CIP-2021 : B29C 41/18 : Moldeo en hueco, es decir, vertiendo el material a moldear en un molde hueco y decantado el exceso de material.
CIP-2021 › B › B29 › B29C › B29C 41/00 › B29C 41/18[2] › Moldeo en hueco, es decir, vertiendo el material a moldear en un molde hueco y decantado el exceso de material.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 41/00 Conformación por revestimiento de un molde, núcleo u otro soporte, es decir, depositando material para moldear y desmoldear el objeto formado; Aparatos a este efecto (con presión de compactado B29C 43/00).
B29C 41/18 · · Moldeo en hueco, es decir, vertiendo el material a moldear en un molde hueco y decantado el exceso de material.
CIP2021: Invenciones publicadas en esta sección.
Moldes de hueco de bajo CTE con superficie texturizada y método de fabricación y utilización de los mismos.
(29/07/2020) Una herramienta de rotomoldeo que tiene una superficie texturizada, comprendiendo la herramienta:
Una carcasa que tiene;
una porción del cuerpo; y
una superficie superior del molde que tiene una textura en veta, y que ha sido sometida a un tratamiento de nitruración para proporcionar una superficie superior de la herramienta con una microdureza Knoop superior a la dureza Vickers del cuerpo, según se midió por el Método de Prueba ASTM No. E-384;
al menos la porción del cuerpo que comprende una aleación de níquel hierro que tiene un coeficiente de expansión térmica de como máximo 9.0 x 10-6 °C-1 a temperaturas entre 38 ° y 260 °C, en la que la aleación de níquel hierro comprende:
níquel en una cantidad que varía de 30 % en peso a 38 % en peso;
de 0 % en peso a 6.0 % en peso de cobalto;
de…
Composición de resina de cloruro de vinilo para moldeo en polvo, artículo moldeado de resina de cloruro de vinilo y laminado.
(28/08/2019). Solicitante/s: ZEON CORPORATION. Inventor/es: IWAHORI,TAKAHISA, KITAGAWA,YUYA.
Composición de resina de cloruro de vinilo para moldeo en polvo, que comprende:
100 partes en masa de (a) partículas de resina de cloruro de vinilo que tienen un grado de polimerización medio de 2.300 a 4.100 según se mide de acuerdo con la JIS K 6720-2; y
de 100 partes en masa a 200 partes en masa de (b) un plastificante que contiene un plastificante de trimelitato y un plastificante de piromelitato,
en donde el contenido del plastificante de trimelitato es de hasta 180 partes en masa y el contenido del plastificante de piromelitato es de hasta 180 partes en masa con respecto a 100 partes en masa de (a) las partículas de resina de cloruro de vinilo.
PDF original: ES-2752046_T3.pdf
Composición de resina de cloruro de vinilo moldeable en polvo para revestimientos superficiales con punteado real y método para producir la misma, producto moldeado de resina de cloruro de vinilo para revestimientos superficiales con punteado real y método para producir el mismo, y laminado.
(14/08/2019) Composición de resina de cloruro de vinilo moldeable en polvo para un revestimiento superficial con punteado real, que comprende:
partículas de resina de cloruro de vinilo (a) que tienen un grado medio de polimerización de por lo menos 1.200 y no superior a 5.000 y un diámetro de partícula medio de por lo menos 50 μm y no superior a 500 μm; un plastificante de trimelitato (b);
partículas finas de resina de cloruro de vinilo (c) que tienen un grado medio de polimerización de por lo menos 1.000 y no superior a 5.000 y un diámetro de partícula medio de por lo menos 0,1 μm y no superior a 10 μm; y partículas finas de resina de cloruro de vinilo (d) que tienen un grado medio de polimerización inferior a 1.000 y un diámetro de partícula medio de por lo menos 0,1 μm y no superior a 10 μm,…
Procedimiento para la producción de una herramienta de moldeo para el procesamiento de plástico.
(09/05/2018). Solicitante/s: SMP Deutschland GmbH. Inventor/es: JOHANNBOKE, ECKHARD, WÜSTEFELD,THOMAS.
Procedimiento para la producción de una herramienta de moldeo para el procesamiento de plástico con al menos un perfil de apoyo con las etapas de
- producir de manera galvanoplástica una herramienta de moldeo provisional con nervios estrechos, planos, en los puntos, en los que la herramienta de moldeo acabada debe presentar perfiles de apoyo,
- proporcionar el al menos un perfil de apoyo, y
- sujetar el al menos un perfil de apoyo a los nervios estrechos, planos, debiendo considerarse un nervio como plano, cuando sobresale de 0,5 a 3 mm por encima de la superficie de herramienta de moldeo, que durante el uso de la herramienta de moldeo entra en contacto con el plástico, y siendo un nervio estrecho, cuando tiene una anchura de desde 0,5 mm hasta 5 mm.
