CIP-2021 : B29C 51/26 : Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
CIP-2021 › B › B29 › B29C › B29C 51/00 › B29C 51/26[1] › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 51/00 Conformación por termoformación, p. ej. conformación de hojas en los moldes en dos partes o por embutido profundo; Aparatos a este efecto.
B29C 51/26 · Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
CIP2021: Invenciones publicadas en esta sección.
INSTALACIÓN PARA FABRICAR RECIPIENTES POR TERMOFORMADO.
(16/01/2020). Solicitante/s: ERCA. Inventor/es: SCHWAB, DOMINIQUE, COOPER, TIMOTHY.
La instalación comprende varios puestos de tratamiento (14A, 14B, 14C, 16, 18, 20, 22, 24) para fabricar recipientes a partir de un sustrato termoplástico. Para transportar por cinta esas hojas a los puestos de tratamiento, la instalación comprende una pluralidad de cintas transportadoras elementales que cooperan con una pista de desplazamiento , y los desplazamientos respectivos de las cintas transportadoras elementales están comandadas de acuerdo con las instrucciones de comando de desplazamiento respectivas generadas por una unidad de comando (ECU).
PDF original: ES-2737873_A2.pdf
PDF original: ES-2737873_R1.pdf
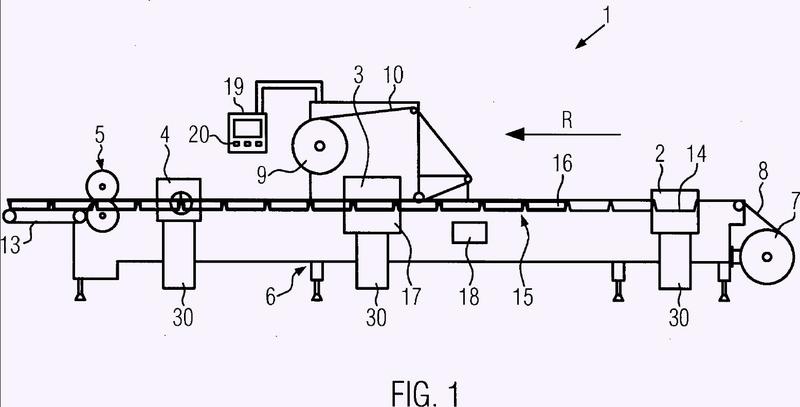
Máquina de cierre de bandejas.
(11/12/2019) Máquina de cierre de bandejas con un dispositivo de control , una estación de sellado , que comprende una parte superior de la herramienta , un bastidor de sujeción y una parte inferior de la herramienta , estando dispuesta en el interior de la parte superior de la herramienta una herramienta de domo para la conformación de una lámina superior apta para envasado skin , presentando la herramienta de domo al menos un primer canal , presentando la parte superior de la herramienta un segundo canal , presentando la herramienta de domo una superficie de contacto interior (15a) y estando configurado el bastidor de sujeción…
Método para producir un elemento de cápsula, y elemento de cápsula.
(27/11/2019). Solicitante/s: SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA. Inventor/es: PUCCI, FABRIZIO, PARRINELLO, FIORENZO.
Un método para producir un elemento de una cápsula, estando destinada la cápsula a contener un producto que tiene al menos un componente que se puede extraer por medio de un fluido de extracción, el método que comprende la etapa de obtener al menos una zona de preparación destinada a definir, durante el uso de la cápsula, un pasaje para el fluido de extracción de manera que el fluido de extracción puede pasar a través de la cápsula con el fin de extraer dicho componente, en donde la zona de preparación se obtiene por medio de una operación de corte llevada a cabo antes de que la cápsula sea llenada con dicho producto, caracterizado por que dicha operación de corte se lleva a cabo después de que el elemento de cápsula haya sido formado, y por que dicha operación de corte se lleva a cabo por medio de un elemento de cuchilla.
PDF original: ES-2772130_T3.pdf
MÉTODO Y MÁQUINA DE ENVASADO.
(21/11/2019). Solicitante/s: Ulma Packaging Technological Center, S.Coop. Inventor/es: IZQUIERDO EREÑO,ENEKO, AZKARGORTA AZKARATE,ANDER.
