Procedimiento para la producción de una pieza constructiva a partir de un producto aplanado de titanio para usos a altas temperaturas con aplicación de una capa de aluminio sobre por lo menos un lado del producto aplanado de titanio mediante chapado por laminación y laminación en frío.
Procedimiento para la producción de una pieza constructiva (2) para usos a altas temperaturas,
a partir de unproducto aplanado de titanio (3) producido a partir de una aleación de titanio, tal como una chapa o banda de titanio(3) producida a partir de una aleación de titanio, caracterizado por las siguientes etapas de trabajo y condiciones:
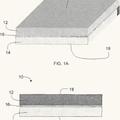
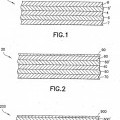
a) aplicación de una capa de Al (6,7) sobre por lo menos un lado del producto aplanado de titanio mediante chapadopor laminación del producto aplanado de titanio (3) con una lámina de Al (6,7), que ha sido producida a partir de unaaleación de Al,
b) laminación en frío del producto aplanado de titanio (3), cubierto con la capa de Al (6,7),
c) estando situados el espesor de partida de la lámina de Al (6,7) en el intervalo de 0,03-0,3 mm, y el espesor departida del producto aplanado de titanio (3) en el intervalo de 1,0-8,0 mm, y siendo escogido el grado deconformación de 30-90 % conseguido en el marco del chapado por laminación y de la laminación en frío, referido alespesor total del producto aplanado de titanio (3) y de la lámina de Al (6,7), y siendo escogidos el espesor de lalámina de Al (6,7), tomando en consideración el grado total de conformación y el espesor nominal del productoaplanado de titanio (3) cubierto con la lámina de Al (6,7), de tal manera que el espesor de la capa de Al (6,7),presente en cada caso sobre el producto aplanado de titanio (3) después del chapado por laminación y de lalaminación en frío, no sobrepase los 90 μm, en particular los 70 μm,
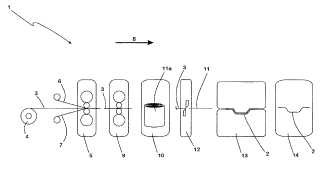
d) recocido con ablandamiento del producto aplanado de titanio (3) cubierto con la capa de Al (6,7) en el horno depaso continuo (10) a unas temperaturas de recocido de 600-750 °C durante un período de tiempo de 0,1-10 min, oen el horno de campana a unas temperaturas de recocido de 550-650 °C durante un período de tiempo de 1-30 h,
e) conformación del producto aplanado de titanio cubierto con la capa de Al (6,7), recocido con ablandamiento, paraformar la pieza constructiva (2)
f) tratamiento térmico de la pieza constructiva conformada a partir del producto aplanado de titanio (3) cubierto con lacapa de Al (6,7) para la constitución de una capa de cubrimiento, que abarca unas fases intermetálicas, sobre lapieza constructiva (2).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/005760.
Solicitante: WICKEDER WESTFALENSTAHL GMBH.
Nacionalidad solicitante: Alemania.
Dirección: HAUPTSTRASSE 6 58739 WICKEDE / RUHR ALEMANIA.
Inventor/es: MAGER, PETER, LAN,YUN DR, PAULI,JAN-BERND, GERLACH,THORSTEN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21B1/22 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 1/00 Métodos de laminado o laminadores para la fabricación de productos semiacabados de sección llena o de perfilados (B21B 17/00 - B21B 23/00 tienen prioridad; si dependen de la composición del material a laminar B21B 3/00; alargamiento de bandas de metal trabajadas en circuito cerrado, por laminación simultánea en varios puestos de laminado B21B 5/00; laminadores considerados en conjunto B21B 13/00; colada continua en moldes de paredes que se desplazan B22D 11/06 ); Secuencia de operaciones en los trenes de laminación; Instalaciones de una fábrica de laminación, p. ej. agrupamiento de cajas; Sucesión de pasadas o de alternancias de pasadas. › para laminar bandas u hojas de longitud indefinida (B21B 1/42 tiene prioridad).
- B21B1/28 B21B 1/00 […] › por laminado en frío.
- B23K20/04 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 20/00 Soldadura no eléctrica por percusión u otra forma de presión, con o sin calentamiento, p. ej. revestimiento o chapeado. › por medio de un laminador.
- B23K20/233 B23K 20/00 […] › sin capa ferrosa.
