Procedimiento de laminado continuo de un producto que sale de una caja de laminación aguas arriba a una velocidad mayor que la toma de velocidad de una caja de laminación aguas abajo.
Procedimiento de laminación continua de un producto en cajas de laminación (RS1 ,
RS2) consecutivas aguas arriba yaguas abajo, el producto sale de la caja de laminación (RS1) aguas arriba a una velocidad V1 que es mayor que la toma en velocidad V3de la caja de laminación (RS2) aguas abajo, comprendiendo dicho método:
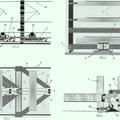
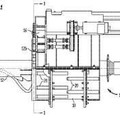
dirigir el producto que sale de la caja de laminación aguas arriba a lo largo de un eje (A) a un acumulador (10) dispuesto entre las cajas de laminación , dicho acumulador tiene un ensamblaje de colocación (LA) curvado con un extremo de entrada (22a) alineado con dicho eje para recibir el producto, y un extremo de salida (22b) espaciado radialmente desde dicho eje para entregar el producto en una dirección de salida transversal a los ejes; durante un primer intervalo de tiempo, se mantiene el ensamblaje de colocación inmóvil, con su extremo de salida alineado con una guía (CA) que conduce a la caja de laminación aguas abajo, así se entrega el producto a través de dicha guía para laminar en la caja de laminación aguas abajo en su velocidad V3, mientras que el exceso del producto que resulta de la diferencia de velocidad V1-V3 continúa para ser entregado desde la caja de laminación aguas arriba; almacenar temporalmente el exceso del producto en un bucle (Looper) (54, 56) dispuesto entre el acumulador y uno de las cajas de laminación; durante un segundo intervalo de tiempo, se acelera giratoriamente el ensamblaje de colocación sobre el eje a una velocidad de funcionamiento en la cual el extremo de salida tiene una velocidad V2 igual a V1V3, de tal modo se desacelera el producto que se entrega del extremo de salida a la velocidad V3; durante un tercer intervalo de tiempo, continua el giro del ensamblaje de colocación en la velocidad de funcionamiento, la curvatura del ensamblaje de colocación y la orientación del extremo de salida son tales como para formar el producto entregado desde dicho extremo de salida en exceso el que se lamina en la caja de laminación aguas abajo, en una hélice; depósito y acumulación de dicha hélice sobre un tambor cilíndrico (DR) giratorio sobre el eje, y girando dicho tambor en una dirección opuesta a la dirección de giro del ensamblaje de colocación para de ese modo desenrollar dicha hélice a través de la guía a la caja de laminación aguas abajo a la velocidad V3.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2006/024745.
Solicitante: SIEMENS INDUSTRY, INC.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 1000 DEERFIELD PARKWAY BUFALO GROVE, IL ILLINOIS 60089 ESTADOS UNIDOS DE AMERICA.
Inventor/es: SHORE, T., MICHAEL, GAUTHIER,MAURICE E.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21B41/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › Guía, transporte o acumulación de materiales de gran flexibilidad, p. ej. de hilos o cintas metálicas, en bucles o en arcos; Dispositivos elevadores de estos bucles.
- B21C47/14 B21 […] › B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › B21C 47/00 Enrollamiento, devanado o bobinado de hilos, bandas u otros materiales metálicos flexibles, caracterizado por el hecho de que estas operaciones no se aplican más que al trabajo de metales (bobinado de alambre en forma especial B21F 3/00). › por medio de una guía rotativa, p. ej. depositando el material alrededor de una bobina o de un tambor fijo.
- B21C47/18 B21C 47/00 […] › de las bobinas o de los tambores.
- B21C49/00 B21C […] › Dispositivos para acumular temporalmente los materiales.
PDF original: ES-2392672_T3.pdf
Fragmento de la descripción:
Procedimiento de laminado continuo de un producto que sale de una caja de laminación aguas arriba a una velocidad mayor que la toma de velocidad de una caja de laminación aguas abajo
FONDO DE LA INVENCiÓN
1. Campo de la invención
Esta invención se refiere en general a los trenes de laminación que producen productos largos laminados en caliente tales como barras, varillas y similares, y se refiere en particular a un método de laminación continua de un producto en consecutivas cajas de laminación aguas arriba yaguas abajo, con el producto saliendo de la caja aguas arriba a una velocidad que es mayor que la velocidad tomada de la caja de laminación aguas abajo.