Máquina y método de envasado que comprende disponer un conjunto de bandejas con al menos una hilera formada por una pluralidad de bandejas alineadas en una dirección longitudinal (MD), en una zona de posicionado de la máquina ; disponer en la zona de posicionado un segmento de lámina; y sellar dicho segmento a cada bandeja del conjunto en una estación de sellado . En la zona de posicionado se fija el segmento de lámina a al menos dicha bandeja , introduciéndose el segmento de lámina y el conjunto en la estación de sellado conjuntamente así fijados.
Procedimiento para la fabricación de cuerpos huecos a partir de materia sintética termoplástica así como dispositivo para la realización del procedimiento.
(10/07/2019) Procedimiento para la fabricación de cuerpos huecos a partir de materia sintética termoplástica, que comprende el moldeo de al menos dos preformas planas en forma de banda de materia sintética termoplástica, plastificada, en una herramienta de múltiples partes que forma una cavidad, formando dos cubetas complementarias, así como la juntura de las cubetas formando un cuerpo hueco sustancialmente cerrado, en el cual las preformas se ponen entre partes abiertas de la herramienta, que presentan respectivamente cavidades parciales, y entonces, las partes de la herramienta se cierran contra un divisor de herramienta dispuesto…
Dispositivo y procedimiento para el estampado de un panel compuesto con matriz termoplástica.
(08/05/2019). Solicitante/s: DAHER AEROSPACE. Inventor/es: ZAWADKA,LAURENT.
Dispositivo para dar forma a un panel compuesto con matriz termoplástica reforzado por fibras continuas de carbono, vidrio o aramida, dicho panel comporta los orificios mecanizados, destinados a recibir elementos de posicionamiento de dicho panel durante su calentamiento y estampado, dicho dispositivo comporta:
b. un marco ;
c. una pluralidad de topes regulables en posición, fijados sobre dicho marco y extendidos hacia el interior de este, delimitando una superficie interna de abertura del marco, libre de cualquier obstáculo;
d. un centrador unido a un tope y apto para colaborar con un orificio mecanizado en el panel ,
e. caracterizado porque el tope que comporta el centrador está constituido por un material cuya difusividad térmica es al menos 10 veces superior a la difusividad térmica del polímero que constituye la matriz del panel , de manera que dicho tope constituye un disipador de calor.
PDF original: ES-2741014_T3.pdf
Aparato para termo conformar recipientes de plástico.
(28/12/2018) Un aparato para termo conformar recipientes de plástico que comprende:
una estación de recogida ;
un alimentador para alimentar láminas de material plástico termo formable a la estación de recogida ; al menos un dispositivo de termo conformación que a su vez comprende un molde conformador y un elemento de cierre , pudiéndose mover el molde conformador y el elemento de cierre entre sí al menos entre una posición inicial en la que están alejados el uno del otro, y una posición de formación en la que están cerca uno del otro para, durante su uso, sujetar una lámina entre ellos; comprendiendo el elemento de…
Aparato para el termoformado de contenedores de plástico.
(26/12/2018) Un aparato para el termoformado de contenedores de plástico que comprende:
una estación de recolección ;
un alimentador para alimentar láminas planas de material plástico termoformable a la estación de recolección ;
un dispositivo de termoformado a su vez comprende un molde conformado y un elemento de cierre , el molde conformado y el elemento de cierre son móviles uno con respecto al otro por lo menos entre una posición inicial en la que están lejos el uno del otro, y una posición de formación en la que están cerca el uno del otro para, durante el uso, la fijación de una lámina plana entre ellos; el elemento de cierre comprende una superficie de apoyo que se enfrenta al molde conformado por lo menos cuando se encuentra en la posición de formación, y están equipados con medios de succión diseñados para retener en la superficie…
Procedimiento de fabricación de lentes polarizadas para gafas.
(04/04/2018). Solicitante/s: SAFILO SOCIETA' AZIONARIA FABBRICA ITALIANA LAVORAZIONE OCCHIALI S.P.A.. Inventor/es: GUADAGNIN,PAOLO.
Un procedimiento de fabricación de una lente polarizada para gafas, en el que la lente es producida por moldeo por co - inyección de la lente sobre una estructura de filtro óptico polarizante,
caracterizado porque la estructura de filtro óptico, que ya tiene una forma curvada impartida por flexión durante la producción del filtro, se somete, antes de la inserción en el molde por inyección, a una etapa de termoformación con el fin de proporcionar la curvatura deseada en el filtro óptico para la etapa posterior de moldeo por co - inyección de la lente sobre la estructura del filtro óptico.
PDF original: ES-2675364_T3.pdf
Procedimiento de fabricación de una pieza de material sándwich y pieza realizada siguiendo un tal procedimiento.