PDF original: ES-2436415_T3.pdf
Fragmento de la descripción:
Procedimiento para la producción de una pieza constructiva a partir de un producto aplanado de titanio para usos a altas temperaturas con aplicación de una capa de aluminio sobre por lo menos un lado del producto aplanado de titanio mediante chapado por laminación y laminación en frío El presente invento se refiere a un procedimiento para la producción de una pieza constructiva a partir de un producto aplanado de titanio producido a partir de una aleación de titanio, tal como una chapa o banda de titanio producida a partir de una aleación de titanio, para usos a altas temperaturas. En el caso de tales piezas constructivas se trata, por ejemplo, de unos componentes de instalaciones de gases de escape para motores de combustión, de unos intercambiadores de calor o de unos dispositivos comparables, en el caso de cuyo empleo se presentan regularmente unas temperaturas de funcionamiento de 600 - 900 °C.
Unas instalaciones de alto valor para gases de escape para, por ejemplo, motores de combustión empleados en vehículos automóviles se producen hoy en día a base de aceros inoxidables. Los materiales de acero de este tipo son bien conformables y se distinguen por una alta resistencia mecánica específica y por una buena estabilidad frente a la corrosión también a altas temperaturas de funcionamiento. Estas ventajas son contrarrestadas, sin embargo, por la desventaja de un alto peso; como consecuencia de la densidad comparablemente alta (de aproximadamente 8 g/cm3) de un acero inoxidable.
El titanio y sus aleaciones, debido a su densidad manifiestamente más pequeña, de aproximadamente 4, 5 g/cm3, son esencialmente más ligeros que los aceros. Ellos/as poseen, además de esto, una alta resistencia mecánica específica y una muy buena estabilidad frente a la corrosión a la temperatura ambiente. Su temperatura máxima de empleo está restringida, no obstante, por el hecho de que en el caso de unas altas temperaturas de funcionamiento se inicia una oxidación acelerada. Por lo tanto, unas piezas constructivas, que son producibles a partir de unas aleaciones de titanio convencionales, estables en caliente, sólo se utilizan hasta llegar a unas temperaturas de funcionamiento de menos que 600 °C.
A partir del documento de patente alemana DE 101 03 169 B4 es conocido que la resistencia mecánica a altas temperaturas y la estabilidad frente a la oxidación de unas piezas constructivas producidas a partir de una chapa de titanio se pueden mejorar mediante el recurso de que las chapas de titanio son chapadas por laminación con una lámina de aluminio, antes de su conformación para dar la respectiva pieza constructiva. En el marco del procedimiento conocido, sobre una chapa de titanio se aplica, por lo menos por un lado, una lámina de aluminio, cuyo espesor es pequeño en comparación con el espesor de la chapa de titanio. Mediante un tratamiento térmico de la chapa de titanio chapada por laminación, a partir del revestimiento de aluminio y del substrato de titanio que está situado debajo de éste, se forma una capa de cubrimiento que se compone de TiAl o respectivamente TiAl3. Con el fin de que la capa de TiAl difícilmente conformable no obstaculice la conformación, el tratamiento térmico se llevará a cabo de manera preferida tan sólo después de la conformación de la chapa de titanio cubierta con la capa de aluminio, para dar la pieza constructiva.
Unos ensayos prácticos han puesto de manifiesto que el procedimiento descrito en el documento DE 101 03 169 B4 presupone que el substrato de titanio cubierto con la capa de Al se compone de un titanio muy puro, que se maneja de acuerdo con la norma DIN 17 850 bajo la denominación abreviada de material Ti1, con el número de material 3.7025 y que, junto a titanio y unas impurezas inevitables, puede contener hasta como máximo 0, 15 % de Fe, hasta como máximo 0, 12 % de O, hasta como máximo 0, 05 % de N, hasta como máximo 0, 06 % de C y hasta como máximo 0, 013 % de H (datos en % en peso) . En el caso de la utilización de unas chapas de titanio, que han sido producidas a partir de un titanio menos puro o respectivamente aleado en más alto grado, el cuerpo compuesto de Al y Ti obtenido de acuerdo con el documento DE 101 03 169 B4 después del chapado por laminación, no puede ser conformado en frío para dar una pieza constructiva.
En la práctica se pone de manifiesto, no obstante, que se han establecido unos límites a la aptitud para la utilización de un titanio Ti1 muy puro debido al engrosamiento de los granos, que se inicia a unas temperaturas de más que 620 °C. A esto se agrega el hecho de que un titanio muy puro solamente es obtenible a un precio comparativamente alto.
