CIP-2021 : B21B 1/22 : para laminar bandas u hojas de longitud indefinida (B21B 1/42 tiene prioridad).
CIP-2021 › B › B21 › B21B › B21B 1/00 › B21B 1/22[1] › para laminar bandas u hojas de longitud indefinida (B21B 1/42 tiene prioridad).
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04).
B21B 1/00 Métodos de laminado o laminadores para la fabricación de productos semiacabados de sección llena o de perfilados (B21B 17/00 - B21B 23/00 tienen prioridad; si dependen de la composición del material a laminar B21B 3/00; alargamiento de bandas de metal trabajadas en circuito cerrado, por laminación simultánea en varios puestos de laminado B21B 5/00; laminadores considerados en conjunto B21B 13/00; colada continua en moldes de paredes que se desplazan B22D 11/06 ); Secuencia de operaciones en los trenes de laminación; Instalaciones de una fábrica de laminación, p. ej. agrupamiento de cajas; Sucesión de pasadas o de alternancias de pasadas.
B21B 1/22 · para laminar bandas u hojas de longitud indefinida (B21B 1/42 tiene prioridad).
CIP2021: Invenciones publicadas en esta sección.
Chapa de acero laminada en caliente y método de fabricación de la misma, y método de fabricación de chapa de acero laminada en frío.
(06/05/2020) Chapa de acero laminada en caliente, que comprende:
C: del 0,05% en masa al 0,45% en masa;
Si: del 0,5% en masa al 3,0% en masa;
Mn: del 0,50% en masa al 3,60% en masa;
P: el 0,030% en masa o menos;
S: el 0,010% en masa o menos;
Al: del 0,005% en masa al 1,5% en masa;
N: el 0,010% en masa o menos;
O: el 0,010% en masa o menos;
Ti: del 0% en masa al 0,150% en masa;
Nb: del 0% en masa al 0,150% en masa;
V: del 0% en masa al 0,150% en masa;
B: del 0% en masa al 0,010% en masa;
Mo: del 0% en masa al 1,00% en masa;
W: del 0% en masa al 1,00% en masa;
Cr: del 0% en masa al 2,00% en masa;
Ni: del 0% en masa al 2,00% en masa;
Cu: del 0% en masa al 2,00% en masa;
un…
Lámina de acero para tratamiento térmico.
(12/02/2020) Una lámina de acero para tratamiento térmico que tiene una composición química que comprende, en % en masa:
C: 0,05 a 0,50 %;
Si: 0,50 a 5,0 %;
Mn: 1,5 a 4,0 %;
P: 0,05 % o menos;
S: 0,05 % o menos;
N: 0,01 % o menos;
Ti: 0,01 a 0,10 %;
B: 0,0005 a 0,010 %;
y opcionalmente uno o más de:
Cr: 0 a 1,0 %;
Ni: 0 a 2,0 %;
Cu: 0 a 1,0 %;
Mo: 0 a 1,0 %;
V: 0 a 1,0 %;
Ca: 0 a 0,01 %;
Al: 0 a 1,0 %;
Nb: 0 a 1,0 %;
REM: 0 a 0,1 %; y
el resto: Fe e impurezas, en donde
la rugosidad de altura máxima Rz en una superficie de la lámina de acero es 3,0 a 10,0 mm, especificándose la rugosidad de altura máxima Rz en JIS B 0601 , y
una densidad…
Chapa de acero laminada en caliente.
(20/11/2019) Una chapa de acero laminada en caliente que comprende una composición química representada, en masa porcentual, por:
C: 0,010% a 0,100%,
Si: 0,30% o menos,
Mn: 0,40% a 3,00%,
P: 0,100% o menos,
S: 0,030% o menos,
Al: 0,010% a 0,500%,
N: 0,0100% o menos,
Cr: 0,05% a 1,00%,
Nb: 0,003% a 0,050%,
Ti: 0,003% a 0,200%,
Cu: 0,0% a 1,2%,
Ni: 0,0% a 0,6%,
Mo: 0,00% a 1,00%,
30 V: 0,00% a 0,20%,
Ca: 0,0000% a 0,0050%,
MTR: 0,0000% a 0,0200%,
B: 0,0000% a 0,0020%, y
el resto: Fe e impurezas,
en la que se satisfacen las relaciones representadas por la Expresión 1 y la Expresión 2:
0,005 £[Si]…
Instalación para y método de cambio de cilindros y/o de grupos de un cajón de laminación; cajón de laminación que comprende el sistema de bloqueo y de sujeción.