PDF original: ES-2678000_T3.pdf
Procedimiento y dispositivo para la fabricación de piezas de plástico a partir de un material de plástico en polvo.
(22/06/2016) Dispositivo para la realización de un procedimiento para la fabricación de piezas de plástico a partir de un material de plástico en polvo, comprende al menos las siguientes etapas del procedimiento:
- calentamiento de un útil de moldeo con un primero y un segundo lado de útil de moldeo opuesto a éste,
- aplicación de una cantidad predeterminada del material de plástico en polvo sobre el segundo lado del útil de moldeo,
- fundición del material de plástico en polvo aplicado sobre el segundo lado del útil de moldeo,
- impulsión de la pieza de plástico o bien de las piezas de plástico sobre el lado de la pieza de plástico alejado del útil de moldeo con un refrigerante,
- desmoldeo de la pieza de plástico formada a partir del…
Máquina de moldeado en hueco con polvo y método de moldeado en hueco con polvo.
(18/05/2016) Un aparato de moldeado en hueco con polvo (10, 10') que tiene una parte de moldeado en seco con polvo (Parte A), una parte de calentamiento del molde (Parte B), una parte de enfriado del molde (Parte C) y una parte de recubrimiento/desmoldado (Parte E) para moldear un artículo similar a una lámina moldeado en 2 colores; donde la parte de recubrimiento/desmoldado está provista de un dispositivo de recubrimiento de resina para recubrir con una primera resina (21, 21'), que está sola o en combinación con dos o más tipos de una resina epoxi, una resina fenólica, una resina de silicona, una resina de poliimida, una resina de polivinilcloruro y una resina de flúor, en una parte del molde…
Carcasa de molde y procedimiento de fabricación de una carcasa de molde.
(16/03/2016). Ver ilustración. Solicitante/s: Galvanoform Gesellschaft für Galvanoplastik mbH. Inventor/es: Dreger,Ingolf, OBERGFÖLL,JÜRGEN, PERLWITZ,UWE, LIMMER,MARKUS, FELDMER,CHRISTIAN.
Carcasa de molde con una pluralidad de espigas de conducción de calor , que están dispuestas, en cada caso, a través de una unión soldada, en cada caso, con un lado de contacto sobre un lado de regulación de la temperatura de la carcasa de molde , siendo las uniones soldadas unas uniones soldadas por puntos, caracterizada por que un contacto de toda la superficie producido por una capa galvánica está formado entre los lados de contacto de las espigas de conducción del calor , así como del lado de regulación de la temperatura de la carcasa de molde.
PDF original: ES-2573481_T3.pdf
Proceso de fabricación de una piel de material compuesto para partes del habitáculo para airbag integrado.
(19/11/2014) Proceso de fabricación de una piel de material compuesto para partes del habitáculo para un airbag integrado que comprende una capa dúctil y una capa frágil, en la que la capa dúctil está basada en PVC plastificado y comprende hasta el 98 % en peso de fuente de PVC y al menos el 2 % en peso de al menos un polímero elastomérico compatible que tiene buenas propiedades en frío que presenta una temperatura de transición vítrea Tg inferior a -30 ºC; dicho polímero que se selecciona entre:
(i) poliuretano termoplástico;
(ii) poliéter-éster termoplástico;
(iii) polieterblocamida;
(iv) polímero de etileno/monómero de vinilo, funcionalizado o no funcionalizado;
(v) polímero de etileno/(met)acrilato de alquilo o ácido (met)acrílico, funcionalizado o no funcionalizado;
(vi)…
(21/05/2014) Un método para producir un producto de plástico moldeado que tiene un revestimiento exterior y un núcleo interno, comprendiendo el método las etapas de: proporcionar un molde que tiene una cavidad del molde ; formar un revestimiento exterior a partir de un primer material de plástico en al menos dos superficies opuestas dentro de la cavidad del molde ; formar un núcleo interno a partir de un segundo material de plástico dentro de la cavidad del molde ; y al menos curar parcialmente los materiales de plástico para formar un moldeado dentro de la cavidad del molde por medio de la aplicación de calor, caracterizándose el método por las etapas posteriores de enfriar el moldeado y comprimir el moldeado simultáneamente…
Mezclas de copolímeros injertados en bloques de poliamida y de poliolefinas flexibles.