Por lo demás, a partir del documento de solicitud de patente japonesa JP-63140782-A, es decir, el estado más próximo de la técnica, se conoce un procedimiento, en cuyo caso una banda de titanio es revestida por ambos lados con una lámina de aluminio. Para esto, la banda de titanio es cubierta primeramente por sus lados superior e inferior mediante chapado por laminación que se efectúa simultáneamente, en el caso de unos grados de conformación de 30 - 70 %, en cada caso con una lámina de aluminio constituida a base de un aluminio esencialmente puro. A continuación, el substrato de titanio, cubierto por ambos lados con la capa de Al, es recocido por difusión a una temperatura de 500 - 600 °C durante un período de tiempo de 1 - 6 horas en un horno de paso continuo bajo vacío o bajo una atmósfera gaseosa inerte, de tal manera que en la interfase entre la banda de titanio y los revestimientos de Al se forman unos compuestos intermetálicos, que garantizan una cohesión segura del cuerpo compuesto de AlTi-Al. En la práctica, no obstante, la idoneidad para altas temperaturas de este cuerpo compuesto de materiales está restringida debido a la proporción de aluminio puro sobre las superficies de la banda. Además de esto, existe el peligro de que en el caso de un cambio de conformación del cuerpo compuesto de Al-Ti-Al para dar una pieza constructiva moldeada, debido a su mala aptitud de conformación en la región de la interfase, se llegue a un desprendimiento de los estratos superpuestos de Al desde la banda de núcleo de Ti.
Además, a partir del documento de solicitud de patente internacional WO 02/068185 A2 y del documento de patente de los EE.UU. US 3.359.142 se ha dado a conocer un procedimiento para el chapado con una lámina de titanio constituida a base de una aleación de titanio sobre una chapa de aluminio constituida a base de una aleación de aluminio. En este caso tampoco se utilizan, por consiguiente, ni aluminio puro ni titanio puro. El espesor de la lámina de titanio permanece sin embargo ampliamente por debajo del espesor de la chapa de titanio, de tal manera que las etapas de procedimiento presentadas en este contexto no son adecuadas para el chapado de un producto aplanado de titanio, por ejemplo una chapa de titanio, con una lámina de aluminio.
Partiendo del estado de la técnica precedentemente ilustrado, la misión del invento consistió en indicar un procedimiento, que haga posible producir unas piezas constructivas con una idoneidad mejorada para altas temperaturas a partir de unos productos aplanados de titanio producidos a partir de unas convencionales aleaciones de titanio, tales como unas chapas o una banda de titanio producidas a partir de unas convencionales aleaciones de titanio.
El problema planteado por esta misión se ha resuelto mediante las etapas y características definidas en la reivindicación 1, es decir que en el caso de la producción de unas piezas constructivas para usos a altas temperaturas a base de un producto aplanado de titanio producido a partir de una aleación de titanio, tal como una chapa o banda de titanio producida a partir de una aleación de titanio, se llevan a cabo las siguientes etapas de trabajo y se toman en cuenta las siguientes condiciones:
a) Aplicación de una capa de Al sobre por lo menos un lado del producto aplanado de titanio mediante chapado por laminación del producto aplanado de titanio con una lámina de Al, que se ha producido a partir de una aleación de Al,
b) laminación en frío del producto aplanado de titanio cubierto con la capa de Al,
c) estando situados el espesor de partida de la lámina de Al en el intervalo de 0, 03-0, 3 mm y el espesor de partida del producto aplanado de titanio en el intervalo de 1, 0-8, 0 mm, y siendo el grado de conformación, 35 conseguido en el marco del chapado por laminación y de la laminación en frío, de 30 - 90 %, referido al espesor total del producto aplanado de titanio y de la lámina de Al, y escogiéndose el espesor de la lámina de Al, tomando en consideración el grado de conformación total y el espesor nominal del producto aplanado de titanio... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la producción de una pieza constructiva (2) para usos a altas temperaturas, a partir de un producto aplanado de titanio (3) producido a partir de una aleación de titanio, tal como una chapa o banda de titanio
(3) producida a partir de una aleación de titanio, caracterizado por las siguientes etapas de trabajo y condiciones: a) aplicación de una capa de Al (6, 7) sobre por lo menos un lado del producto aplanado de titanio mediante chapado por laminación del producto aplanado de titanio (3) con una lámina de Al (6, 7) , que ha sido producida a partir de una aleación de Al, b) laminación en frío del producto aplanado de titanio (3) , cubierto con la capa de Al (6, 7) , c) estando situados el espesor de partida de la lámina de Al (6, 7) en el intervalo de 0, 03-0, 3 mm, y el espesor de partida del producto aplanado de titanio (3) en el intervalo de 1, 0-8, 0 mm, y siendo escogido el grado de conformación d.