(04/11/2019) Instalación de desmontaje adaptada para el cambio de cilindros y de grupos de un cajón de laminación destinado a la laminación de una banda metálica, dicho grupo que está constituido por un cilindro de sustentación lateral e hileras de rodillos de apoyo montados sobre una viga transversal en el cajón de laminación, dicho grupo que está montado en un brazo de soporte, y que comprende:
- un chasis de manipulación que comprende medios de posicionamiento y de desplazamiento aptos para asegurar su desplazamiento y su posicionamiento según al menos una primera dirección que se puede definir con respecto a dicho cajón de laminación;
…
Acero para endurecimiento por presión y piezas endurecidas por presión fabricadas a partir de dicho acero.
(23/10/2019). Solicitante/s: Arcelormittal. Inventor/es: DRILLET,PASCAL, POIRIER,MARIA, SARKAR,SUJAY.
Una pieza de acero endurecido por presión donde la composición química del acero comprende, en peso:
0,062 ≤ C ≤ 0,095 %
1,4 %< Mn ≤ 1,9 %
0,2 % < Si ≤ 0,5 %
0,020 % ≤ AI ≤ 0,070 %
0,02 % ≤ Cr ≤ 0,1 %,
donde:
1,5 % < (C + Mn+ Si+ Cr) < 2,7 %
0,040 % ≤ Nb ≤ 0,060 %
3,4 x N ≤Ti ≤ 8 x N
donde:
0,044 % ≤ (Nb + Ti) ≤0,090 %
0,0005 < B ≤ 0,004 %
0,001 % ≤ N ≤ 0,009 %
0,0005 % ≤ S ≤ 0,003 %
0,001 % ≤ P ≤ 0,020 %
opcionalmente:
0,0001 % ≤ Ca ≤ 0,003 %,
siendo el resto Fe e impurezas inevitables,
y donde la microestructura comprende, en la mayoría de dicha pieza, en fracciones superficiales: menos del 40 % de bainita, menos del 5 % de austenita, menos del 5 % de ferrita, siendo el resto martensita, consistiendo dicha martensita en martensita fresca y en martensita templada.
PDF original: ES-2763454_T3.pdf
Aparato y método para impartir topografías seleccionadas a una lámina metálica de aluminio y aplicaciones para hacerlo.
(21/10/2019) Un metodo para fabricar un manipulador de material con al menos una superficie de contacto con el material , que comprende las etapas de:
obtener una lamina de aluminio que ha sido laminada por un rodillo de trabajo; y
dar a la lamina de aluminio la forma de al menos una superficie de contacto con el material ; en donde el metodo se caracteriza por que:
el rodillo de trabajo tiene una superficie con el 50 % al 100 % cubierta por indentaciones que carecen de facetas y que tienen un area central deprimida en relacion con una altura media de la superficie y un reborde periferico liso y elevado que tiene una altura mayor en su vertice que la altura media de la superficie, y la textura deseada se aplica al rodillo de trabajo mediante un proceso de granallado o chorro;
la lamina de aluminio tiene un coeficiente de friccion estatico…
Aleación de hierro y níquel que presenta una soldabilidad mejorada.
(11/09/2019). Solicitante/s: Aperam. Inventor/es: REYDET, PIERRE-LOUIS, PANIER,ROLAND, JOUVENCEAU,FANNY.
Aleación a base de hierro que comprende, en peso:
35 % ≤ Ni ≤ 37 %
trazas ≤ Mn ≤ 0,6 %
trazas ≤ C ≤ 0,07 %
trazas ≤ Si ≤ 0,35 %
trazas ≤ Cr ≤ 0,5 %
trazas ≤ Co ≤ 0,5 %
trazas ≤ P ≤ 0,01 %
trazas ≤ Mo < 0,5 %
trazas ≤ S ≤ 0,0035 %
trazas ≤ O ≤ 0,0025 %
0,011 % ≤ [(3,138 x Al + 6 x Mg + 13,418 x Ca) - (3,509 x O + 1,770 x S)] ≤0,038 %
0,0003 % < Ca ≤ 0,0015 %
0,0005 % < Mg ≤ 0,0035 %
0,0020 % < Al ≤ 0,0085 %
siendo el resto hierro y elementos residuales resultantes de la elaboración.