(28/11/2013) Mezcla que comprende en peso, haciendo un total de 100 %:
- entre un 1 y un 100 % de un copolímero injertado en bloques de poliamida constituido por un tronco de poliolefinaseleccionado entre los copolímeros de etileno-anhídrido maleico y etileno - (met)acrilato de alquilo - anhídridomaleico y por una media de al menos un injerto de poliamida, en el cual:
· los injertos están unidos al tronco mediante los restos de un monómero insaturado (X) que tiene una función capazde reaccionar con una poliamida con extremo amina;
-los restos del monómero insaturado (X) están fijados en el tronco mediante copolimerización desde su dobleenlace;
entre un 99 y un 0 % de una poliolefina flexible con un módulo elástico en flexión inferior a 150 MPa a 23 ºC y quepresenta un punto de fusión cristalina comprendido entre 60 ºC y 100…
(09/10/2013) Una resina de poliuretano obtenida mediante reacción entre un componente de poliisocianato quecomprende 1,4-bis(isocianatometil)ciclohexano que incluye de 81 a 93% en moles de isómero trans, y uncomponente de compuesto de hidrógeno activo.
Composición termofusible para moldeo en hueco.
(04/07/2012) Una composición termofusible en forma de pastillas y/o polvo, con un tamaño de partícula de 1.400 μm o menos que comprende:
(i) de aproximadamente 40 a aproximadamente 70 por ciento en peso de un copolímero de bloque estirénico hidrogenado de manera selectiva (HSBC) como se define de ahora en adelante,
(ii) desde 0 y aproximadamente 15 por ciento en peso de un homopolímero de propileno y/o un copolímero de propileno (PP),
(iii) de aproximadamente 1 a aproximadamente 30 por ciento en peso de un homopolímero (iiia) de butileno, un copolímero (iiib) de butileno o una combinación del homopolímero (iiia) de butileno y el copolímero (iiib) de butileno (PB)
(iv) de 0 a aproximadamente 20 por ciento en peso de un aceite plastificante seleccionado de aceites nafténicos y aceites…
Procedimiento y dispositivo para fabricar una pieza moldeada de plástico multicoloreada.
(02/05/2012) Procedimiento para fabricar una pieza moldeada de plástico con zonas de diferente color, constitución superficialo material, el cual comprende los pasos siguientes: colocación de al menos una cubierta dentro de un molde ,cubriendo temporalmente la cubierta algunas partes de las superficies del molde que forman al menos una partede las capas, calentamiento del molde, aportación, al molde, de un material plástico en forma de polvo, en formalíquida o en forma de granulado, calentamiento y movimiento del molde, pasando el molde por una pluralidad demovimientos de giro o de sacudidas, enfriamiento parcial del molde, extracción de la cubierta o cubiertas del molde,recalentamiento del molde, aportación, al molde, de un segundo material plástico, calentamiento y movimiento delmolde,…
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACIÓN DE REVESTIMIENTOS MOLDEADOS DE PLÁSTICO QUE PRESENTAN DIFERENTES ZONAS PARCIALES.
(14/02/2012) Procedimiento para la fabricación de revestimientos moldeados de plástico, que presentan zonas parciales con diferentes propiedades, en particular diferentes colores, a través de la aplicación realizada de forma sucesiva de diferentes plásticos sobre una superficie de un útil de moldeo caliente, en el que a) antes de la aplicación del primer plástico se cubre al menos una zona de la superficie del útil de moldeo con una máscara y se bloquea la máscara , b) se obtura la al menos una zona enmascarada entre el borde de la máscara y la superficie del útil de moldeo , c) en una primera etapa de conformación, se configura un primer revestimiento de moldeo sobre la superficie libre del útil…
DISPOSITIVO Y PROCEDIMIENTO PARA LA FABRICACIÓN DE PIELES SLUSH.
(05/12/2011) Procedimiento para la fabricación de una piel de plástico dentro de un cuerpo de moldeo con los siguientes pasos: precalentamiento del cuerpo de moldeo mediante un primer dispositivo calefactor orientado hacia una primera superficie lateral del cuerpo de moldeo , en una primera estación; distribución de un sustrato en polvo por una segunda superficie lateral del cuerpo de moldeo , opuesta a la primera superficie lateral del cuerpo de moldeo precalentado, en una segunda estación; calentamiento por convección del cuerpo de moldeo recubierto del sustrato en polvo, usando un segundo dispositivo calefactor orientado hacia la segunda superficie lateral…
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACIÓN DE HOJAS DE PLÁSTICO MOLDEADAS.
(06/07/2011) Un procedimiento para la fabricación de hojas de plástico moldeadas en el cual se calienta un molde galvanoplástico por medio de radiadores eléctricos y está revestido con un polvo sintético termoplástico fluido, siendo dispersado el polvo sintético al girar el molde alrededor de al menos un eje y, en consecuencia, se fusiona parcialmente con una pared del molde , después de lo cual el polvo sintético sobrante es vaciado, el molde se enfría y la hoja de plástico moldeada es sacada del molde , caracterizado porque la superficie completa del molde calentada por los radiadores eléctricos está expuesta a un flujo…
PROCEDIMIENTO PARA FABRICAR UN MANGUITO FLEXIBLE PARA PROTESIS U ORTESIS Y PIEZA EN BRUTO UTILIZADA EN ESTE PROCEDIMIENTO.