2. Descripción de la técnica anterior
En la típica instalación de laminador, las palanquillas se calientan en un horno a una temperatura de laminación elevada. Las palanquillas calentadas entonces se someten a laminación continua en desbaste sucesivo, en secciones intermedias y de acabado del laminador, en cada sección el laminador esta compuesto de múltiples cajas de laminación. Para productos más grandes, el laminador entero, por lo general puede funcionar a la capacidad máxima del horno o cerca de la capacidad máxima del horno. Sin embargo, cuando la laminación demanda productos más pequeños, a menudo se reduce la capacidad de la sección de acabado a muy por debajo de la del horno y de las secciones de desbaste e intermedias del laminador. Bajo estas circunstancias, en las secciones de desbaste e intermedias se puede reducir la marcha para que coincidan con la capacidad de la sección de acabado, pero hay límites más allá de los cuales esto se vuelve impracticable. Esto es porque el procedimiento de laminación aceptable establece que las palanquillas calentadas se deben introducir en la primera caja de la sección de desbaste a una velocidad tomada mínima, por debajo de la cual puede ocurrir el agrietamiento por fuego de los laminadores.
En otros casos, por ejemplo, al laminar a alta velocidad aceros refractarios o aleaciones de níquel, se requiere una toma de velocidad mas alta para evitar el exceso de enfriamiento de la palanquilla, mientras que se requieren velocidades de acabado mas bajas para evitar la generación de calor excesiva, que puede causar la fusión del núcleo y el agrietamiento de la superficie del producto.
Estos problemas pueden evitarse mediante la laminación continua de un producto en cajas de laminación consecutivas aguas arriba yaguas abajo, por ejemplo, la última caja de una sección de laminación intermedia y la primera caja de una sección de laminación de acabado, siendo mayor la velocidad del producto que sale de la caja aguas arriba, que la toma de velocidad de la caja aguas abajo, y siendo, el exceso de producto resultante de esta diferencia de velocidad, acumulado temporalmente entre las dos cajas de laminación.
Una tentativa anterior a la realización de este objetivo se describe en la patente de EE.UU. No. 3, 486, 359 (Hein) , donde una cabeza de colocación acumula temporalmente productos laminados en caliente que salen de la sección intermedia del laminador en un carrete de almacenamiento. El producto acumulado entonces se desenrolla del carrete de almacenamiento a una velocidad reducida para el laminado continuado en una sección de acabado del laminador. Sin embargo, un número de desventajas se asocian con la propuesta de Hein. Por ejemplo, el producto no se desacelera antes de ser enrollado en el carrete de almacenamiento. Esto, unido a una falta de control sobre cómo las bobinas están distribuidas a lo largo de la superficie del carrete, puede causar que las bobinas se superpongan entre sí, y esto a su vez puede interrumpir el proceso de desenrollar.
En EE.UU, en la aplicación publicada No. US2004-0250590A1 (Shore) , se da a conocer un sistema diferente para desacelerar y acumular temporalmente un producto laminado en caliente que se mueve longitudinalmente a lo largo de un eje receptor en una primera velocidad V1. El sistema Shore incluye un ensamblaje de colocación de rotación continua que tiene un extremo de entrada alineado con el eje receptor para recibir el producto. El ensamblaje de colocación tiene una sección intermedia curvada que conduce al extremo de salida que se espacia radial mente desde el eje receptor y que se orienta para entregar el producto en una dirección de salida transversal al eje receptor. La curvatura del ensamblaje de colocación y la orientación de su extremo de salida es tal que el producto que sale está formado una hélice. La hélice se recibe y acumula temporalmente en un tambor cilíndrico dispuesto coaxial mente con el eje receptor. El tambor esta girando continuamente sobre el eje receptor en una dirección opuesta a la dirección de giro del ensamblaje de colocación y a una velocidad seleccionada para desenrollar la hélice de acumulación a la velocidad V3. El producto desenrollado se dirige lejos del tambor por un captador que es desplazable en una dirección paralela al eje receptor. Durante el tiempo "T" requerido para laminar una palanquilla completa, una longitud del producto "L" igual a T x V2 se acumula temporalmente en el tambor.
En el sistema Shore, el producto se desacelera y se forma en una hélice ordenada antes de depositarla en el tambor. La desaceleración del producto reduce la capacidad de almacenamiento requerida del tambor, y la hélice ordenada asegura un desenrollado liso y libre de problemas del producto desde el tambor.
Un requisito esencial del sistema Shore es la predicción exacta del tiempo de llegada de los extremos delanteros del producto al extremo de salida del ensamblaje de colocación de rotación continua, junto con la sincronización precisa del ensamblaje de colocación giratorio con referencia al captador estacionario así como para asegurar la salida lisa de las partes delanteras del producto del primero al último.
El objetivo de la presente invención es proporcionar un método alternativo de funcionamiento al del sistema Shore en el cual el ensamblaje de colocación sea inmóvil durante la salida de los extremos delanteros del producto al captador.