PDF original: ES-2759055_T3.pdf
Chapa de acero laminado en caliente y método de fabricación de ésta.
(24/04/2019) Una chapa de acero laminado en caliente que tiene una resistencia a la tracción máxima de 980 MPa o más y una excelente tenacidad a baja temperatura, que comprende:
una composición química que consiste en, en % en masa,
C: 0,01 a 0,2%;
Si: 0,001 a 2,5%;
Mn: 1 a 4,0%;
P: 0,10% o menos;
S: 0,03% o menos;
Al: 0,001 a 2,0%;
N: 0,0005 a 0,01%;
O: 0,001 a 0,01%; y
Ti: 0,03 a 0,30%;
opcionalmente uno o más de Nb: 0,01 a 0,30%;
Cu: 0,01 a 2,0%;
Ni: 0,01 a 2,0%;
Mo: 0,01 a 1,0%;
V: 0,01 a 0,3%;
Cr: 0,01 a 2,0%;
Mg: 0,0005 a 0,01%;
Ca: 0,0005 a 0,01%;
…
Chapa metálica con relieves para la realización de suelos industriales en los que circulan carretillas; cilindro grabado que permite obtener dichas chapas por laminación.
(22/04/2019) Chapa metálica para la realización de suelos, en particular de vehículos industriales, en los que han de circular carretillas, la correspondiente chapa presenta en su cara superior una pluralidad de motivos, cada motivo incluye una o varias partes salientes , llamadas "relieves", los correspondientes motivos están dispuestos de forma periódica, discreta y ordenada, la altura máxima (Hmax) de los correspondientes relieves está comprendida entre 0,2 y 1,5 mm, los correspondientes relieves presentan una superficie , calificada como "de fricción", que se define por la intersección de un relieve con un plano (P) paralelo a la superficie de la chapa y situado a media distancia del vértice del correspondiente relieve y que presenta, cualquiera que…
Procedimiento de fabricación de un ensamblaje metálico que tiene una hoja de aluminio tratada térmicamente para obtener alúmina alfa y otra hoja con irregularidades de superficie que se incrustan en la misma en la colaminación.
(14/02/2018) Procedimiento de fabricación de un ensamblaje metálico que comprende una primera hoja a base de aluminio y por lo menos una segunda hoja metálica, que comprende las etapas que consisten en:
- tratar térmicamente la hoja de aluminio llevándola a una temperatura comprendida entre el 80% y el 100% de la temperatura de fusión del material que la constituye durante un tiempo comprendido entre una veintena de minutos y aproximadamente dos horas para crear y estabilizar una capa de alúmina alfa por transformación alotrópica de la capa de óxido presente en la superficie de dicha hoja de aluminio , y después dejándola…
Superficies laminadas que tienen un acabado de brillo mate.
(06/09/2017) Un procedimiento de preparación de un rodillo de trabajo par aplicar un acabado de brillo mate sobre una superficie de un sustrato metálico, comprendiendo el procedimiento las siguientes etapas:
(a) rugosificar una superficie de rodillo de trabajo sin terminar para formar una superficie de rodillo de trabajo rugosa, donde el rodillo de trabajo rugoso tiene una Ra de 0,20 μm o menos y una Rz de 2 μm o menos;
(b) pulir la superficie del rodillo de trabajo rugoso para formar una superficie de rodillo de trabajo pulida que tiene una Ra de menos de 0,015 μm y una Rz de menos de 0,25 μm;
(c) rugosificar uniformemente la superficie…
PROCESO DE GRABACION DE SUPERFICIES DE ALUMINIO.
(06/04/2017). Solicitante/s: ALUDIUM TRANSFORMACION DE PRODUCTOS, S.L.U. Inventor/es: SÁNCHEZ MARTÍNEZ,Segundo Antonio, GIL FERNÁNDEZ-MARCOTE,Ignacio, MARCILLA GOMIS,Salvador Antonio.