(16/04/2005) Procedimiento de fabricación de un manguito flexible destinado a servir de interfaz entre una prótesis o una ortesis y una porción de miembro de un paciente, caracterizado porque comprende las etapas sucesivas siguientes: - se escoge una pieza en bruto de manguito, constituida por un elemento hueco prefabricado en un material termoformable flexible, de forma aproximadamente cónica o cilíndrica, que incluye un extremo cerrado de forma redondeada, cuyas dimensiones se adaptan a las del muñón destinado a estar equipado con la prótesis o con la ortesis; - se calienta esta pieza en bruto hasta que se reblandece, - se desliza esta pieza en bruto reblandecida sobre el muñón o sobre una reproducción de éste; - se adapta la forma de la pieza en bruto reblandecida a la del muñón o a la de su reproducción ; - se deja…
METODO PARA EL MOLDEO DE MATERIAL EN FORMA DE HOJA PARA LA FABRICACION DE PRODUCTOS DE CUERO DE IMITACION, EN PARTICULAR PARA EL TAPIZADO DE VEHICULOS.
(01/02/2005) Un método de moldeo de material en forma de hoja combinado con reticulación que incluye las siguientes etapas: - preparación de una cantidad apropiada de al menos una primera mezcla de polímero; - moler o migrogranular dicha primera mezcla para obtener un polvo; - cargar en un depósito al menos una cantidad suficiente de polvo de polímero; - calentar un molde a una temperatura dada; - acoplar dicho depósito con dicho molde con un medio de acoplamiento adecuado; - mover recíprocamente el molde y el depósito acoplados desde una posición inicial a una posición invertida en la que el depósito transfiere al menos parte…
LAMINA DECORATIVA CON COSTURA DE ROTURA INTEGRADA.
(16/11/2003). Solicitante/s: SAI AUTOMOTIVE SAL GMBH. Inventor/es: ULMER, HELMUT.
Lámina decorativa moldeada, detrás de la cual se puede aplicar espuma, para la utilización en interiores de vehículos, que en la zona de paso de un airbag dispone de una costura de rotura determinada por un debilitamiento de la sección transversal, donde el debilitamiento de la sección transversal es una entalladura (2) cerrada por el material de la lámina decorativa en el lado opuesto al de la aplicación de la espuma, caracterizada porque el lado de la entalladura, dirigido hacia el lado de aplicación de la espuma, está cerrado en la superficie mediante una zona (5) soldada de una capa exterior de plástico termoplástico de la lámina decorativa.
PROCEDIMIENTO PARA FABRICAR PRODUCTOS TALES COMO SIMILPIEL O SIMILARES.
(16/04/2003). Ver ilustración. Solicitante/s: INDUSTRIE ILPEA S.P.A.. Inventor/es: CITTADINI,PAOLO, LUISETTI, GIUSEPPE.
PROCEDIMIENTO PARA FABRICAR PRODUCTOS TALES COMO SIMILPIEL O SIMILARES, CON AL MENOS UNA CAPA EXPANDIDA REALIZADA CON MATERIALES TERMOPLASTICOS, TERMOENDURECIBLES O ELASTOMERICOS, Y QUE COMPRENDE LAS SIGUIENTES ETAPAS: FORMAR EN UN MOLDE EN MOLDE METALICO UNA PRIMERA CAPA DE MATERIAL COMPACTO, QUE REPRESENTA LA CAPA EXPUESTA DEL PRODUCTO ACABADO, FORMANDOSE SOBRE DICHA PRIMERA CAPA UNA SEGUNDA CAPA DE MATERIAL EXPANSIBLE POR UN NUEVO MOLDEO CON MOLDE METALICO, COMPLETANDOSE CON CALOR LA CONSOLIDACION DE DICHAS CAPAS POR GELIFICACION Y DILATACION DE LA SEGUNDA CAPA, ENCONTRANDOSE ACOPLADO AL MATERIAL EN CAPAS FORMADO DE ESTA MANERA UN SOPORTE DE MATERIAL RIGIDO , SI SE DESEA RELLENO CON FIBRAS DE REFUERZO, CARACTERIZADO PORQUE COMPRENDE UNA ETAPA QUE REPRESENTA EL RELLENO DE CADA POSIBLE ESPACIO INTERMEDIO ENTRE DICHO SOPORTE DE MATERIAL RIGIDO Y DICHA SEGUNDA CAPA EXPANDIDA O DILATADA.
