratamiento térmico (B; C), separadas unas de otras a lo largo de dicho recorrido de transporte (22); transportar dichas bobinas a lo largo de dicho recorrido de transporte (22), sobre dichas secciones transportadoras (24) y a través de una o más de dichas estaciones de tratamiento térmico (B; C); y controlar la velocidad a la que dichas bobinas son transportadas sobre dichas secciones transportadoras accionadas independientemente (24), a fin de proporcionar con ello diferentes tiempos de transporte y/o de estancia para dichas bobinas en diferentes posiciones a lo largo de dicho recorrido de transporte (22)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07112689.
Solicitante: MORGAN CONSTRUCTION COMPANY.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 15 BELMONT STREET,WORCESTER MASSACHUSETTS 01605.
Inventor/es: SHORE, T., MICHAEL, BOWLER,MARTYN A, NYLANDER,JENS.
Fecha de Publicación: .
Fecha Solicitud PCT: 18 de Julio de 2007.
Fecha Concesión Europea: 18 de Marzo de 2009.
Clasificación Internacional de Patentes:
- B21C47/26 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › B21C 47/00 Enrollamiento, devanado o bobinado de hilos, bandas u otros materiales metálicos flexibles, caracterizado por el hecho de que estas operaciones no se aplican más que al trabajo de metales (bobinado de alambre en forma especial B21F 3/00). › Disposiciones especiales que permitan un tratamiento simultáneo o subsiguiente del material.
- C21D9/573 QUIMICA; METALURGIA. › C21 METALURGIA DEL HIERRO. › C21D MODIFICACION DE LA ESTRUCTURA FISICA DE LOS METALES FERROSOS; DISPOSITIVOS GENERALES PARA EL TRATAMIENTO TERMICO DE METALES O ALEACIONES FERROSOS O NO FERROSOS; PROCESOS DE MALEABILIZACION, p.ej. POR DESCARBURACION O REVENIDO (cementación por procesos de difusión C23C; tratamiento de la superficie de materiales metálicos utilizando al menos un proceso cubierto por la clase C23 y al menos un proceso cubierto por la presente subclase, C23F 17/00; solidificación unidireccional de materiales eutécticos o separación unidireccional de materiales eutectoides C30B). › C21D 9/00 Tratamiento térmico, p. ej. recocido, endurecido, revenido, temple, adaptado para artículos particulares; Sus hornos. › con enfriamiento.
- C21D9/573B
Clasificación PCT:
- B21B45/02 B21 […] › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 45/00 Dispositivos para el tratamiento de la superficie de piezas especialmente combinados con laminadores, adaptados para ser utilizados con los laminadores o dispuestos en los laminadores (B21B 15/00 tiene prioridad; características técnicas de los dispositivos de desincrustación B21C 43/00). › para lubrificar, enfriar o limpiar.
- B21C47/26 B21C 47/00 […] › Disposiciones especiales que permitan un tratamiento simultáneo o subsiguiente del material.
- C21D9/573 C21D 9/00 […] › con enfriamiento.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Método de transportar y tratar térmicamente bobinas de productos laminados en caliente en un tren de laminación.
Antecedentes
Esta invención se refiere generalmente a trenes de laminación en caliente continuos que fabrican productos en varillas y barras bobinados, y concierne, en particular, a un sistema de manejo de bobinas para soportar y transportar centralmente las bobinas a magnitudes de velocidad variables a través de sucesivas estaciones en las que el enfriamiento es acelerado o ralentizado a ritmos o velocidades controladas con el fin de conferir propiedades metalúrgicas seleccionadas a los productos bobinados.
Los sistemas convencionales de manejo de bobinas se basan, típicamente, en transportadores de cadena continua, de viga-balancín o de rodillos, destinados a transportar bobinas verticales a través de sucesivas estaciones en las que los ritmos o velocidades de enfriamiento pueden ser, bien aceleradas o bien retardadas. Las bobinas son transportadas sobre palés o plataformas y los transportares funcionan a velocidades constantes. Los tiempos de transporte entre estaciones, así como los intervalos durante los cuales las bobinas son expuestas a entornos térmicamente controlados de la estación, están ligados a las velocidades constantes de los transportadores. Los sistemas convencionales son, por tanto, incapaces de adaptarse a procesos térmicos que requieren tiempos de transporte entre estaciones que varían independientemente de los tiempos de estancia en las estaciones, los cuales pueden también variar independientemente unos de otros.