(07/03/2018) Procedimiento de fabricación de una pieza de material sándwich que comprende al menos dos hojas (2a, 2b) de un material sintético termoplástico separadas por un núcleo de por lo menos una capa de un material de refuerzo, donde el procedimiento comprende una primera etapa de pegado de una primera hoja (2a) y/o de una cara del núcleo del material de refuerzo, una primera etapa de posicionamiento del núcleo del material de refuerzo sobre la primera hoja (2a) colocada sobre un molde , una segunda etapa de pegado de la segunda hoja (2b) y/o de una otra cara del núcleo del material de refuerzo, una segunda etapa de posicionamiento de la segunda hoja (2b) sobre el núcleo …
Aparato y método para producir cápsulas con filtro.
(28/12/2016) Aparato para producir una cápsula provista de una carcasa que contiene un elemento de filtrado adecuado para recibir un producto para preparar una bebida o similar, que comprende:
- medios de superposición para aplicar en al menos una carcasa con una cavidad una película de material de filtrado para cubrir una abertura de dicha cavidad , siendo movidas dicha carcasa y dicha película superpuestas a lo largo de una primera dirección de avance (F),
- medios de bloqueo para bloquear dicha película a dicha carcasa , y primeros medios de estiramiento comprendidos en una primera estación de estiramiento para calentar…
Máquina y método para producir artículos termoconformados, que presenta un sistema de apilamiento mejorado.
(23/11/2016) Una máquina para producir artículos termoconformados que comprende un sistema de apilamiento que tiene una sección de conformación con moldes , una unidad de apilamiento y un sistema de torreta operables entre dicha sección de conformación con moldes y la unidad de apilamiento , dispuestas a una distancia entre sí en dirección horizontal (x), caracterizada por que el sistema de apilamiento comprende además:
un cuerpo que tiene un canal guía de leva que se extiende a través de la distancia a lo largo de la dirección horizontal (x), en el que un extremo de dicho canal guía de leva está dispuesto en una posición superior, en comparación con el otro extremo con respecto a la dirección vertical (y), y
un sistema de torreta que comprende un cuerpo móvil que se mueve sustancialmente de manera lineal a través del eje…
Método de cambio de formato para una máquina termoformadora, y máquina termoformadora.
(16/11/2016) Método de cambio de formato para una máquina termoformadora con al menos una estación donde se disponen un útil superior y un útil inferior que están adaptados para acercarse o alejarse entre sí durante el funcionamiento operativo de la máquina , actuando sobre al menos una lámina que está dispuesta entre ellos y que se desplaza en una dirección de avance (A) que es la dirección longitudinal de la propia máquina , mediante un desplazamiento operativo de al menos uno de dicho útiles en una dirección de actuación (Y) sustancialmente vertical, comprendiendo el método una etapa de desacoplamiento en la que el útil superior se apoya o descansa sobre el útil el inferior , una etapa de extracción en la que…
Dispositivo para el procesamiento de productos alimentarios.
(19/10/2016). Solicitante/s: Textor Maschinenbau GmbH. Inventor/es: SCHMEISER,JORG.
Dispositivo para el procesamiento de productos alimentarios, que comprende:
un transportador de productos con un cuadro y con una unidad de transporte para transportar productos a lo largo de un sentido de transporte, estando dispuesta la unidad de transporte en el cuadro sobresaliendo lateralmente con respecto al sentido de transporte, y
una unidad de trabajo destinada al procesamiento de los productos transportados, que está dispuesta al menos en parte debajo de la unidad de transporte saliente del transportador de productos , caracterizado porque el cuadro del transportador de productos está apoyado o sujeto, y
especialmente fijado, en la unidad de trabajo a través de una unión mecánica.
PDF original: ES-2611578_T3.pdf
Aparato para conformar películas.
(14/09/2016) Aparato para conformar bolsas llenas, que comprende:
(a) un aparato de suministro de vacío,
(b) un soporte de transportador alargado,
(c) una fila alargada de aberturas de vacío que salen del aparato de suministro de vacío y desembocan a través del soporte de transportador,
(d) una secuencia de estaciones de procesamiento sobre la fila de aberturas en el soporte de transportador y que comprende estaciones de soporte, de conformación, de llenado y de precintado,
(e) un transportador que incluye una pluralidad de moldes de vacío hundidos en su superficie superior y montado para deslizarse sobre el soporte de transportador a través de cada estación de procesamiento,
(f) orificios de…
Procedimiento para la fabricación de un componente compuesto de fibras así como disposición de producto semiacabado a tal fin.