INSTALACION PARA EL MOLDEO DE POLVOS.
(01/02/2003) 1. Instalación de moldeo que consta de: - un carrusel llamado carrusel principal de eje de rotación vertical que comprende, a su vez, un número predeterminado de brazos radiales móviles en rotación alrededor de su eje longitudinal (4A) y que llevan, en su extremo libre, una coquilla de moldeo, - un carrusel llamado carrusel secundario de eje de rotación vertical que consta de al menos dos recipientes de polvo dispuestos radialmente, desplazándose las coquillas en rotación en un plano (P1) situado en un nivel superior al plano (P2) en el cual se desplazan los recipientes de polvo, - en un puesto llamado de toma de polvo, un medio para, por un lado, transferir el recipiente de polvo…
PROCEDIMIENTO PARA LA FORMACION DE ARTICULOS QUE PRESENTAN CAPAS DE ESPESOR CONTROLADO.
(16/12/2001) LA INVENCION SE REFIERE A UN PROCESO PARA CONFORMAR ARTICULOS TALES COMO PIELES ARTIFICIALES O SIMILARES A PARTIR DE MATERIALES TERMOPLASTICOS, TERMOENDURECIDOS O ELASTOMEROS CON AL MENOS UNA CAPA DE ESPUMA. EL PROCESO SE CARACTERIZA PORQUE COMPRENDE LAS SIGUIENTES ETAPAS: A) DENTRO DE UN MOLDE PARA LIQUIDOS DENSOS, SE CONFORMA UNA PRIMERA CAPA DE MATERIAL QUE CONSTITUYE LA CAPA SUPERIOR (P. EJ., VISIBLE) DEL PRODUCTO FABRICADO TERMINADO, B) EN UNA SEGUNDA ETAPA DE MOLDEO DE LIQUIDOS DENSOS, SE FORMA SOBRE LA PRIMERA CAPA UNA SEGUNDA CAPA DE MATERIAL ESPUMOSO, C) EN CONDICIONES DE TEMPERATURA ELEVADA, SE FINALIZA LA CONSOLIDACION MEDIANTE LA SOLIDIFICACION DE DICHAS CAPAS Y LA ESPUMACION DE LA SEGUNDA CAPA,…
METODO PARA FORMAR UNA PROTESIS HUECA.
(01/11/2000). Solicitante/s: THE BOARD OF TRUSTEES OF THE UNIVERSITY OF ARKANSAS. Inventor/es: EATON, L., DANIEL.
SE PRESENTA UN METODO PARA FORMAR UNA PROTESIS HUECA QUE INCLUYE LOS SIGUIENTES PASOS: PRIMERO, SE CREA UN MOLDE QUE TIENE UN MOLDE INFERIOR Y UN MOLDE SUPERIOR DE UN ARTICULO PROTESICO Y EL MOLDE ES INYECTADO CON PLASTICO VULCANIZABLE A TEMPERATURA AMBIENTE. EL MOLDE QUE CONTIENE EL PLASTICO RTV SE MANTIENE A UNA TEMPERATURA FIJA DURANTE UN PERIODO DE TIEMPO SUFICIENTE PARA QUE LAS PARTES MAS EXTERIORES DEL PLASTICO RTV FORMEN UNA CAPA VULCANIZADA EN LA PROXIMIDAD DE LA SUPERFICIE INTERIOR DEL MOLDE QUE ES LA PARED DEL ARTICULO PROTESICO, HUECO, FINAL. EL ARTICULO DE PLASTICO RTV SE SEPARA ENTONCES DEL MOLDE Y EL PLASTICO RESTANTE NO VULCANIZADO ES EXPULSADO DEL INTERIOR A TRAVES DE UN CORTE DE ABERTURA EN LA PARED . LA ABERTURA SE SELLA ENTONCES Y EL ARTICULO COMPLETA SE DEJA ENDURECER. EL ARTICULO PROTESICO ASI CREADO ES UN ARTICULO DE UNA SOLA PIEZA Y SIN COSTURAS QUE CONFORMA SUBSTANCIALMENTE LA FORMA DEL MOLDE.
JUNTA PARA UN MOLDE PARA ARTICULOS MOLDEADOS EN HUECO TALES COMO EL CUERO DE IMITACION O SIMILARES, Y APARATO DE MOLDEAR QUE LA UTILIZA.
(16/05/1997). Solicitante/s: INDUSTRIE ILPEA S.P.A.. Inventor/es: CITTADINI,PAOLO, BUZZONI, GIANCARLO.