Las estaciones de sistemas convencionales de manejo de bobinas también han resultado ser demasiado limitadas por lo que respecta a su capacidad de enfriar las bobinas a los diferentes ritmos o velocidades requeridas para conseguir un amplio abanico de propiedades metalúrgicas en los productos bobinados.
Por otra parte, las bobinas verticales son a menudo algo inestables y son, de por sí, propensas a caerse durante su tránsito. Éste es particularmente el caso con las bobinas más grandes, que pesan dos toneladas o más, y cuando el producto bobinado contiene azufre y plomo para uso en máquinas automáticas (que recibe el nombre de "aceros de corte libre").
Sumario de la invención
De acuerdo con la presente invención, un método de transporte y tratamiento térmico de bobinas de productos laminados en caliente, comprende las etapas de la reivindicación 1.
De acuerdo con un aspecto de la presente invención, un camino o recorrido de transporte se define por una pluralidad de tramos o secciones transportadoras accionadas independientemente y dispuestas consecutivamente. Una pluralidad de estaciones de tratamiento térmico se encuentran separadas unas de otras a lo largo del recorrido de transporte. Unas bobinas verticales son transportadas a lo largo del recorrido de transporte a través de una o más de las estaciones de tratamiento térmico. La velocidad a la que las bobinas son transportadas sobre las secciones transportadoras accionadas de forma independiente, se controla con el fin de proporcionar diferentes tiempos de transporte y/o de estancia para las bobinas en distintas posiciones a lo largo del recorrido de transporte.
De acuerdo con otro aspecto de la presente invención, una o más de las estaciones de tratamiento térmico tienen recintos en forma de túnel con aberturas venteadas que son ajustables para conseguir velocidades de enfriamiento retardadas o aceleradas. Las velocidades de enfriamiento pueden ser aceleradas aún más mediante la exposición de las bobinas a un enfriamiento por circulación forzada de aire a medida que avanzan a través de los recintos en forma de túnel.
De acuerdo con aún otro aspecto de la presente invención, las bobinas se forman en torno a vástagos que sobresalen hacia arriba desde las plataformas de soporte. Los vástagos proporcionan estabilidad a las bobinas a medida que éstas avanzan a lo largo del recorrido de transporte.
Breve descripción de los dibujos
La Figura 1 es una vista en planta de un sistema de manejo de bobinas proporcionado a modo de ejemplo, de acuerdo con la presente invención;
Las Figuras 2 y 3 son vistas en corte, a una escala ampliada, tomadas, respectivamente, a lo largo de las líneas 2-2 y 3-3 de la Figura 1; y
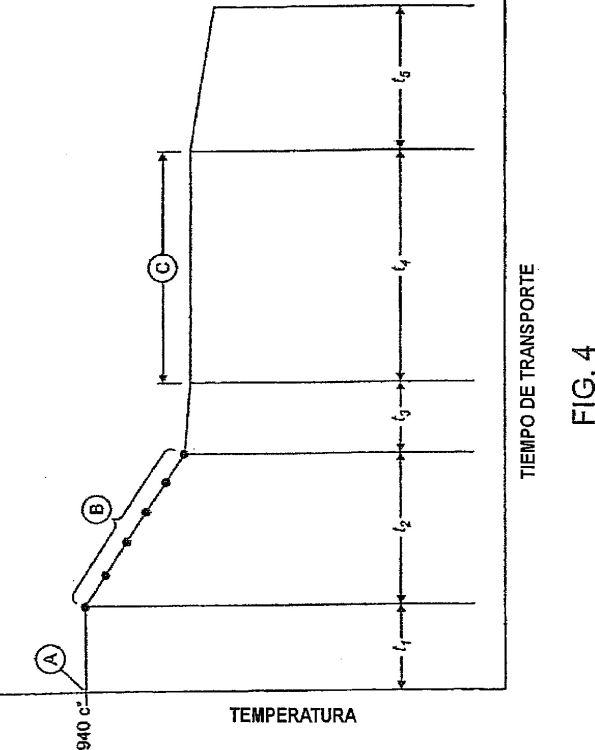
La Figura 4 es un gráfico que ilustra velocidades de enfriamiento y de transporte, así como tiempos de estancia.