(27/07/2016). Solicitante/s: Premium AEROTEC GmbH. Inventor/es: EDELMANN,KLAUS, FRESE,TANJA, HASEMANN,PHILIP, KRONE,JÜRGEN, KRUMPEN,HELMUT, LEIS,ANDREAS, MIARIS,ANGELOS, NEITZEL,TIM, QUIRING,ARNOLDT.
Disposición de producto semiacabado para la fabricación de un componente compuesto de fibras a través de transformación de un producto semiacabado compuesto de fibras plano en un útil de moldeo, que comprende el producto semiacabado compuesto de fibras y varios elementos de retención fijados allí y que se extienden, respectivamente, más allá del borde del producto semiacabado compuesto de fibras, caracterizado por que los elementos de retención están dispuestos avellanados para la prevención de un saliente de altura en escotaduras del producto semiacabado compuesto de fibras.
PDF original: ES-2597278_T3.pdf
Dispositivo para la fabricación de contenedores por termo formado.
(03/06/2016). Solicitante/s: MECÁNICA Y TECNOLOGÍA ALIMENTARIA, S.L. Inventor/es: HERNÁNDEZ SOCASTRO,José Manuel.
Dispositivo para la fabricación de contenedores por termo formado.
El dispositivo comprende: un cuerpo de molde con al menos una cavidad y un fondo por cada cavidad; unas uñetas desplazables entre: una posición operativa en la que acceden al interior de la cavidad del molde y una posición inoperante; y un punzón de formación para la deformación de una lámina de plástico destinada a conformar el contenedor en el interior del molde. El fondo se encuentra fijado en una placa porta fondos sin posibilidad de movimiento respecto al cuerpo de molde ; las uñetas de soporte del papel decorado están provistas de unos ejes de giro y dispone de unos medios de accionamiento que comprenden: una junta de cierre elástica que tiende a mantenerlas en una posición operativa o inoperante, y un cilindro de abatimiento hacia una posición contraria, inoperante u operativa.
PDF original: ES-2573002_B1.pdf
PDF original: ES-2573002_A1.pdf
Dispositivo de termoformado de una hoja.
(01/06/2016) Dispositivo de termoformado de una hoja de material , del tipo que consta de:
- unos medios de calentamiento de la hoja ,
- una herramienta de conformado , en la cual la hoja está destinada a ser depositada después del calentamiento, dispuesto casi por debajo de los medios de calentamiento , y
- un conjunto de transporte de la hoja , que comprende:
· un tablero , de forma casi plana, que se extiende longitudinalmente entre un primer (24A) y segundo (24B) extremos,
· una cinta transportadora , llevada por el tablero , y móvil con respecto a este tablero , destinada a recibir la hoja …
Procedimiento de fabricación de un colchón estanco y colchón estanco obtenido de esta manera.
(23/03/2016) Procedimiento de fabricación de un colchón estanco que incluye al menos dos partes que forman almohadones , unidas entre sí mediante una zona de articulación , caracterizado por que incluye las siguientes etapas:
- termoformar al menos una hoja termoplástica con el fin de realizar una concha termoformada flexible o semirrígida que incluye al menos dos huellas en hueco provistas de un reborde perimétrico del que algunas partes unen entre sí las huellas en hueco, abriéndose las dos huellas según una misma cara de la concha formada de esta manera y que presentan una forma que corresponde al menos parcialmente a las partes del colchón que forman almohadón,
- llenar las huellas en hueco de la concha…
Dispositivo de fabricación de recipientes mediante termoformado.
(08/03/2016) Dispositivo de fabricación de recipientes mediante termoformado, que comprende una estación de termoformado que comprende una multitud de cámaras de termoformado ,
caracterizado por que la estación de termoformado comprende una base de bloque de molde (22A) que presenta unas cavidades de termoformado (22A') y una interfaz de bloque de molde (22B) que comprende al menos dos series de camisas de interfaz (22B', 22B''), estando la interfaz de bloque de molde (22B) adaptada para desplazarse de tal modo que las camisas de interfaz (22B') de una serie puedan quedar situadas frente a las cavidades de termoformado (22A') de la base de bloque de molde (22A) para formar, con estas cavidades, unas cámaras de termoformado dentro de las cuales se pueden termoformar unos recipientes…
Máquina de envasado por embutición profunda con inserto de moldeo móvil.