SE PRESENTA UNA JUNTA QUE TIENE UN PERFIL DE UN MOLDE PARA MOLDEAR ARTICULOS DE DOS O MAS COLORES TALES COMO PRODUCTOS DE PIEL SIMULADA O SIMILARES A PARTIR DE MATERIALES ESCOGIDOS ENTRE RESINAS TERMOPLASTICAS, TERMOENDURECIBLES O ELASTOMERICAS EN FORMA DE POLVO, EL PERFIL ES TAL A LO LARGO DE LA LINEA DEL MOLDE QUE DEFINE SOBRE EL ARTICULO MOLDEADO LA LINEA DE SEPARACION CORRESPONDIENTE ENTRE LOS DOS COLORES DIFERENTES, LA JUNTA SE FIJA A UNA PARED DE SEPARACION QUE DEFINE DOS SEMIESPACIOS SEPARADOS DENTRO DEL MOLDE, EN DONDE LA JUNTA ESTA PROVISTA DE UNA PLURALIDAD DE PIEZAS DE INSERCION DE MATERIAL RIGIDO EN UNA DISTRIBUCION PREDETERMINADA, CADA UNA DE ELLAS ESTA INDEPENDIENTEMENTE CONTROLADA POR UN DISPOSITIVO DE ACCIONAMIENTO PARA HACER POSIBLE QUE LA JUNTA SUFRA MOVIMIENTOS DE EXPANSION O DE RETRACCION ACCIONANDO LOS ELEMENTOS DE INSERCION.
METODO PARA EL MOLDEADO EN HUECO DE ARTICULOS, TALES COMO ARTICULOS DE PIEL ARTIFICIAL O SIMILARES, DE DOS O MAS COLORES DE RESINAS TERMOPLASTICAS, TERMOENDURECIDAS O ELASTICAS EN FORMA DE POLVO, LOS ARTICULOS ASI FABRICADOS Y LOS APARATOS PARA SU FABRICACION.
(01/11/1995). Solicitante/s: INDUSTRIE ILPEA S.P.A.. Inventor/es: CITTADINI,PAOLO, BUZZONI, GIANCARLO.
EL METODO COMPRENDE DE UNA PRIMERA FASE DE ALIMENTACION DE LA RESINA TERMOPLASTICA, TERMOENDURECIDA O ELASTICA EN FORMA SOLIDA Y PREFERENTEMENTE EN FORMA DE POLVO EN UNA PARTE SOLAMENTE DEL MOLDE PRECALENTADO , LO CUAL SE LOGRA MEDIANTE LA SEPARACION DE LA PARTE RESIDUAL EN QUE SE DESEA OBTENER UN COLOR DIFERENTE MEDIANTE LA UTILIZACION DE UNA EMPAQUETADURA ESPECIAL . DICHA EMPAQUETADURA SE HACE MEDIANTE EL MOLDEO, POR EJEMPLO, EN EL MISMO MOLDE , Y QUE SEA CAPAZ DE SEGUIR PERFECTAMENTE EL CONTORNO ENTRE LOS DOS COLORES. EN LA SIGUIENTE FASE SE REALIZA EL PRIMER RELLENADO, EN EL QUE EL MOLDE SE RELLENA CON EL POLVO DE LA RESINA DEL SEGUNDO COLOR Y A CONTINUACION SE REALIZA EL VACIADO SEGUN LA PRACTICA NORMAL DEL MOLDEADO EN HUECO. AL MOLDE SE HAN ADHERIDO LOS DOS MATERIALES DE DISTINTOS COLORES SEGUN EL ESPESOR DESEADO, PASANDOSE A CONTINUACION A LA FASE SIGUIENTE PARA COMPLETAR LA FUSION, ANTES DE SU ENFRIADO FINAL PARA LA EXTRACCION DEL ARTICULO ACABADO.
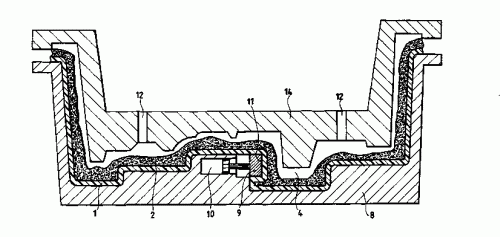
PROCEDIMIENTO PARA LA APLICACION DE UNA CAPA DE PROTECCION DE PLASTICO ASI COMO DISPOSITIVO PARA LA REALIZACION DEL PROCEDIMIENTO.