3. 90 % conseguido en el marco del chapado por laminación y de la laminación en frío, referido al espesor total del producto aplanado de titanio (3) y de la lámina de Al (6, 7) , y siendo escogidos el espesor de la lámina de Al (6, 7) , tomando en consideración el grado total de conformación y el espesor nominal del producto aplanado de titanio (3) cubierto con la lámina de Al (6, 7) , de tal manera que el espesor de la capa de Al (6, 7) , presente en cada caso sobre el producto aplanado de titanio (3) después del chapado por laminación y de la laminación en frío, no sobrepase los 90 μm, en particular los 70 μm, d) recocido con ablandamiento del producto aplanado de titanio (3) cubierto con la capa de Al (6, 7) en el horno de paso continuo (10) a unas temperaturas de recocido d.
60. 750 °C durante un período de tiempo de 0, 1-10 min, o en el horno de campana a unas temperaturas de recocido d.
55. 650 °C durante un período de tiempo de 1-30 h, e) conformación del producto aplanado de titanio cubierto con la capa de Al (6, 7) , recocido con ablandamiento, para formar la pieza constructiva (2) f) tratamiento térmico de la pieza constructiva conformada a partir del producto aplanado de titanio (3) cubierto con la capa de Al (6, 7) para la constitución de una capa de cubrimiento, que abarca unas fases intermetálicas, sobre la pieza constructiva (2) .
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado por que el producto aplanado de titanio (3) se ha producido a partir de una aleación de Ti, que tiene la siguiente composición (en % en masa) :
N: ≤ 0, 05 %,
C: ≤ 0, 1 %,
H: ≤ 0, 015 %, Fe: ≤ 0, 3 %,
O: ≤ 0, 25 % Al: ≤ 0, 1 %, así como 0, 05 - 0, 5 % de Si ó 0, 10 - 0, 3 % de Pd en cada caso individualmente o 0, 5 - 1, 0 % de Ni y 0, 1 - 0, 3 % de Mo en común, siendo el resto Ti y unas impurezas inevitables, pudiendo ser las proporciones de los elementos asociados con las impurezas inevitables individualmente hasta de 0, 1 % y la suma de las impurezas de hasta 0, 4 %.
3. Procedimiento de acuerdo con la reivindicación 1, caracterizado por que el producto aplanado de titanio (3) se ha producido a partir de una aleación de Ti, que tiene la siguiente composición (en % en masa) : Al: 2, 3 - 7, 8 %, así como facultativamente por lo menos uno o varios elementos escogidos entre el conjunto formado por V, Sn, Zr, Mo, Cu, Si, Fe, O, N, C, H, siendo válido para sus contenidos que
V: ≤ 6, 9 %, Sn: ≤ 3, 5 %, Zr: ≤ 6, 9 %, Mo: ≤ 5, 8 %, Cu: ≤ 1, 2 %, Si: ≤ 0, 8 %, Fe: ≤ 3, 5%,
O: ≤ 0, 3 %,
N: ≤ 0, 06 %,
C: ≤ 0, 09 %,
H: ≤ 0, 02 %, siendo el resto Ti y unas impurezas inevitables, pudiendo ser las proporciones de los elementos asociados con las impurezas inevitables individualmente hasta de 0, 1 % y la suma de las impurezas de hasta 0, 4 %.
4. Procedimiento de acuerdo con la reivindicación 1, caracterizado por que el producto aplanado de titanio (3) se ha producido a partir de una aleación de Ti, que tiene la siguiente composición (en % en masa) : Fe: ≤ 0, 15 - 0, 35 %,
O: ≤ 0, 38 %,
N: ≤ 0, 06 %,
C: ≤ 0, 08 %,
H: ≤ 0, 015 %, siendo el resto Ti y unas impurezas inevitables, pudiendo ser las proporciones de los elementos asociados con las impurezas inevitables individualmente hasta de 0, 1 % y la suma de las impurezas de hasta 0, 4 %.