(17/02/2016). Ver ilustración. Solicitante/s: MULTIVAC Sepp Haggenmüller SE & Co. KG. Inventor/es: BAUR,HUBERT, FERK,FLORIAN.
Máquina de envasado por embutición profunda , que comprende una parte inferior de herramienta de moldeo , en cuyo interior está previsto al menos un inserto de moldeo , caracterizada porque el inserto de moldeo presenta un fondo de moldeo y paredes laterales , presentando el inserto de moldeo al menos en una pared lateral un ahuecamiento para la embutición profunda de una concavidad que se va a moldear y pudiéndose mover el inserto de moldeo en relación con la parte inferior de herramienta de moldeo.
PDF original: ES-2606363_T3.pdf
Procedimiento para termoconformar un elemento de tipo placa de un material de polímero composite y molde que funciona de acuerdo con el procedimiento.
(27/01/2016) Un procedimiento para termoconformar un elemento de tipo placa de material de polímero composite en el que se definen una región central y una región periférica que rodea dicha región central, que comprende:
- proporcionar un molde que incluye un elemento macho formado en una configuración que se desea impartir a dicho elemento de tipo placa, y un elemento hembra contra-formado en relación con dicho elemento macho en el que dichos elementos macho o hembra pueden desplazarse entre una posición operativa de dicho molde en la que se presionan uno contra otro y una posición no operativa en la que se espacian uno del otro,
- disponer dicho elemento de tipo placa…
Procedimiento de fabricación de una pieza de revestimiento estructural de peso ligero y pieza de revestimiento estructural de peso ligero producida.
(19/08/2015) Procedimiento de fabricación de una pieza de revestimiento estructural de peso ligero que consiste en las etapas siguientes:
insertar una pluralidad de capas en una herramienta de moldeo con un primer semi-molde y un segundo semi- molde , cuyo segundo semi-molde comprende una pluralidad de hendiduras con forma de copa, caracterizado por que la pluralidad de capas comprende al menos:
• una primera capa de revestimiento permeable al aire de fieltro termoplástico, frente al primer semimolde ,
• una segunda capa de revestimiento hermética al aire, que consiste en una cubierta exterior permeable al aire de un fieltro termoplástico como la capa exterior y una película interior hermética al aire, frente al segundo semi-molde , y
• una capa de película permeable al aire, entre la primera capa de revestimiento…
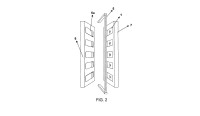
Marco de doble hoja (twin-sheet).
(22/07/2015) Marco de doble hoja con al menos un listón de doble hoja que presenta lo siguiente:
un cuerpo base de listón ;
una primera sección de retención que está configurada adecuadamente sobre el cuerpo base de listón para una sujeción de una primera placa de plástico entre ésta y una primera sección de contrarretención de la máquina de termoconformado; y
una segunda sección de retención espaciada de la primera sección de retención en una primera dirección transversal del cuerpo base de listón perpendicularmente al plano de sujeción de la primera placa de plástico , la cual está configurada adecuadamente sobre el cuerpo base de listón para una sujeción de una segunda placa de plástico entre ésta y una segunda sección de contrarretención de la…
(10/12/2014) Aparato para producir objetos conformando una lámina de material termoconformable, que comprende primeros medios de conformación dotados de medios de accionamiento y segundos medios de conformación dotados de una superficie de soporte y medios de cavidad, cooperando dichos medios de accionamiento y dichos medios de cavidad para conformar dichos objetos a partir de dicha lámina , en el que el aparato comprende medios de soporte dispuestos entre dichos primeros medios de conformación y dichos segundos medios de conformación y móviles entre una primera posición (A), en la que dichos medios de soporte…
Procedimiento para el moldeado de piezas con estructura superficial moldeada.
(26/11/2014) Procedimiento para la fabricación de una pieza moldeada con una estructura superficial (21') moldeada por impresión, graneado o similar utilizando un dispositivo para la fabricación de piezas moldeadas 5 con una mitad de molde para la cara superior de la pieza moldeada , en donde la superficie (5') de la mitad de molde presenta igualmente una estructura superficial y está situada enfrente de una superficie (11') de una segunda mitad de molde , con los siguientes pasos:
a) Utilización de una capa de cubierta que comprende una piel hecha de un material termoplástico y un soporte hecho de una esponja de plástico;
b) Calentar la capa de cubierta…
Procedimiento de formación en vacío y máquina de formación en vacío con una carcasa de máquina cerrada.