(16/10/1994) PARA QUE EN UN CIRCUITO IMPRESO (II), PROVISTO AL MENOS EN UNO DE SUSLADOS DE COMPONENTES ELECTRONICOS, SOBRE EL QUE SE HA DE APLICAR UNA CAPA PROTECTORA SINTETICA, SE PUEDAN MANTENER SECTORES PARCIALES LIBRES DE LA CAPA, SE COLOCA UNA CUBETA , EN LA QUE LAS SUPERFICIES FRONTALES (26A, 26I) LIBRES DE SUS PAREDES DISCURRAN CORRESPONDIENTEMENTE AL CONTORNO DE LA(S) SUPERFICIE(S) A CUBRIR Y EN UN PLANO. EL CIRCUITO IMPRESO SE PRESENTA CON LA CARA PARCIALMENTE A CUBRIR SEÑALANDO HACIA EL INTERIOR, HACIENDO CONTACTO CON LAS SUPERFICIES FRONTALES LIBRES (26A, 26I) DE LA CUBETA , DISPUESTAS DE FORMA COPLANAR Y FIJADAS A…
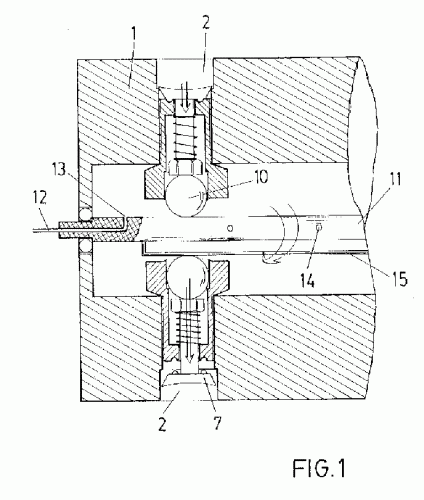
MEJORAS INTRODUCIDAS EN LA PATENTE DE INVENCION 9002184 POR: "MAQUINA PARA LA ELABORACION DE BOLAS DE UN PRODUCTO COMESTIBLE.
(01/07/1994). Ver ilustración. Solicitante/s: MUÑOZ FERNANDEZ, FRANCISCO MUÑOZ GALVAN, FRANCISCO.
MEJORAS INTRODUCIDAS EN LA PATENTE DE INVENCION 9002184 POR: MAQUINA PARA LA ELABORACION DE BOLAS DE UN PRODUCTO COMESTIBLE. LA MAQUINA EN LA QUE SE INCLUYEN LAS MEJORAS DE LA INVENCION ESTA PREVISTA PARA CONFORMAR BOLAS DE UNA MASA DE PRODUCTO COMESTIBLE, Y SE BASA EN UN RODILLO GIRATORIO CON ALVEOLOS FORMANDO ALINEACIONES EN SENTIDO DE LAS GENERATRICES, ESTANDO ENFRENTADOS DIAMETRALMENTE ESOS RODILLOS PARA QUE CUANDO UNO RECIBA LA CARGA DE MASA DEL PRODUCTO COMESTIBLE DE QUE SE TRATE, EL OTRO REALICE LA DESCARGA CORRESPONDIENTE, PREVIENDOSE PARA ESTE FIN UNA VALVULA MONTADA EN CADA ALVEOLO , VALVULA QUE INCLUYE UN EMPUJADOR CON UNA EXPANSION EXTERNA Y UNA BOLA EN OPOSICION, SOBRE LA QUE INTERFIERE UNA VARILLA EN EL GIRO DEL CILINDRO , ESTANDO ESA VARILLA MONTADA SOBRE UN EJE FIJO CON UNA ENTRADA DE AIRE A PRESION QUE COLABORA EN EL EMPUJE SOBRE LA BOLA ENCARGADA DE EMPUJAR A SU VEZ AL ELEMENTO PARA EFECTUAR LA DESCARGA DE LA MASA CONTENIDA EN EL ALVEOLO CORRESPONDIENTE.
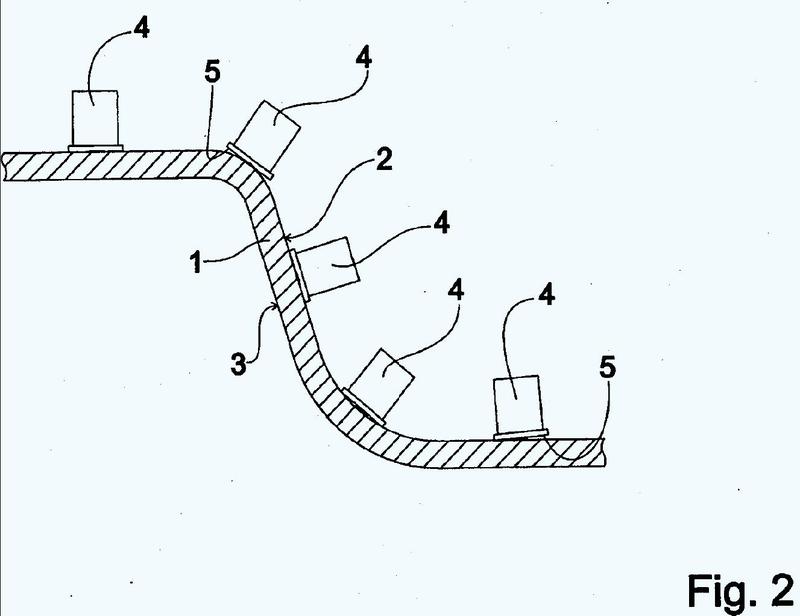
APARATO PARA MOLDEAR CONCHAS PLASTICAS COLOREADAS EN DOS TONOS.
