CIP-2021 : D04H 1/50 : por tratamiento para producir un efecto de contracción, hinchamiento,
rizado u ondulación de fibras (en combinación con punzonado D04H 1/482).
CIP-2021 › D › D04 › D04H › D04H 1/00 › D04H 1/50[3] › por tratamiento para producir un efecto de contracción, hinchamiento, rizado u ondulación de fibras (en combinación con punzonado D04H 1/482).
Notas[t] desde D01 hasta D07: TEXTILES O MATERIALES FLEXIBLES NO PREVISTOS EN OTRO LUGAR
Notas[g] desde D04H 1/00 hasta D04H 13/00: Categorías o tipos de no-tejidos; Aparatos o procedimientos para la fabricación de tales productos
D TEXTILES; PAPEL.
D04 TRENZADO; FABRICACION DEL ENCAJE; TRICOTADO; PASAMANERIA; NO TEJIDOS.
D04H FABRICACION DE TEJIDOS TEXTILES, p. ej. A PARTIR DE FIBRAS O MATERIALES FILAMENTOSOS (tejido D03; tricotado D04B; trenzado D04C; fabricación de redes D04G; costura D05B; implantación de pelos o mechones por picado D05C; terminación de los "no tejidos" D06 ); ARTICULOS FABRICADOS CON AYUDA DE ESTOS PROCEDIMIENTOS O APARELLAJE, p. ej. FIELTROS, NO TEJIDOS; GUATA; NAPA (telas no tejidas que tienen una capa intermedia o externa de género diferente, p. ej. una tela tejida, B32B).
D04H 1/00 No tejidos formados únicamente o principalmente de fibras cortadas o de otras fibras similares relativamente cortas.
D04H 1/50 · · · por tratamiento para producir un efecto de contracción, hinchamiento, rizado u ondulación de fibras (en combinación con punzonado D04H 1/482).
CIP2021: Invenciones publicadas en esta sección.
Tela no tejida que comprende una capa de elasticidad alta.
(17/06/2020). Solicitante/s: Fibertex Personal Care A/S. Inventor/es: SOMMER, SEBASTIAN, HANSEN,MORTEN RISE, BROCH,THOMAS.
Una tela que comprende al menos una capa (SH) no tejida unida por hilado de elasticidad alta que tiene fibras de multiples componentes rizadas,
caracterizada porque
un primer componente de las fibras de multiples componentes comprende un primer polimero A termoplastico y un segundo componente de las fibras de multiples componentes comprende una mezcla del primer polimero A termoplastico y un segundo polimero B termoplastico, en el que la rata de flujo de fusion del polimero A es al menos 35% mayor que la rata de flujo de fusion del polimero B cuando se mide de acuerdo con ISO 1133-1 a 230 °C bajo una carga de 2160 g, en el que el segundo componente comprende al menos 15% en peso de polimero B y en el que tanto el polimero A como el polimero B son homopolimeros de polipropileno (PP).
PDF original: ES-2819241_T3.pdf
Método para hacer una banda no tejida de curvatura alta.
(08/04/2020). Solicitante/s: Fibertex Personal Care A/S. Inventor/es: SOMMER, SEBASTIAN, HANSEN,MORTEN RISE, BROCH,THOMAS.
Un metodo para hacer una banda no tejida unida por hilado de curvatura alta que comprende fibras de multiples componentes rizadas, donde el proceso comprende girar continuamente las fibras, dirigir las fibras a una correa de giro mediante deflectores y/o corrientes de aire, posicionar las fibras sobre la correa giratoria y consolidar previamente las fibras despues del tendido utilizando uno o mas rodillos de consolidacion previa para formar una banda previamente consolidada,
caracterizado porque
un primer componente de las fibras comprende un homopolimero PP y un segundo componente de las fibras comprende un copolimero PP/PE, en el que los rodillo de consolidacion previa funcionan a una temperatura de 40 °C- 90 °C y un fuerza de contacto lineal de 1-4 N / mm.
PDF original: ES-2794010_T3.pdf
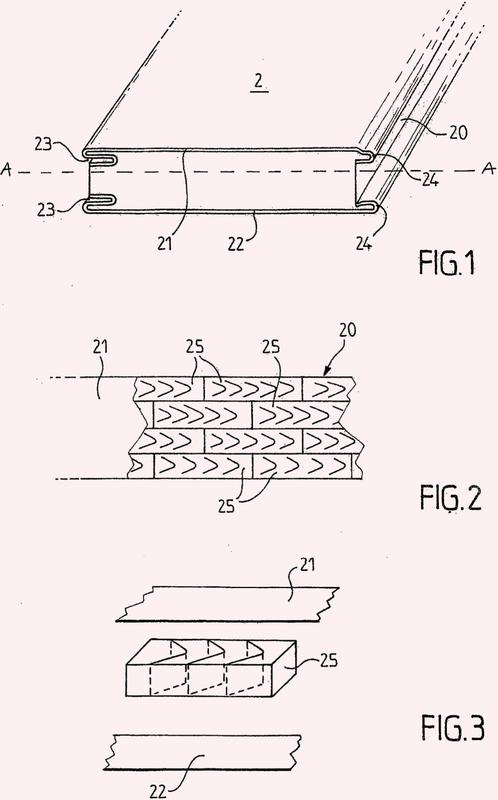
Estructura sándwich a base de fibras minerales y su procedimiento de fabricación.