El proceso consiste en un gofrado muy superficial combinado con un laminado superficial, que implica una pequeña reducción de espesor, aplicado tanto a láminas con espesores de varios milímetros,como a hojas de aluminio de espesor inferior a 0,3mm, suministradas, en cualquiera de los dos casos, tanto en láminas independientes como en bobina continua.
Línea de procesamiento de bobina de acero de corte en longitud con un nivelador por estirado y laminador de temple y método.
(05/04/2017) Un método que comprende:
en una línea de procesamiento de bobina de acero cortada en longitud que tiene un carrete desenrollador , un laminador de temple , un nivelador por estirado , una cizalladora y un aparato apilador dispuestos para procesar secuencialmente una longitud continua de lámina metálica, seleccionando una de las configuraciones primera y segunda para la línea de procesamiento basada en una comparación de un espesor de la lámina metálica y un criterio de medición seleccionado, la primera configuración que comprende dirigir la longitud continua de la lámina metálica desde el carrete desenrollador a través del laminador de temple hasta el aparato…
Método para fabricar un componente de acero austenítico TWIP o TRIP/TWIP.
(18/01/2017). Solicitante/s: OUTOKUMPU OYJ. Inventor/es: FROHLICH, THOMAS, LINDNER,STEFAN.
Método para fabricar un componente de acero austenítico TWIP o TRIP/TWIP, caracterizado por que se deforma un producto plano consiguiendo al menos una hendidura en al menos una superficie del producto plano para tener en el producto deformado áreas de un acero de alta resistencia embebidas en una matriz de un material dúctil.
PDF original: ES-2673429_T3.pdf
Producto plano de material metálico, en particular un material de acero, uso de un producto plano de este tipo, así como cilindro y procedimiento para fabricar un producto plano de este tipo.
(09/11/2016). Solicitante/s: Daetwyler Graphics AG. Inventor/es: KOCH, MARTIN, WISCHMANN,STEFAN, HENNIG,GUIDO, SCHULZE-KRAASCH,FOLKERT, KOPPLIN,KARL-HEINZ, MACHEREY,Friedhelm, WAHSER,JÖRG, RESING,MARKUS.
Producto plano de un material metalico, en particular un material de acero, con una estructura de superficie deterministica, en el que la estructura de superficie posee una pluralidad de depresiones, que presentan una profundidad en el intervalo de 2 a 14 μm, caracterizado por que las depresiones estan configuradas en forma de l, en forma de H, en forma de cruz, en forma de C o en forma de X, presentando la estructura de superficie un numero de picos RPc en el intervalo de 45 a 180 1/cm, una rugosidad media aritmetica Ra en el intervalo de 0,3 a 3,6 μm y una ondulacion media aritmetica Wsa en el intervalo de 0,05 a 0,65 μm.
PDF original: ES-2612358_T3.pdf
Lámina de acero de alta conformabilidad y súper resistencia, laminada en frío, y procedimiento para la fabricación de la misma.
(03/08/2016). Solicitante/s: BAOSHAN IRON & STEEL CO., LTD. Inventor/es: WANG, LI, XIONG,WEI, ZHONG,YONG, FENG,WEIJUN, ZHI,JIANJUN, HU,GUANGKUI.
Chapa de acero de alta conformabilidad y súper alta resistencia, que consiste en los siguientes componentes químicos, en base a porcentajes de peso:
C: 0,18-0,22 % en peso
Si: 1,4-1,8 % en peso
Mn: 1,8-2,3 % en peso
P≤ 0,015 % en peso
S≤0.012% en peso
Al: 0,03-0,06 % en peso
N≤ 0,008 % en peso
el resto de Fe e impurezas inevitables;
en la que la chapa de acero tiene una estructura a temperatura ambiente de un 10%-30% de ferrita + un 60-80% de martensita + un 5-15% de austenita residual; un límite de elasticidad de 600-900MPa, una resistencia a la tracción de 980-1150MPa, y un alargamiento de un 17-25%.
PDF original: ES-2668653_T3.pdf
Chapa de acero inoxidable y método para su fabricación.
