DISPOSITIVO Y PROCEDIMIENTO PARA LA FABRICACIÓN DE PIELES SLUSH.
Procedimiento para la fabricación de una piel de plástico dentro de un cuerpo de moldeo (20) con los siguientes pasos:
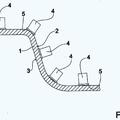
precalentamiento del cuerpo de moldeo (20) mediante un primer dispositivo calefactor (26) orientado hacia una primera superficie lateral (22) del cuerpo de moldeo (20), en una primera estación; distribución de un sustrato en polvo (28) por una segunda superficie lateral (24) del cuerpo de moldeo (20), opuesta a la primera superficie lateral (22) del cuerpo de moldeo (20) precalentado, en una segunda estación; calentamiento por convección del cuerpo de moldeo (20) recubierto del sustrato en polvo, usando un segundo dispositivo calefactor (30) orientado hacia la segunda superficie lateral (24) del cuerpo de moldeo (20), en una tercera estación; y enfriamiento del cuerpo de moldeo (20) en una cuarta estación; realizándose el calentamiento del cuerpo de moldeo (20) mediante una superficie calentada, contigua a la segunda superficie lateral (24) del cuerpo de moldeo (20)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09161328.
B29C33/34TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos. › móviles, p. ej. hacia, o desde el puesto de moldeo.
B29C41/18B29C […] › B29C 41/00 Conformación por revestimiento de un molde, núcleo u otro soporte, es decir, depositando material para moldear y desmoldear el objeto formado; Aparatos a este efecto (con presión de compactado B29C 43/00). › Moldeo en hueco, es decir, vertiendo el material a moldear en un molde hueco y decantado el exceso de material.
B29C41/46B29C 41/00 […] › Calentamiento o enfriamiento.
Clasificación PCT:
B29C33/34B29C 33/00 […] › móviles, p. ej. hacia, o desde el puesto de moldeo.
B29C41/18B29C 41/00 […] › Moldeo en hueco, es decir, vertiendo el material a moldear en un molde hueco y decantado el exceso de material.
B29C41/46B29C 41/00 […] › Calentamiento o enfriamiento.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia.
Dispositivo y procedimiento para la fabricación de pieles slush La invención se refiere a un procedimiento y un dispositivo para la fabricación de una piel de plástico a partir de un termoplástico en polvo dentro de un cuerpo de moldeo calentado. La fabricación de pieles de plástico relativamente finas con una forma predeterminada es importante en la industria automovilística donde este tipo de pieles de plástico encuentran un uso variado en el acabado interior de vehículos, por ejemplo para cubrir cuadros de instrumentos, paneles de puertas o consolas. Desde los años 60, este tipo de pieles de plástico conformadas que también se denominan pieles slush y, en inglés, "cast skins", se fabrican de forma rutinaria a gran escala mediante la fusión de un sustrato de plástico en polvo corriente en un cuerpo de moldeo calentado. Generalmente, un cuerpo de moldeo de este tipo, cuyo contorno de superficie corresponde a la piel de plástico que se ha de fabricar, en primer lugar se precalienta y, después, se llena del sustrato en polvo. El sustrato en polvo se funde parcialmente en la superficie del cuerpo de moldeo calentado y durante el siguiente calentamiento del cuerpo de moldeo se funde completamente. Durante un enfriamiento subsiguiente, la piel de plástico se gelifica en la forma deseada y con la consistencia de superficie deseada, y en el estado enfriado puede extraerse del cuerpo de moldeo. El calentamiento y el enfriamiento del cuerpo de moldeo se realizaban originalmente desde el lado posterior del cuerpo de moldeo con la ayuda de tuberías por las que circula un líquido caliente o frío. Este tipo de dispositivos y procedimientos se describen, por ejemplo, en las memorias de patente US5,106,285, US4,389,177 y US4,217,325. En un procedimiento alternativo, para el calentamiento, alrededor del cuerpo de moldeo se hace circular aire calentado mediante quemadores de gas, y para el enfriamiento, se hace circular alrededor de él aire ambiente. Instalaciones de este tipo se describen, por ejemplo, en las memorias de patente US4,623,503, US6,019,390 y US6,082,989. Sin embargo, en instalaciones de este tipo se ha mostrado que resulta desventajoso que, al estar sometido alternando a la circulación de aire caliente y frío, bajo una presión bastante alta respectivamente, el material del cuerpo de moldeo está expuesto a una fatiga muy fuerte. Además, debido al extenso sistema de tuberías de entrada y de salida, incluyendo los quemadores de gas y el suministro de aire fresco, este tipo de instalaciones son muy grandes y pesadas. Asimismo, resulta desventajosa la considerable producción de calor y de ruido que frecuentemente hace necesario un complicado aislamiento del dispositivo aumentando aún más las dimensiones de la instalación. Se