(16/01/1994) APARATO PARA FABRICAR CONCHAS VACIADAS DE PARED FINA PARA PARTES TALES COMO PANELES DE PUERTAS DE AUTOMOVILES, PANELES DE CONTROL E INSTRUMENTOS Y SIMILARES, INCLUYENDO UNA CAJA DE CARGA O POLVERA PARA SUMINISTRAR MATERIAL TERMOPLASTICA SECO A SUPERFICIES DE MOLDEO SEPARADAS SOBRE UN MOLDE CALENTADO CONECTADO SELECTIVAMENTE A LA CAJA DE CARGA DURANTE UN PROCESO DE MOLDEO. UNA JUNTA DE SELLADO INFLABLE SELECTIVAMENTE POR PRESION SE CONECTA A LA CAJA DE CARGA PARA SELLAR UNA SUPERFICIE DE DIVISION SOBRE EL MOLDE CALENTADO, CUYA SUPERFICIE SEPARA LAS SUPERFICIES RELLENADAS DEL MOLDE. LA JUNTA DE SELLADO INFLABLE INCLUYE…
MAQUINA PARA LA ELABORACION DE BOLAS DE UN PRODUCTO COMBUSTIBLE.
(01/11/1992) MAQUINA PARA LA ELABORACION DE BOLAS DE UN PRODUCTO COMESTIBLE. LA MAQUINA ESTA PREVISTA PARA CONFORMAR BOLAS DE UNA MASA DE PRODUCTO COMESTIBLE, COMO PUEDE SER COCO, PARA QUE LUEGO ESAS BOLAS SEAN BAÑADAS EN UN PRODUCTO TAMBIEN COMESTIBLE COMO PUEDE SER CHOCOLATE. LA MAQUINA INCLUYE UN RODILLO CON ALVEOLOS QUE SE LLENAN DE MASA ALIMENTADA POR UNA PAREJA DE RODILLOS QUE GIRAN EN SENTIDO CONTRARIO, EN TANTO QUE EL RODILLO GIRA DE MANERA SINCRONIZADA CON AQUELLOS Y TODOS ELLOS ACCIONADOS POR MOTOR O MOTORES PASO A PASO. CADA PASO O GIRO PARCIAL DEL RODILLO SE PRODUCE EL ENFRENTAMIENTO DE UNA ALINEACION DE ALVEOLOS A LA SALIDA DE LA MASA ALIMENTADA POR LOS RODILLOS , LLENANDO DE MASA ESOS ALVEOLOS Y PRODUCIENDO…
PROCEDIMIENTO PARA LA FABRICACION DE MASCARAS PARA DISFRACES Y SIMILARES.
(01/03/1987). Solicitante/s: GARBEP, S.A..
PROCEDIMIENTO MODIFICADO PARA FABRICAR MASCARAS PARA DISFRACES. COMPRENDE: A) CENTRIFUGAR EL LATEX VULCANIZADO PARA ELIMINAR LOS PRODUCTOS QUIMICOS; B) MACERAR AL LATEX VULCANIZADO; C) ESPUMAR AL LATEX MACERADO MEDIANTE SISTEMAS MECANICOS O QUIMICOS; D) VACIAR DE ESPUMA AL LATEX; Y E) CALENTAR ENTRE 50 Y 90JC AL LATEX, PARA SECAR AL LATEX, FACILITAR EL DESMOLDEO Y OBTENER UN PRODUCTO PURO TRANSPORTABLE. SE UTILIZA COMO PRODUCTO VULCANIZABLE EL DIBENCIL DITIOCARBONATO DE ZINC EN UN 3% A 6% EN LA VULCANIZACION.
PROCEDIMIENTO PARA LA PRODUCCION DE ARTICULOS MOLDEADOS.
(16/04/1976). Solicitante/s: IMPERIAL CHEMICAL INDUSTRIES LIMITED.
Resumen no disponible.
PROCEDIMIENTO PARA LA PRODUCCION DE ARTICULOS MOLDEADOS.
(01/04/1976). Solicitante/s: IMPERIAL CHEMICAL INDUSTRIES LIMITED.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}