(06/01/2016). Ver ilustración. Solicitante/s: SAINT-GOBAIN ISOVER. Inventor/es: DUPOUY, VALERIE, MARICOURT,JEAN-PIERRE.
Estructura sándwich que consta de un núcleo y dos elementos de paramento entre los que se dispone el núcleo, formándose el núcleo de un producto a base de fibras minerales obtenido por un procedimiento de centrifugación interna asociada a un estiramiento por una corriente gaseosa a alta temperatura, caracterizada por que las fibras minerales son rizadas y por que la distribución de las fibras siguiendo una sección sensiblemente paralela a la superficie de los elementos del paramento se dispone según un perfil sensiblemente en V.
PDF original: ES-2564555_T3.pdf
Método para fabricar un no tejido particularmente suave y tridimensional y no tejido obtenido de esta manera.
(29/10/2014) Un método para fabricar un no tejido hilado y/o cardado, que comprende las siguientes etapas secuenciales:
a) tender al menos una capa (T1) de fibras o microfibras de no tejido hilado y/o cardado sobre un soporte adecuado S;
b) tratar dicha capa T1 para obtener un aumento en el grosor de la misma, caracterizado porque dicho tratamiento se realiza haciendo pasar la capa T1 entre dos rodillos , en el que un rodillo está calentado, a través de un medio de engrosamiento que comprende dichos dos rodillos y al menos una superficie provista de nervaduras que tienen una altura mayor de 1 mm, un cabezal libre con una superficie de contacto para las fibras o microfibras que tiene una extensión de menos de 0,80 mm2, estando distribuidas dichas nervaduras de manera que cubren menos del 14 % de dicha…
Material textil no tejido estirable y bandas.
(01/01/2014) Un material textil no tejido que comprende una fibra conjugada que comprende una pluralidad de resinas quetienen una contracción térmica diferente y forman una estructura con separación de fases,
en el que las fibras conjugadas están dispuestas en una dirección aproximadamente paralela a una dirección de lasuperficie del material textil no tejido y rizadas, y las fibras conjugadas tienen una longitud de fibra promedio de 10 a100 mm y un radio de curvatura promedio de rizo de fibra de 20 a 200 μm, y los rizos se distribuyenaproximadamente de forma uniforme en una dirección del espesor del material textil no tejido, en el que el materialtextil no tejido tiene una relación de curvatura de la fibra de no menos de 1,3 en cada una de las tres áreas y…
Método para fabricar telas no tejidas particularmente blandas y tridimensionales y telas no tejidas obtenidas de este modo.
(29/11/2013) Un método para fabricar tela no tejida hilada y/o cardada, que comprende los siguientes pasos secuenciales:
a) tender al menos una capa (T1) de fibras o de microfibras de tela no tejida hilada y/o cardada sobre un soporteadecuado S,
b) tratar dicha capa (T1) tal como para obtener un aumento del grosor de la misma;
caracterizado porque tal aumento de grosor se obtiene pasando dicha al menos una capa (T1) entre dos rodillos sobre un soporte (S) que tiene una superficie de contacto con dichas fibras o microfibras provista de nervadurasque alternan con ranuras.
Tela no tejida elástica y procedimiento para su fabricación.
(08/04/2013) Procedimiento para la fabricación de una tela no tejida, que comprende una capa superficial de filamentostermoplásticos, en el que la capa está configurada elásticamente y se puede ampliar en al menos una dirección en almenos un 30 % de su dilatación inicial, que comprende las etapas
a) preparación de un contenedor lleno de agua,
b) calentamiento del agua a diferentes temperaturas,
c) carga del contenedor con una tira de materia prima de tela no tejida,
d) movimiento de la tira a través del agua a diferentes velocidades,
e) modificación de las temperaturas del agua y/o de las velocidades,
f) carga de tracción de la tira en al…
Hoja no tijida esponjada engomada y procedimiento de preparación.
(01/04/2013) Un procedimiento de preparación de una hoja no tejida engomada, comprendiendo el procedimiento:
formar una banda densificada engomada que incluye:
proporcionar una banda de fibras no tejidas rehinchable,
aplicar un adhesivo a la banda no tejida rehinchable;
rehinchar la banda densificada engomada exponiendo la banda densificada engomada a una temperatura de almenos 107 ºC (225 ºF) para generar una banda rehinchada engomada que tiene una forma abierta esponjada;
y
formar una toallita limpiadora a partir de la banda rehinchada engomada.
Material compuesto no tejido integrado o hidroenmarañado.