añade el alto consumo de energía y la baja eficiencia que no satisfacen a los estándares medioambientales modernos. Además, en los procedimientos descritos, el cuerpo de moldeo frecuentemente está unido fijamente con los conductos de entrada y de salida del circuito de calor o de frío y, por tanto, es parte integrante de la instalación. Por lo tanto, En caso de cambios de modelo que se producen con creciente frecuencia, resulta difícil adaptar el cuerpo de moldeo a las nuevas formas y configuraciones de superficie de las pieles de plástico. Antes este trasfondo, seguidamente se desarrollaron instalaciones en las que el lado posterior del cuerpo de moldeo se calienta con la ayuda de elementos calefactores por infrarrojos y se enfría en una estación separada en el espacio, con ayuda de una refrigeración por niebla de pulverización. Como los elementos calefactores por infrarrojos se adaptan al contorno del cuerpo de moldeo que se ha de calentar y, además, no están unidos con él directamente en el espacio, se consiguen tanto un calentamiento relativamente eficiente energéticamente del cuerpo de moldeo como una adaptación más fácil del cuerpo de moldeo y del dispositivo calefactor a las nuevas formas. La refrigeración por niebla de pulverización permite además una refrigeración más rápida, más selectiva y más eficiente del cuerpo de moldeo, por lo que siguen aumentando tanto la rentabilidad como la compatibilidad medioambiental del procedimiento de fabricación. Las memorias de patente WO03/031139A1, US2004/0065981A1 y WO2005/016613A2 describen instalaciones y procedimientos de este tipo, en los que en una primera estación, el cuerpo de moldeo en primer lugar se precalienta desde su lado posterior por elementos calefactores por infrarrojos y, a continuación, en una segunda estación se llena del sustrato en polvo. Después de haber repartido el sustrato por la superficie del cuerpo de moldeo por pivotamiento o rotación, se funde en la primera estación mediante un siguiente calentamiento. El aporte de calor se realiza igualmente usando elementos calefactores por infrarrojos desde el lado posterior del cuerpo de moldeo. Durante la siguiente refrigeración por niebla de pulverización en una tercera estación, la piel de plástico se endurece en la forma deseada y se puede extraer a mano. Los elementos calefactores por infrarrojos pueden estar configurados para poder mandarse para un suministro de calor selectivo. Para controlar la absorción de radiación, el lado exterior del cuerpo de moldeo puede estar recubierto adicionalmente en diferentes tonos de color y matices. Los dispositivos y procedimientos descritos en último lugar constituyen un considerable progreso en comparación con instalaciones de slush de polvo más antiguas, tanto en lo que se refiere a su compatibilidad medioambiental como a la eficiencia del procedimiento. No obstante, persiste el problema de que para desmoldear la piel de plástico se ha de calentar no sólo el sustrato en polvo mismo, sino el cuerpo de moldeo completo. 2 En los procedimientos descritos, el sustrato en polvo se funde ya en el cuerpo de moldeo precalentado durante su llenado y se adhiere a la superficie del cuerpo de moldeo. El siguiente proceso de calentamiento sirve para posibilitar la fusión completa y el desmoldeo del sustrato en polvo que no está en contacto directo con la superficie del cuerpo de moldeo, de modo que durante la refrigeración subsiguiente, la piel de plástico se gelifica completamente y homogéneamente por toda su sección transversal. No obstante, como en los procedimientos y dispositivos descritos, el suministro de calor se realiza siempre desde el lado posterior del cuerpo de moldeo, en este paso, el lado posterior de la piel de plástico se calienta necesariamente por conducción de calor desde su lado delantero orientado hacia el cuerpo de moldeo. Durante ello, la parte más grande de la energía térmica empleada se introduce obligatoriamente en el cuerpo de moldeo mismo y en el lado delantero ya conformado de la piel de plástico, no en su lado posterior. Esto no sólo reduce la eficiencia del procedimiento. También resulta el problema de que el aporte de calor relativamente grande merma la consistencia del lado delantero de la piel de plástico que se ha de conformar. En particular, precisamente en pieles claras, pueden producirse alteraciones de color indeseables de la superficie. Por la solicitud EP1655121A1 se conocen un procedimiento y un dispositivo para la fabricación de pieles de plástico, en el que un cuerpo de moldeo se calienta por ambos lados por elementos calefactores por infrarrojos. Sin embargo, durante el calentamiento directo del sustrato en polvo mediante radiadores de infrarrojos se produce el problema de que el aporte de calor es demasiado irregular