(05/11/2014) Máquina de formación en vacío para la fabricación de pieza de lámina doble de doble pared compuesta por dos tiras de material termoplástico sin fin transportadas paralelas con la ayuda de un bastidor de lámina doble prevista entre éstas, que se puede cargar para la creación de cámaras de máquinas cerradas con las secciones de tiras de material a conformar por medio de un bastidor de fijación , en la que el bastidor de lámina doble posee en la dirección de transporte (A) de las tiras de material una sección delantera del bastidor colocada delante, que se puede retirar para el desmoldeo de la pieza de lámina doble , y la…
Procedimiento y aparato para formar materiales poliméricos de alto impacto, transparentes, libres de distorsión.
(22/10/2014) Un aparato para formación de una hoja de material polimérico , comprendiendo dicho aparato de formación:
una primer mitad de molde que tiene una pared de fondo y una primer pared lateral que define un primer espacio interior , teniendo la primer pared lateral un primer borde periférico externo , estando dicho primer borde periférico externo selectivamente contorneado a lo largo de su longitud para definir la forma de extremo del borde periférico de dicha hoja ;
una segunda mitad de molde que tiene una pared superior y una segunda pared lateral que define un segundo espacio interior , teniendo la segunda pared lateral un segundo borde…
Preforma para fabricar un receptáculo para extremidad protésica.
(01/10/2014) Una preforma para fabricar un receptáculo para extremidad protésica a partir de un modelo positivo de una extremidad residual, que comprende
un disco rígido moldeado por inyección de material termoplástico,
un soporte de metal rígido que soporta una parte periférica de dicho disco y que tiene una temperatura de fusión sustancialmente por encima de la temperatura de fusión de dicho material termoplástico,
teniendo dicho anillo de soporte una anchura mayor que la anchura de dicho modelo positivo para estirar y extender dicho disco hacia abajo sobre dicho modelo después de que dicho disco ha sido calentado sobre dicho anillo a una temperatura de reblandecimiento,
siendo dicha parte periférica de dicho disco separable…
Procedimiento y dispositivo de fabricación de recipientes mediante termoformado.
(26/02/2014) Procedimiento de fabricación de recipientes mediante termoformado, en el cual, en una estación de termoformado se termoforman unos recipientes a partir de pastillas cortadas en una banda de material termoplástico y, antes de termoformar los recipientes , se calientan al menos unas zonas de pastillas (10') en la banda de material termoplástico , se cortan unas pastillas calientes en dichas zonas calentadas (10') y se llevan dichas pastillas calientes a la estación de termoformado , caracterizado porque se cortan de forma simultánea una multitud de pastillas y se llevan simultáneamente varias pastillas a la estación de termoformado , porque, antes de colocar estas pastillas…
PROCESO PARA EL CONFORMADO DE PAPEL SINTÉTICO, TIRA DE SUJECIÓN FORMADA CON TAL MÉTODO Y DISPOSITIVO SUJETADOR DE HOJAS.
(16/01/2014). Ver ilustración. Solicitante/s: VARGAS CERVANTES, José Daniel. Inventor/es: VARGAS CERVANTES,José Daniel, DÍAZ LÓPEZ,Mabel Guadalupe, DÍAZ LÓPEZ,Eduardo.
Se provee un método para termoformar papel sintetico, más concretamente se termoforman tiras de sujeción de papel sintetico, las tiras se utilizan para fabricar dispositivos de sujeción de hojas de configuración especial. Estos dispositivos se pueden utilizar en la construcción de sujetadores de hojas tal como calendarios, dispensadores de hojas blancas o tarjetas informativas.
Tira continua de recipientes y uso de la misma.
(23/10/2013) Tira continua de recipientes , en la que:
- los recipientes están distribuidos gradualmente uno después del otro según un eje longitudinal de la tira ;
- la tira de recipientes tiene al menos una zona de borde longitudinal desde la que sobresalen lateralmenteunas clavijas de tracción, estando previstas dichas clavijas para interactuar por contacto en uso con undispositivo de desplazamiento para desplazar la tira ;
- la tira comprende, para cada clavija de tracción, al menos un saliente opuesto correspondiente quesobresale desde el lado opuesto de la zona de borde longitudinal,
caracterizada por el hecho de que el borde de la tira está configurado de manera sinuosa,…
{kind=link}
{kind=link}