(20/07/2016). Solicitante/s: NISSHIN STEEL CO., LTD.. Inventor/es: KAWAGOE TAKAFUMI, SHIGETOMI TOMOHARU, KATSUKI JUNICHI.
Una chapa de acero para la que se realiza el laminado templado utilizando un rodillo opaco después de un laminado en frío de acabado y un recocido brillante, en donde una rugosidad media aritmética Ra en una dirección perpendicular a la dirección del laminado de la superficie de la chapa de acero es de 0,2 a 1,2 μm;
un ratio de transferencia, que es un ratio de área de una parte en la cual un patrón opaco se transfiere con relación a la superficie de chapa, es 15 al 70% y
un micro-hoyo, formado en la superficie de la chapa de acero, con una profundidad de 0,5 μm o más y con un área de apertura de 10 μm2 o más, tiene una densidad existente en la superficie de la chapa de acero de 10,0 o menos por 0,01 mm2, y un ratio del área de apertura en la superficie de la chapa de acero de 1,0% o menos.
PDF original: ES-2584253_T3.pdf
Acero de varias capas y procedimiento de producción de acero de varias capas.
(15/06/2016) Acero de varias capas que comprende una combinación de dos tipos de aceros laminados y tratados con calor, teniendo cada uno de ellos una composición química y una microestructura diferentes o propiedades mecánicas diferentes,
caracterizado porque el acero de varias capas está formado por una primera capa y una secunda capa ,
y porque la primera capa comprende un primer acero con forma de plancha que comprende, en % en masa, de 0,05 a 0,4 de C, de 0,05 a 3,0 de Si, de 0,05 a 3,0 de Mn, siendo el resto Fe e impurezas evitables y, opcionalmente, uno o más elementos del 0,001 al 0,1% en masa de Nb, del 0,001 al 0,1% en masa de Ti, de 0,001 a 0,5% en masa 10 de V, de 0,01 a 16,0% en masa…
Láminas y placas metálicas que tienen superficies con textura que reduce la fricción y métodos para fabricar las mismas.
(04/05/2016). Solicitante/s: ALCOA INC.. Inventor/es: MARINELLI, JAMES, M., LIU, JOHN, LI, MING, LIU,JIANTAO, MAGNUSEN,PAUL E, SHEU,SIMON, HEINIMANN,MARKUS B, VEGA,LUIS FANOR.
Una nave de transporte caracterizada por que:
- al menos un producto metálico que tiene al menos una superficie que es básicamente ranurada, en donde la superficie básicamente ranurada forma una topografía de microsurcos, incluyendo la topografía de microsurcos una multiplicidad de microsurcos longitudinales laminados de forma permanente adyacentes que corren a lo largo de al menos una parte de la superficie, y
en donde la topografía de microsurcos está revestida con al menos dos capas que comprenden una capa base y una capa de acabado y en donde estas capas están diseñadas y son aplicadas suficientemente para conservar la topografía de microsurcos, en donde la multiplicidad de microsurcos longitudinales laminados de forma permanente adyacentes resulta en una superficie con textura que reduce la fricción.
PDF original: ES-2585411_T3.pdf
Acero inoxidable ferrítico y método para fabricar el mismo.
(13/04/2016). Solicitante/s: JFE STEEL CORPORATION. Inventor/es: ISHII,Tomohiro, OTA,HIROKI, ISHIKAWA,SHIN, OGATA,HIROYUKI.
Acero inoxidable ferrítico que tiene una composición que consiste, en % en masa, en C: del 0,001 % al 0,030 %, Si: del 0,03 % al 0,15 %, P: el 0,05 % o menos, S: el 0,01 % o menos, Cr: de más del 22,0 % al 28,0 %, Mo: del 0,2 % al 3,0 %, Al: del 0,01 % al 0,08 %, Ti: de más del 0,30 % al 0,80 %, V: del 0,001 % al 0,080 % y N: del 0,001 % al 0,050 %; Mn: del 0,05 % al 0,30 % y Ni: del 0,01 % a menos del 0,30 %; Nb: el 0,05 % o menos como componente opcional, uno o más componentes seleccionados del grupo que consiste en Cu: el 1,0 % o menos, Zr: el 1,0 % o menos, W: el 1,0 % o menos y B: el 0,1 % o menos como componentes opcionales; y siendo el resto Fe e impurezas inevitables, y
que tiene una superficie donde se distribuye TiN que tiene un diámetro de grano de 1 μm o más a una densidad de 30 partículas/mm2 o más.