existiendo el peligro de quemaduras locales de la piel de plástico. Durante el precalentamiento del lado delantero del cuerpo de moldeo mediante elementos calefactores por infrarrojos, además resulta el problema del ensuciamiento del cuerpo de moldeo cuando debido al gran aporte de calor se incrustan localmente residuos del sustrato en polvo en la superficie del lado delantero del cuerpo de moldeo. El documento US3,506,755A describe un dispositivo para la fabricación de pieles de plástico en moldes. Los moldes se precalientan y, al alcanzar la temperatura de destino, se llenan de polvo de plástico y se cierran. A continuación, el polvo de plástico se reparte dentro del molde por un movimiento rotatorio del mismo. Después de abrir el molde, éste se calienta junto al material de plástico repartido hasta que el material de plástico se haya convertido en una piel de plástico integral. Después, se realiza el enfriamiento del molde y la extracción de la piel de plástico contenida en el molde. El documento US4,755,333A describe un dispositivo para la conformación de carcasas de plástico de pared delgada en moldes calentados dispuestos radialmente en un carrusel giratorio, y en el que cada uno de los moldes puede alimentarse de diferentes granulados de termoplástico con la ayuda de un carrusel de granulados.... [Seguir leyendo]
Reivindicaciones:
1.- Procedimiento para la fabricación de una piel de plástico dentro de un cuerpo de moldeo (20) con los siguientes pasos: precalentamiento del cuerpo de moldeo (20) mediante un primer dispositivo calefactor (26) orientado hacia una primera superficie lateral (22) del cuerpo de moldeo (20), en una primera estación; distribución de un sustrato en polvo (28) por una segunda superficie lateral (24) del cuerpo de moldeo (20), opuesta a la primera superficie lateral (22) del cuerpo de moldeo (20) precalentado, en una segunda estación; calentamiento por convección del cuerpo de moldeo (20) recubierto del sustrato en polvo, usando un segundo dispositivo calefactor (30) orientado hacia la segunda superficie lateral (24) del cuerpo de moldeo (20), en una tercera estación; y enfriamiento del cuerpo de moldeo (20) en una cuarta estación; realizándose el calentamiento del cuerpo de moldeo (20) mediante una superficie calentada, contigua a la segunda superficie lateral (24) del cuerpo de moldeo (20). 2.- Procedimiento según la reivindicación 1, en el que el calentamiento del cuerpo de moldeo (20) se realiza mediante un macho (50) calentado. 3.- Procedimiento según la reivindicación 2, en el que el contorno del macho (50) se concibe en función del contorno del cuerpo de moldeo (20). 4.- Procedimiento según la reivindicación 2 ó 3, en el que el macho (50) se calienta de forma eléctrica mediante alambres calefactores o bucles calefactores incorporados. 5.- Procedimiento según la reivindicación 2 ó 3, en el que el macho (50) se calienta de tal forma que su superficie lateral (60) opuesta a la segunda superficie lateral (24) del cuerpo de moldeo (20) se calienta al menos en parte mediante radiación térmica, especialmente por elementos calefactores por infrarrojos (62). 6.- Procedimiento según la reivindicación 5, en el que los elementos calefactores por infrarrojos (62) y/o su disposición se conciben en función del contorno del macho (50) y/o del cuerpo de moldeo (20). 7.- Procedimiento según la reivindicación 5 ó 6, en el que los elementos calefactores por infrarrojos (62) se controlan o se regulan individualmente o por grupos. 8.- Dispositivo para la fabricación de una piel de plástico dentro de un cuerpo de moldeo con: un cuerpo de moldeo (20) que comprende una primera superficie lateral (22) y una segunda superficie lateral (24) opuesta a la primera superficie lateral (22), estando adaptada al menos la segunda superficie lateral (24) al contorno y/o a la estructura superficial de la piel de plástico que se ha de fabricar; un primer dispositivo calefactor (26) destinado a precalentar el cuerpo de moldeo y situado enfrente de la primera superficie lateral (22) del cuerpo de moldeo (20) en una primera estación; un dispositivo de recubrimiento (36) para aplicar y repartir un sustrato en polvo (28) por la segunda superficie lateral (24) del cuerpo de moldeo (20) en una segunda estación; un segundo dispositivo calefactor (30) para calentar por convección el cuerpo de moldeo (20), estando opuesto el segundo dispositivo calefactor (30) a la segunda superficie lateral (24) del cuerpo de moldeo (20) en una tercera estación, comprendiendo una superficie calentable que es contigua a la segunda superficie lateral (24) del cuerpo de moldeo (20) o que puede desplazarse a la proximidad inmediata de la segunda superficie lateral (24) del cuerpo de moldeo (20); y un dispositivo refrigerador (32) para enfriar el cuerpo de moldeo (20) en una cuarta estación. 