RESUMEN DE LA INVENCiÓN
De acuerdo con la presente invención, un producto se lamina en cajas de laminación consecutivas aguas arriba y aguas abajo, el producto sale de la caja de laminación aguas arriba a una velocidad V1 que es mayor que la toma de la velocidad V3 de la caja de laminación aguas abajo. El producto que sale de la caja de laminación aguas arriba se dirige a lo largo de un eje de entrega a un acumulador dispuesto entre las cajas de laminación. El acumulador tiene un ensamblaje de colocación curvo con un extremo de entrada alineado con el eje de entrega para recibir el producto, y un extremo de salida espaciado radialmente del eje de entrega para entregar el producto en una dirección transversal. Durante un primer intervalo de tiempo, el ensamblaje de colocación se mantiene fijo, con su extremo de salida alineado con un captador que conduce a la caja de laminación aguas abajo, distribuyendo de este modo el producto a través del captador para laminar en la caja de laminación aguas abajo en su toma de velocidad V3. mientras que el exceso de producto resultante de la diferencia de velocidad V1 -V3 sigue siendo distribuida desde la caja de laminación aguas arriba. El exceso de producto se almacena temporalmente en un bucle (Looper) dispuesto entre el acumulador y una de las cajas de laminación. Durante un segundo intervalo de tiempo, el ensamblaje de colocación se acelera giratoriamente sobre el eje de entrega a una velocidad de funcionamiento en la que su extremo de salida tiene una velocidad V2 igual a V1 -V3, desacelerando de este modo el producto que se distribuye desde su extremo de salida a la velocidad V3 . Durante un tercer intervalo de tiempo, el ensamblaje de colocación continua girando en su velocidad de funcionamiento, la curvatura del ensamblaje de colocación y la orientación de su extremo de salida son tales como para formar el producto distribuido allí en exceso del que se lamina en la caja de laminación aguas abajo en una hélice. La hélice se deposita y acumula en un tambor cilíndrico que gira sobre del eje de entrega, y el tambor se gira en una dirección opuesta a la dirección de giro del ensamblaje de colocación para así desenrollar la hélice a través del captador en la caja de laminación aguas abajo a una velocidad V3 .
Preferentemente, la velocidad del producto que entra y sale del acumulador se controla, respectivamente, por unidades... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de laminación continua de un producto en cajas de laminación (RS1 , RS2) consecutivas aguas arriba yaguas abajo, el producto sale de la caja de laminación (RS1) aguas arriba a una velocidad V1 que es mayor que la toma en velocidad V3de la caja de laminación (RS2) aguas abajo, comprendiendo dicho método:
dirigir el producto que sale de la caja de laminación aguas arriba a lo largo de un eje (A) a un acumulador (10) dispuesto entre las cajas de laminación , dicho acumulador tiene un ensamblaje de colocación (LA) curvado con un extremo de entrada (22a) alineado con dicho eje para recibir el producto, y un extremo de salida (22b) espaciado radialmente desde dicho eje para entregar el producto en una dirección de salida transversal a los ejes; durante un primer intervalo de tiempo, se mantiene el ensamblaje de colocación inmóvil, con su extremo de salida alineado con una guía (CA) que conduce a la caja de laminación aguas abajo, así se entrega el producto a través de dicha guía para laminar en la caja de laminación aguas abajo en su velocidad V3, mientras que el exceso del producto que resulta de la diferencia de velocidad V1-V3 continúa para ser entregado desde la caja de laminación aguas arriba; almacenar temporalmente el exceso del producto en un bucle (Looper) (54, 56) dispuesto entre el acumulador y uno de las cajas de laminación; durante un segundo intervalo de tiempo, se acelera giratoriamente el ensamblaje de colocación sobre el eje a una velocidad de funcionamiento en la cual el extremo de salida tiene una velocidad V2 igual a V1V3, de tal modo se desacelera el producto que se entrega del extremo de salida a la velocidad V3; durante un tercer intervalo de tiempo, continua el giro del ensamblaje de colocación en la velocidad de funcionamiento, la curvatura del ensamblaje de colocación y la orientación del extremo de salida son tales como para formar el producto entregado desde dicho extremo de salida en exceso el que se lamina en la caja de laminación aguas abajo, en una hélice; depósito y acumulación de dicha hélice sobre un tambor cilíndrico (DR) giratorio sobre el eje, y girando dicho tambor en una dirección opuesta a la dirección de giro del ensamblaje de colocación para de ese modo desenrollar dicha hélice a través de la guía a la caja de laminación aguas abajo a la velocidad V3.
2. Procedimiento de la reivindicación 1 que además comprende el control de la velocidad del producto que entra y sale de dicho acumulador respectivamente con las unidades de rodillos de arrastre impulsadas aguas arriba y aguas abajo.