PDF original: ES-2662417_T3.pdf
Procedimiento para laminar un material a ser laminado, producido en un proceso de colada en lingotera.
(13/01/2016) Procedimiento para laminar en un tren de laminación un material a ser laminado , producido en un proceso de colada en lingotera, donde antes de la laminación el material a ser laminado presenta la forma de una pirámide truncada con una superficie base , una superficie superior y cuatro superficies laterales (8a, 8b, 10a, 10b), donde:
- durante una primera secuencia de pasadas de laminación dos superficies laterales opuestas (10a, 10b) del material a ser laminado son laminadas en una primera dirección (R1), de manera que al final de la primera secuencia de pasadas de laminación todas las superficies transversales del material a ser laminado , las cuales se encuentran orientadas…
Chapa de fachada exterior de aluminio con alta rugosidad superficial.
(17/12/2014) Chapa o banda de fachada hecha de aluminio o de una aleación de aluminio del tipo AA 5005, teniendo la chapa de fachada un grosor superior a 2 mm hasta, como máximo, 4 mm y teniendo la superficie de la chapa de fachada una rugosidad Ra media de 1,2 μm a 1,7 μm y ascendiendo la profundidad de rugosidad Rz 5 a de 7 μm a 12 μm, medida según la norma DIN EN ISO 4287.
Procedimiento para fabricar una lámina de aluminio con características de seguridad integradas.
(11/06/2014) Procedimiento para fabricar una lámina de aluminio con características de seguridad integradas, en el que una lámina de aluminio se lamina en varias pasadas de laminación en frío hasta un espesor inferior a 150 μm, originándose al mismo tiempo en ambas caras de la superficie (4a, 4b) de la lámina de aluminio una texturización (5a, 5b) que se extiende en el sentido de laminación, caracterizado porque a partir de al menos dos láminas de aluminio se forma un conjunto suelto que en una última pasada de laminación en frío se suministra a un par de cilindros de trabajo en el que en al menos una superficie de cilindro , la estructuración superficial (11a) en forma de relieve generada por amoladura se redujo en función del contraste y del motivo en un área (6')…
Procedimiento para la producción de una pieza constructiva a partir de un producto aplanado de titanio para usos a altas temperaturas con aplicación de una capa de aluminio sobre por lo menos un lado del producto aplanado de titanio mediante chapado por laminación y laminación en frío.
(28/08/2013) Procedimiento para la producción de una pieza constructiva para usos a altas temperaturas, a partir de unproducto aplanado de titanio producido a partir de una aleación de titanio, tal como una chapa o banda de titanio producida a partir de una aleación de titanio, caracterizado por las siguientes etapas de trabajo y condiciones:
a) aplicación de una capa de Al sobre por lo menos un lado del producto aplanado de titanio mediante chapadopor laminación del producto aplanado de titanio con una lámina de Al , que ha sido producida a partir de unaaleación de Al,
b) laminación en frío del producto aplanado de titanio , cubierto con la capa de Al ,
c) estando situados el espesor de partida de la lámina de Al en el intervalo de 0,03-0,3 mm, y el espesor departida del producto aplanado…
Procedimiento para la producción de una banda de aluminio con fines de envasado y banda producida de tal manera.
(06/06/2012) Procedimiento para la producción de una banda de aluminio o de una aleación de aluminio con fines deenvasado, caracterizado porque se estampan en la banda durante la última pasada de laminación de lalaminación en frío elementos decorativos u otros elementos identificativos, el grosor de banda en la zona delos elementos decorativos o identificativos es mayor que en las zonas restantes de la banda y la amplituddel perfil de estampado en la banda asciende como máximo a 4 μm.
Chapa gofrada con un modelo repetitivo y cilindro grabado para fabricar chapas gofradas.