9.- Dispositivo según la reivindicación 8, en el que la superficie calentable es una superficie (52) de un macho (50), enfrentada a la segunda superficie lateral (24) del cuerpo de moldeo (20). 10.- Dispositivo según la reivindicación 9, en el que el macho (50) es móvil. 11.- Dispositivo según la reivindicación 9 ó 10, en el que la superficie (52) del macho (50) está adaptada al contorno del cuerpo de moldeo (20). 12 12.- Dispositivo según una de las reivindicaciones 9 a 11, en el que el macho (50) comprende alambres calefactores o bucles calefactores incorporados. 13.- Dispositivo según una de las reivindicaciones 9 a 11, en el que el segundo dispositivo calefactor (30) comprende elementos calefactores por infrarrojos (62) enfrentados a una superficie lateral (60) del macho (50), opuesta a la segunda superficie lateral (24) del cuerpo de moldeo (20). 14.- Dispositivo según la reivindicación 13, en el que los elementos calefactores por infrarrojos (62) pueden controlarse o regularse individualmente o por grupos. 15.- Dispositivo según la reivindicación 13 ó 14, en el que el macho comprende una coquilla de macho (58), especialmente una coquilla de aluminio o de cobre, cuya primera superficie lateral constituye la superficie (52) del macho (50) y cuya segunda superficie lateral (60) opuesta a la primera superficie lateral está orientada hacia los elementos calefactores por infrarrojos (62). 13 14 16 17
Patentes similares o relacionadas:
Moldes de hueco de bajo CTE con superficie texturizada y método de fabricación y utilización de los mismos, del 29 de Julio de 2020, de Genius Solutions Engineering Company: Una herramienta de rotomoldeo que tiene una superficie texturizada, comprendiendo la herramienta:
Una carcasa que tiene;
una porción […]
Composición de resina de cloruro de vinilo para moldeo en polvo, artículo moldeado de resina de cloruro de vinilo y laminado, del 28 de Agosto de 2019, de ZEON CORPORATION: Composición de resina de cloruro de vinilo para moldeo en polvo, que comprende:
100 partes en masa de (a) partículas de resina de cloruro de […]
Composición de resina de cloruro de vinilo moldeable en polvo para revestimientos superficiales con punteado real y método para producir la misma, producto moldeado de resina de cloruro de vinilo para revestimientos superficiales con punteado real y método para producir el mismo, y laminado, del 14 de Agosto de 2019, de ZEON CORPORATION: Composición de resina de cloruro de vinilo moldeable en polvo para un revestimiento superficial con punteado real, que comprende:
partículas de resina de cloruro […]
Procedimiento para la producción de una herramienta de moldeo para el procesamiento de plástico, del 9 de Mayo de 2018, de SMP Deutschland GmbH: Procedimiento para la producción de una herramienta de moldeo para el procesamiento de plástico con al menos un perfil de […]
Procedimiento y dispositivo para la fabricación de piezas de plástico a partir de un material de plástico en polvo, del 22 de Junio de 2016, de SMP Deutschland GmbH: Dispositivo para la realización de un procedimiento para la fabricación de piezas de plástico a partir de un material de plástico en polvo, comprende al menos […]
Máquina de moldeado en hueco con polvo y método de moldeado en hueco con polvo, del 18 de Mayo de 2016, de FAURECIA INNENRAUM SYSTEME GMBH: Un aparato de moldeado en hueco con polvo (10, 10') que tiene una parte de moldeado en seco con polvo (Parte A), una parte de calentamiento del […]
Carcasa de molde y procedimiento de fabricación de una carcasa de molde, del 16 de Marzo de 2016, de Galvanoform Gesellschaft für Galvanoplastik mbH: Carcasa de molde con una pluralidad de espigas de conducción de calor , que están dispuestas, en cada caso, a través de una unión soldada, en cada […]
Proceso de fabricación de una piel de material compuesto para partes del habitáculo para airbag integrado, del 19 de Noviembre de 2014, de Kem One: Proceso de fabricación de una piel de material compuesto para partes del habitáculo para un airbag integrado que comprende una capa dúctil y una capa frágil, en la que […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Carcasa de molde y procedimiento de fabricación de una carcasa de molde, del 16 de Marzo de 2016, de Galvanoform Gesellschaft für Galvanoplastik mbH: Carcasa de molde con una pluralidad de espigas de conducción de calor , que están dispuestas, en cada caso, a través de una unión soldada, en cada […]
Carcasa de molde y procedimiento de fabricación de una carcasa de molde, del 16 de Marzo de 2016, de Galvanoform Gesellschaft für Galvanoplastik mbH: Carcasa de molde con una pluralidad de espigas de conducción de calor , que están dispuestas, en cada caso, a través de una unión soldada, en cada […]