3. El procedimiento de la reivindicación 2 en el que el bucle (Looper) está dispuesto entre la unidad de rodillos de arrastre aguas abajo y la caja de laminación aguas abajo, funcionando dichas unidades de rodillos de arrastre aguas arriba yaguas abajo para mantener la velocidad del producto en V1 durante el primer intervalo de tiempo, y funcionando la unidad de rodillo de arrastre aguas abajo durante el segundo intervalo de tiempo para desacelerar el producto desde V1 a V3 en una tasa inversa a la tasa de aceleración de la guía curvada.
4. El procedimiento de la reivindicación 2 en el que el bucle (Looper) está dispuesto entre la unidad de rodillos de arrastre aguas arriba y la caja de laminación aguas arriba, funcionando la unidad de rodillos de arrastre aguas arriba a una velocidad V3 y la unidad de rodillos de arrastra aguas abajo a una velocidad V3 durante el primer intervalo de tiempo, y acelerando la unidad de rodillos de arrastre aguas arriba durante el segundo intervalo de tiempo para acelerar el producto de V3 a V1 en la misma tasa que la tasa de aceleración de la guía curvada
Patentes similares o relacionadas:
Acumulador de banda horizontal con carros de soporte de banda delgados y sistema central pasivo de enganche, del 17 de Octubre de 2018, de Cockerill Maintenance & Ingéniérie S.A: Una instalación de acumulador de banda horizontal en una línea de procesamiento de banda continua, que comprende un carro de enrollado que se desplaza […]
Sección de entrada de una línea de decapado, de un laminador en frío en tandem continuo (tcm) o de una línea de decapado acoplada a la instalación del laminador en frío en tandem (PL/TCM), del 25 de Mayo de 2016, de Cockerill Maintenance & Ingéniérie S.A: Un equipamiento industrial continuo que tiene una sección de entrada que comprende dos dispositivos de desenrollado (1a, 1b) para desenrollar y alimentar materiales […]
 Acumulador de banda horizontal con acoplamiento telescópico de carros de rodillos de soporte de banda y sistemas de localización pasivos de los mismos, del 16 de Diciembre de 2015, de Cockerill Maintenance & Ingéniérie: Un acumulador de banda horizontal en una línea continua de procesamiento de banda, que comprende un carro de formación de bucles que corre sobre un par de […]
Acumulador de banda horizontal con acoplamiento telescópico de carros de rodillos de soporte de banda y sistemas de localización pasivos de los mismos, del 16 de Diciembre de 2015, de Cockerill Maintenance & Ingéniérie: Un acumulador de banda horizontal en una línea continua de procesamiento de banda, que comprende un carro de formación de bucles que corre sobre un par de […]
 Aparato para desacelerar y acumular temporalmente un producto laminado en caliente, del 10 de Abril de 2013, de SIEMENS INDUSTRY, INC: Aparato para desacelerar y acumular temporalmente un producto laminado en caliente que se muevelongitudinalmente a lo largo de un primer eje (A1) a una primera […]
Aparato para desacelerar y acumular temporalmente un producto laminado en caliente, del 10 de Abril de 2013, de SIEMENS INDUSTRY, INC: Aparato para desacelerar y acumular temporalmente un producto laminado en caliente que se muevelongitudinalmente a lo largo de un primer eje (A1) a una primera […]
ACUMULADOR DE CHAPA METÁLICA DEL TIPO DE BUCLE CON DEVANADO POR TRACCIÓN, del 26 de Agosto de 2011, de OLIMPIA 80 SRL: Acumulador de chapa metálica del tipo de bucle, adaptado para colocarse entre una unidad que alimenta la chapa metálica y una línea de producción y que […]
METODO Y APARATO PARA DECELERAR Y TEMPORALMENTE ACUMULAR UN PRODUCTO LAMINADO EN CALIENTE., del 1 de Marzo de 2007, de MORGAN CONSTRUCTION COMPANY: Un método para desacelerar y acumular temporalmente un producto laminado en caliente que se mueve longitudinalmente a lo largo de un eje de recepción […]
ACUMULADOR DE BANDA PARA BANDAS METALICAS, ESPECIALMENTE ACUMULADOR DE BANDA EN ESPIRAL PARA BANDAS DE ACERO GRUESAS., del 16 de Octubre de 2005, de SMS DEMAG AKTIENGESELLSCHAFT: Acumulador de banda para bandas metálicas, especialmente acumulador de bandas en espiral para bandas de acero más gruesas, que se pueden alimentar […]
DISPOSITIVO Y PROCEDIMIENTO PARA FORMAR PAQUETES DE BARRAS LAMINADAS, del 25 de Enero de 2012, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Un dispositivo para formar un paquete de barras laminadas, adaptado para cooperar con un extremo de un transportador de dichas barras, definiendo el transportador […]