Descripción detallada
La Figura 1 ilustra una disposición proporcionada a modo de ejemplo del extremo de entrega de un tren de laminación que produce varillas de acero laminadas en caliente. El producto laminado en caliente es entregado desde el tren de laminación (no mostrado) a lo largo de un camino o recorrido 10 que conduce a unas cizallas 12 que sirven para cercenar y subdividir el producto en longitudes aptas para el consumo. Las longitudes subdivididas son entonces sometidas a enfriamiento en una caja 14 de inmersión en agua antes de ser dirigidas alternadamente, por medio de un conmutador 16, a uno u otro de dos carretes de dispensación 18 que conforman las longitudes de producto en bobinas verticales, en una estación A de conformación de bobinas. Una mesa rotativa 20 transfiere entonces las bobinas a la primera rama 22a de una sistema transportador 22 que define un recorrido de transporte.
El sistema transportador comprende una serie de tramos o secciones transportadoras accionadas individualmente, indicadas típicamente por la referencia 24, que comprenderán, preferiblemente, mesas de rodillos cortos. Debido a que las secciones transportadoras son accionadas individualmente, sus velocidades de transporte pueden ajustarse para adaptarse a un amplio abanico de tratamientos térmicos para las bobinas de producto.
Una mesa 26 de rodillos rotativos sirve para transferir las bobinas de la rama transportadora 22a a una segunda rama perpendicular 22b que lleva a través de una estación de tratamiento térmico B. Haciendo referencia adicionalmente a la Figura 2, se observará que la estación B incluye un recinto en forma de túnel 28 dotado, internamente, con una serie de instalaciones de enfriamiento 30 por circulación forzada de aire. En cada instalación 30, un ventilador 32 accionado por motor sirve para impulsar aire ambiental a través de un conducto 34 hacia arriba, al interior de una bobina 36. En la estación A, cada bobina se forma alrededor de un vástago central 38 que sobresale hacia arriba desde un palé o plataforma 40 sobre la cual se soporta la bobina. El vástago 38 proporciona un soporte central que confiere estabilidad a la bobina conforme ésta avanza a lo largo del recorrido de transporte. Una tapa 42 provista de láminas de persiana y ajustable verticalmente, sirve para redirigir el aire que fluye radialmente hacia fuera a través de la bobina, y unas láminas de persiana externas 44 dispuestas en las paredes del túnel y en el techo sirven para controlar adicionalmente el flujo de aire. Un dispositivo de accionamiento externo 46 sirve para manipular las láminas de persiana en toda una gama de ajustes entre posiciones completamente abierta y completamente cerrada. Con las láminas de persiana 44 completamente abiertas y los ventiladores 32 en funcionamiento, las bobinas 36 se someten a enfriamiento a una velocidad acelerada al máximo. Y a la inversa, con los ventiladores 32 desactivados o parados y las láminas de persiana 44 cerradas, las bobinas experimentan un enfriamiento ralentizado a una velocidad mínima grandemente reducida. Es posible una miríada de velocidades de enfriamiento entre estos dos extremos.
Haciendo referencia de nuevo a la Figura 1, unos carros de transferencia de desplazamiento lateral 48 reciben las bobinas de la estación B y sirven, bien para transferirlas a una cualquiera de varias líneas o cadenas de tratamiento 50a, 50b, 50c y 50d dispuestas en una segunda estación de tratamiento térmico C, o bien para saltarse la estación C y transferir las bobinas a una rama transportadora 22c que conduce a unos portadores en gancho distantes y a un equipo de embalaje (no mostrado). Los carros de transferencia de desplazamiento lateral 49 reciben las bobinas de las cadenas de tratamiento 50a, 50b, 50c y 50d, y sirven también para trasladarlas hasta la rama transportadora 22c.
Se observará en la Figura 3 que las cadenas de tratamiento 50a, 50b, 50c y 50d comprenden, cada una de ellas, unos recintos en forma de túnel y provistos de láminas de persiana, del tipo proporcionado en...
Reivindicaciones:
1. Un método para transportar y tratar térmicamente bobinas de productos laminados en caliente, que comprende:
proporcionar un camino o recorrido de transporte (22), definido por una pluralidad de tramos o secciones transportadoras (24) accionadas independientemente y dispuestas consecutivamente de forma secuencial;
proporcionar una pluralidad de estaciones de tratamiento térmico (B; C), separadas unas de otras a lo largo de dicho recorrido de transporte (22);
transportar dichas bobinas a lo largo de dicho recorrido de transporte (22), sobre dichas secciones transportadoras (24) y a través de una o más de dichas estaciones de tratamiento térmico (B; C); y
controlar la velocidad a la que dichas bobinas son transportadas sobre dichas secciones transportadoras accionadas independientemente (24), a fin de proporcionar con ello diferentes tiempos de transporte y/o de estancia para dichas bobinas en diferentes posiciones a lo largo de dicho recorrido de transporte (22).