(30/05/2012) Chapa gofrada con un modelo repetitivo que comprende una pluralidad de unidades de modelo,cada unidad de modelo comprendiendo uno o más relieves elevados alargados, un relieve alargado con una longitud alo largo de un eje mayor y una anchura más pequeña que la longitud a lo largo de un eje menor perpendicular al ejemayor,
las unidades de modelo incluyendo primeras unidades de modelo (PU1) con uno o más primeros relieves alargados(R1) con el eje mayor paralelo a una primera dirección (D1), y una o más segundas unidades de modelo (PU2) teniendosegundos relieves alargados (R2) con el eje mayor paralelo a una segunda dirección (D2) orientado trasversalmente a laprimera dirección, donde una primera unidad de modelo se rodea por cuatro segundas unidades de modelo idénticas yun ángulo entre la primera dirección…
PROCEDIMIENTO DE ESTAMPADO, DISPOSITIVO DE ESTAMPADO Y ELEMENTO PERFILADO.
(16/06/2007) Procedimiento de estampado en el que una banda de material alargada, que deba ser estampada, es desplazada en la dirección longitudinal con relación a al menos un troquel de estampado y en el que con el/los troquel(es) de estampado se estampa una gran cantidad de cavidades en la superficie de la banda de material, estando dispuestas las cavidades producidas al menos transversalmente a la dirección de desplazamiento de la banda de material de manera repartida y en el que al menos durante el proceso de estampado la banda de material es sustentada en la zona de las cavidades contra la dirección de estampado por una superficie de sustentación esencialmente…
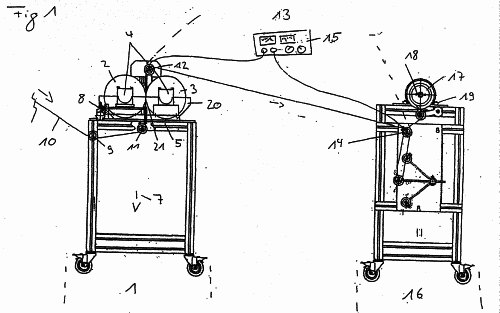
METODO Y APARATO PARA TEXTURIZAR UNA CHAPA FINA O BANDA METALICA.
(16/01/2007). Ver ilustración. Solicitante/s: ALCAN INTERNATIONAL LIMITED. Inventor/es: SCAMANS, GEOFFREY, MACK, DAVENPORT, CHRISTOPHER, JOHN, HUNTER, JOHN, ANTHONY, MILLER, DANIEL, BARUCH, WRIGHT, DAVID, SKINGLEY.
Un método de texturizar una chapa fina o banda metálica, método que comprende una pluralidad de pasadas secuenciales de texturización, cada una de las cuales se realiza pasando la chapa fina o banda entre por lo menos un par de rodillos , en el que por lo menos uno de cada par de rodillos tiene en su superficie una estructura texturizada y la estructura texturizada se transfiere a la chapa fina o banda durante cada pasada de texturización, y en el que la superficie texturizada de la chapa fina o banda que resulta de cada pasada se solapa con la de una o más de otras pasadas formando una estructura texturizada final.
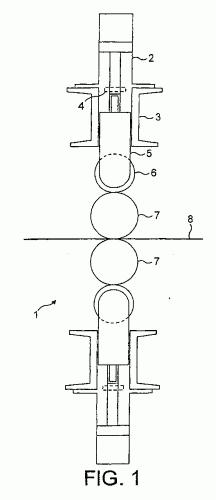
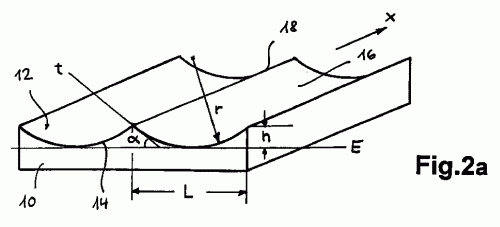
PRODUCTO LAMINADO DE METAL CON ESTRUCTURA SUPERFICIAL DE PROPAGACION DE LA LUZ.
(16/03/2006). Ver ilustración. Solicitante/s: ALUSUISSE TECHNOLOGY & MANAGEMENT AG. Inventor/es: HOTZ, WALTER, FUCHS, ROMAN.