5. Procedimiento de acuerdo con una de las reivindicaciones precedentes, caracterizado por que la lámina de Al (6, 7) que forma la capa de Al, se ha producido a partir de una aleación de AlSi, en particular de una aleación de AlSi0, 8.
6. Procedimiento de acuerdo con una de las reivindicaciones precedentes, caracterizado por que el grado de conformación referido al espesor total del producto aplanado de titanio (3) y a la lámina de aluminio (6, 7) , conseguido en el marco del chapado por laminación, es d.
40. 80 %.
7. Procedimiento de acuerdo con una de las reivindicaciones precedentes, caracterizado por que el producto 15 aplanado de titanio (3) es cubierto por ambos lados con una capa de Al (6, 7)
8. Procedimiento de acuerdo con una de las reivindicaciones precedentes, caracterizado por que el recocido con ablandamiento se lleva a cabo en un horno de campana (10) y el producto aplanado de titanio (3) , cubierto con la capa de Al (6, 7) , es introducido en el horno de campana (10) en forma de una bobina abierta (en inglés "Open coil")
(11a) .
Patentes similares o relacionadas:
Acero de varias capas y procedimiento de producción de acero de varias capas, del 15 de Junio de 2016, de The University of Tokyo: Acero de varias capas que comprende una combinación de dos tipos de aceros laminados y tratados con calor, teniendo cada uno de ellos una composición química […]
Método de producción de un artículo soldado de aleación basado en platino reforzada por dispersión con soldadura en dos etapas, del 20 de Abril de 2016, de UMICORE AG & CO. KG: Un proceso para producir un artículo soldado de material laminar de aleación basado en platino reforzado por dispersión que comprende las etapas de - proporcionar […]
 Artículo de acero de doble dureza y método de fabricación, del 9 de Marzo de 2016, de ATI PROPERTIES, INC.: Un articulo de acero de doble dureza , que comprende:
una primera aleacion de acero endurecible al aire que tiene una primera dureza de aleacion;
una segunda […]
Artículo de acero de doble dureza y método de fabricación, del 9 de Marzo de 2016, de ATI PROPERTIES, INC.: Un articulo de acero de doble dureza , que comprende:
una primera aleacion de acero endurecible al aire que tiene una primera dureza de aleacion;
una segunda […]
Procedimiento para la producción de un material compuesto de fricción, del 9 de Abril de 2014, de WICKEDER WESTFALENSTAHL GMBH: Procedimiento para la producción de un material compuesto, que comprende un soporte y por lo menos una capa superpuesta unida firmemente […]
Procedimiento para la fabricación de una placa metálica con un elemento de calentamiento empotrado, así como placa metálica fabricada según el mismo, del 3 de Diciembre de 2013, de Alinox AG: Procedimiento para la fabricación de una placa metálica con por lo menos un elemento de calentamientoempotrado mediante las etapas siguientes: a) disponer […]
Método para producir un sustrato revestido de acero inoxidable, del 11 de Febrero de 2013, de ATI PROPERTIES, INC.: Un método para producir un acero inoxidable revestido, el método comprendiendo el laminado en caliente de un conjunto soldado para proporcionar una banda […]
UN PROCEDIMIENTO PARA PRODUCIR UN TUBO METÁLICO REVISTIENDO CON RODILLOS AL MENOS DOS PERFILES PARA FORMAR AL MENOS TRES CANALES, del 8 de Febrero de 2012, de AURUBIS AG: Un procedimiento de producir un tubo metálico que comprende tres o más canales (7a-c) para la conducción de un fluido, en el que el procedimiento […]
 COMPONENTES METÁLICOS REVESTIDOS CON CARACTERÍSTICAS DE CONDUCTIVIDAD TÉRMICA UNIFORME Y PROCEDIMIENTO PARA SU FABRICACIÓN, del 29 de Abril de 2011, de ALL-CLAD METALCRAFTERS LLC: Recipiente de cocción fabricado de una lámina de metal compuesto multicapa modelada , la mencionada lámina de compuesto que comprende una […]
COMPONENTES METÁLICOS REVESTIDOS CON CARACTERÍSTICAS DE CONDUCTIVIDAD TÉRMICA UNIFORME Y PROCEDIMIENTO PARA SU FABRICACIÓN, del 29 de Abril de 2011, de ALL-CLAD METALCRAFTERS LLC: Recipiente de cocción fabricado de una lámina de metal compuesto multicapa modelada , la mencionada lámina de compuesto que comprende una […]