2. El método de acuerdo con la reivindicación 1, en el cual dichas bobinas son sometidas a un ritmo o velocidad de enfriamiento acelerada en una de dichas estaciones de tratamiento térmico (B; C).
3. El método de acuerdo con la reivindicación 1, en el cual dichas bobinas son sometidas a un ritmo o velocidad de enfriamiento ralentizada en una de dichas estaciones de tratamiento térmico (B; C).
4. El método de acuerdo con la reivindicación 1, en el cual el tiempo de estancia de dichas bobinas en estaciones de tratamiento térmico seleccionadas es mayor que el tiempo de transporte de dichas bobinas entre dichas estaciones de tratamiento térmico seleccionadas.
5. El método de acuerdo con la reivindicación 1, que comprende adicionalmente formar dichas bobinas en torno a unos vástagos (38) que sobresalen hacia arriba desde unos palés o plataformas (40) sobre las que son soportadas las bobinas.
6. El método de acuerdo con la reivindicación 2, en el que se dirige aire forzado hacia arriba, al interior de dichas bobinas.
7. El método de acuerdo con la reivindicación 6, en el cual dicho aire forzado es redirigido radialmente hacia fuera desde el interior de dichas bobinas.
8. El método de acuerdo con la reivindicación 6 ó la reivindicación 7, en el que dichas bobinas son encerradas en un túnel con unas láminas de persiana ajustables (44), y en el cual dicha velocidad de enfriamiento acelerada se controla mediante el control de la aplicación de dicho aire forzado y el ajuste de dichas láminas de persiana.
9. El método de acuerdo con la reivindicación 3, en el cual dicha velocidad de enfriamiento ralentizada se consigue reteniendo dichas bobinas en el interior de recintos en forma de túnel.
10. El método de acuerdo con la reivindicación 9, en el cual se añade calor a dichos recintos en forma de túnel.
Patentes similares o relacionadas:
DISPOSITIVO Y PROCEDIMIENTO DE ENFRIA- MIENTO PARA ENFRIAR UN ALAMBRE E INSTALACIÓN DE PROCESADO DE ALAMBRE CORRESPONDIENTE, del 22 de Mayo de 2020, de DRUIDS PROCESS TECHNOLOGY, S.L: Dispositivo de enfriamiento para enfriar un alambre que comprende una primera cámara y una segunda cámara de enfriamiento a través de la cual […]
Procedimiento y dispositivo de enfriamiento de un sustrato metálico, del 18 de Marzo de 2020, de Arcelormittal: Procedimiento de enfriamiento de un sustrato metálico que discurre en una dirección longitudinal (A), comprendiendo dicho procedimiento expulsar al menos un primer […]
Enfriamiento forzado con agua de alambres de acero grueso, del 4 de Marzo de 2020, de NV BEKAERT SA: Un método de enfriamiento controlado de uno o múltiples alambres de acero previamente calentados y sustancialmente rectos en un intervalo de temperaturas predeterminado, comprendiendo […]
Procedimiento e instalación de tratamiento térmico continuo de una banda de acero, del 2 de Octubre de 2019, de FIVES STEIN: Procedimiento de tratamiento térmico continuo de una banda de acero según el cual: - la banda pasa a través de cámaras sucesivas de tratamiento térmico, […]
Horno de recocido continuo, del 24 de Julio de 2019, de CHUGAI RO CO., LTD.: Un horno de recocido continuo que comprende una porción de sellado de entrada que permite la introducción de un material sujeto alargado, […]
Horno de recocido y método para recocer un cordón de acero, del 24 de Abril de 2019, de Sandvik Materials Technology Deutschland GmbH: Un horno de recocido para recocer un cordón de acero con un primer aparato de calentamiento para calentar el cordón durante el funcionamiento del horno de recocido […]
Varilla de alambre de alta resistencia con excelente capacidad de trefilado y proceso para producir la misma, del 13 de Febrero de 2019, de NIPPON STEEL CORPORATION: Una varilla de alambre de acero de alta resistencia excelente en capacidad de estirado en bruto, que comprende, en % en peso: C: de 0,70 a 1,10%, […]
Horno de recocido continuo, del 11 de Octubre de 2018, de CHUGAI RO CO., LTD.: Un horno de recocido continuo que comprende una zona de calentamiento para calentar un material objeto y una zona de enfriamiento […]