(07/02/2013) Un material compuesto no tejido integrado e hidroenmarañado, que comprende una mezcla de filamentos continuos aleatorios y fibras recortadas sintéticas, donde no hay puntos de enlace térmico entre los filamentos continuos, caracterizado por que los filamentos continuos tienen un valor de 1,5-4 dtex, sustancialmente todas(más del 95% en peso) de las fibras recortadas sintéticas tienen un valor por encima de 1,5 dtex y la mezcla defilamentos y fibras comprende un 20-80%, preferentemente un 30-60% de filamentos continuos, y un 20-80%,preferentemente un 40-70% de fibras recortadas sintéticas, calculándose todos los porcentajes en peso delmaterial…
Tela no tejida, elástica, blanda y ligada puntiforme con partículas de relleno, procedimiento para su fabricación y su utilización.
(01/02/2013) Tela no tejida elástica de las fibras encrespadas y/o filamentos encrespados y, dado el caso, de fibras y/ofilamentos no encrespados, que está solidificada en lugares seleccionados con un aglutinante que contienepartículas de material de relleno y que no está solidificada en otros lugares seleccionados.
Un producto de fibras no tejidas consolidadas por flujo de aire que comprende fibras de material reciclado.
(26/09/2012) Un producto de fibras no tejidas consolidadas por flujo de aire fabricado mediante un procedimiento de formaciónen seco, comprendiendo dicho producto:
una primera porción de hasta el 98 % de material triturado reciclado, donde el material triturado es una mezcla defibras de material textil triturado de neumáticos de automóviles y residuos de caucho y otros componentes de losneumáticos triturados, y
una segunda porción del 1-30 %, preferentemente del 1-5 %, de fibras bi-componente con una longitud de entre2-50 mm, preferentemente de 2-6 mm de longitud, y que comprenden un núcleo y una envoltura exterior, teniendodicha envoltura exterior una primera temperatura de fusión que es inferior a la segunda temperatura…
MATERIALES DE VELO PROVISTOS DE UNA ESTRUCTURA TRIDIMENSIONAL REGULAR, PROCEDIMIENTO PARA SU PRODUCCION Y SU UTILIZACION.
(01/06/2007). Solicitante/s: CARL FREUDENBERG KG. Inventor/es: GROITZSCH, DIETER, DR., STAUDENMAYER, OLIVER, DR..
Producto conformado laminar fibroso provisto de una estructura tridimensional con elevaciones y depresiones que aparecen alternadamente en relación con el plano de la superficie, que se deriva de por lo menos un crespón de fibras cortas dispuesto como estrato externo, y de un producto conformado laminar contraído, unido con aquel, realizándose que la unión entre el crespón de fibras cortas y el producto conformado laminar contraído se efectúa mediante soldadura y que la soldadura se efectúa perpendicularmente a la dirección de la más fuerte contracción del producto conformado laminar contraído, en la forma de líneas dispuestas regularmente.
PROCEDIMIENTO PARA FABRICAR UNA BANDA DE UN VELO DE HILATURA DE FILAMENTOS MULTICOMPONENTE.
(01/04/2006). Solicitante/s: REIFENHAUSER GMBH & CO. MASCHINENFABRIK. Inventor/es: KUNZE, BERND, DR.
Procedimiento para fabricar una banda de un velo de hilatura de filamentos multicomponente, en el que se depositan los filamentos multicomponente sobre una bandeja para formar la banda de velo de hilatura, en el que se consolida a continuación la banda de velo de hilatura como una banda de velo individual mediante tratamiento con chorros de agua a alta presión, y en el que, después de la consolidación con chorros de agua, se somete la banda de velo de hilatura a un tratamiento térmico para activar un rizado de los filamentos.
PROCEDIMIENTO DE FABRICACION DE UN VELO DE HILATURA A BASE DE FIBRAS DE DOS COMPONENTES RIZADAS Y TERMOLIGADAS.
(01/12/2002). Solicitante/s: COROVIN GMBH. Inventor/es: NICKEL, AXEL, ETZOLD, STEFAN DR.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA PRODUCIR UNA TELA LIGADA NO TEJIDA A PARTIR DE FIBRAS CORTAS BICOMPONENTES TERMOLIGADAS Y RIZADAS. LAS FIBRAS BICOMPONENTES CONSISTEN CADA UNA EN DOS MATERIALES PLASTICOS CON PROPIEDADES DIFERENTES. EL PROCEDIMIENTO DE LA INVENCION COMPRENDE TRES PASOS: EN EL PRIMER PASO, LAS FIBRAS NO RIZADAS HILADAS A PARTIR DE LOS DOS MATERIALES PLASTICOS SE SEPARAN Y SE ESTIRAN. EN EL SEGUNDO PASO, LAS FIBRAS SE COLOCAN SOBRE UNA CORREA PERFORADA Y SE LIGAN TERMICAMENTE. EN EL TERCER PASO, LAS FIBRAS BICOMPONENTES DE LA TELA DE FIBRAS NO TEJIDAS OBTENIDAS SE RIZAN POR ESTIRADO LONGITUDINAL Y/O TRANSVERSAL Y TRATAMIENTO TERMICO.
{kind=link}