EN UN PRODUCTO LAMINADO METALICO CON AL MENOS UNA SUPERFICIE ESTRUCTURADA CON ESTRUCTURA AMPLIADORA DE LUZ MUESTRA ESTA SUPERFICIE ESTRUCTURADA UNA SECCION TRANSVERSAL DE TIPO DE ONDA SEGUN UNA MUESTRA DE RANURAS QUE DISCURRE EN LA DIRECCION (X) DE LAMINACION CON UNA ESTRUCTURA EN FORMA DE HILERAS UNA JUNTO A OTRA DE PIEZAS DE ARCO CIRCULAR. EL MAXIMO ANGULO ( AL ) DEPENDIENTE DE UNA TANGENTE (T) ADOSADA A LA PIEZA DE ARCO CIRCULAR ALCANZA DESDE 1 HASTA 15 COMPARADA CONTRA UN PLANO (E) DEFINIDO A TRAVES DE LA SUPERFICIE Y EL RADIO (R) DE LA PIEZA DE ARCO CIRCULAR SE ENCUENTRA ENTRE 0,1 Y 20 MM.
METODO PRA PRODUCIR UNA CHAPA DE ALUMINIO Y CHAPA DE ALUMINIO.
(01/03/2006). Solicitante/s: CORUS ALUMINIUM N.V. Inventor/es: DONS, JOSEPHUS MARIA THEOPHIEL, VERBOOM, ELS, BAEKELANDT, JEAN PIERRE JULES, GEIBEL, ANSGAR MARIA.
Un método para producir una chapa de aluminio con una estructura de superficie decorativa sobre al menos una cara, que comprende las etapas sucesivas de proceso de: (a) proporcionar una chapa de aluminio laminada en frío de un espesor deseado; (b) usar un laminado en frío para aplicar una rugosidad de superficie Ra a al menos una cara de la chapa de aluminio, en un intervalo de 1, 2 a 3, 0 micrómetros medida según la norma DIN 4768.
METAL PLANO, DISPOSITIVO Y PROCEDIMIENTO DE PRODUCCION.
(01/09/2005). Ver ilustración. Solicitante/s: W.E.T. AUTOMOTIVE SYSTEMS AG. Inventor/es: VON LOBBECKE, BERND, MODL, MICHAEL.
Dispositivo para la fabricación de metal plano con un espesor de 20 ìm a 400 ìm, con un mínimo de dos rodillos que discurren esencialmente paralelos entre sí y cuyos ejes de giro están situados en un plano , que discurre sensiblemente perpendicular a la dirección de actuación de la fuerza de la gravedad , caracterizado porque está previsto por lo menos un dispositivo que alimenta el metal entre los rodillos , libre de tensiones de tracción, y porque está previsto por lo menos un dispositivo que retira el metal de entre los rodillos , libre de tensiones de tracción.
PROCEDIMIENTO PARA LA FABRICACION DE TUBOS PLANOS PARA INTERCAMBIADORES DE CALOR.
(16/09/2002) UN PROCESO PARA PRODUCIR UN TUBO DE INTERCAMBIO DE CALOR PLANO (A) QUE TIENE UNOS PASOS DE REFRIGERANTES PLANOS EN SU INTERIOR Y COMPRENDE UNAS PAREDES INFERIOR Y SUPERIOR PLANAS , UNAS PAREDES LATERALES OPUESTAS Y UNA PLURALIDAD DE PAREDES DE REFUERZO CONECTADAS ENTRE LAS PAREDES SUPERIOR E INFERIOR , DE FORMA QUE SE EXTIENDEN LONGITUDINALMENTE CON RESPECTO AL TUBO (A) Y ESTAN COLOCADAS SEPARADAS ENTRE SI POR UNA DISTANCIA DETERMINADA, Y UTILIZAN UN LAMINADOR QUE COMPRENDE UN RODILLO ACTIVO CENTRAL Y UNA PLURALIDAD DE RODILLOS ACTIVOS PLANETARIOS COLOCADOS ALREDEDOR DE UNA PORCION DE LA PERIFERIA DE UN RODILLO ACTIVO CENTRAL Y DISPUESTOS SEPARADOS CIRCUNFERENCIALMENTE DEL MISMO, ESTANDO…
{kind=link}
{kind=link}
{kind=link}