Tira continua de recipientes y uso de la misma.
Tira continua (1) de recipientes (2), en la que:
- los recipientes (2) están distribuidos gradualmente uno después del otro según un eje longitudinal de la tira (1);
- la tira (1) de recipientes (2) tiene al menos una zona de borde longitudinal desde la que sobresalen lateralmenteunas clavijas (3) de tracción, estando previstas dichas clavijas (3) para interactuar por contacto en uso con undispositivo (4) de desplazamiento para desplazar la tira (1);
- la tira (1) comprende, para cada clavija (3) de tracción, al menos un saliente (5) opuesto correspondiente quesobresale desde el lado opuesto de la zona de borde longitudinal,
caracterizada por el hecho de que el borde de la tira (1) está configurado de manera sinuosa, de modo que la zonade borde longitudinal alterna, con un paso que es igual a un paso (P) entre los recipientes (2), una zona llenaocupada por el material de la tira (1) y una zona vacía que está exenta del material de la tira (1).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2003/000138.
Solicitante: SARONG SOCIETA'PER AZIONI.
Nacionalidad solicitante: Italia.
Dirección: VIA COLOMBO, 18 42046 REGGIOLO ITALIA.
Inventor/es: BARTOLI, ANDREA, FINETTI, PRIMO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C51/26 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 51/00 Conformación por termoformación, p. ej. conformación de hojas en los moldes en dos partes o por embutido profundo; Aparatos a este efecto. › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
- B65B43/52 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 43/00 Formación, alimentación, abertura o montaje de receptáculos o recipientes, en unión con el embalaje (formación de bolsas en las hojas, los elementos de envoltura o en las bandas, presionando el material en las matrices o desplazándolo sobre matrices de plegado B65B 47/00). › sirviéndose de vías de rodadura o de transportadores sin fin.
- B65B47/00 B65B […] › Aparatos o dispositivos para formar bolsas o recipientes en o a partir de hojas, bandas o tiras, que tienen esencialmente una matriz en la que el material es comprimido o una matriz de plegado a través de la cual se desplaza el material.
- B65B9/04 B65B […] › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › teniendo una o las dos bandas bolsos para recibir los objetos o cantidades de materiales.
- B65D75/42 B65 […] › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 75/00 Paquetes que tienen objetos o materiales parcial o totalmente encerrados en cintas, hojas, bandas, tubos o bandas de material flexible fino, p. ej. en envolturas plegables (B65D 71/00 tiene prioridad). › Cadenas de empaquetajes unidos entre sí.
PDF original: ES-2442672_T3.pdf
Fragmento de la descripción:
Tira continua de recipientes y uso de la misma La presente invención se refiere a una tira continua de recipientes.
De forma específica, aunque no exclusiva, esta invención puede usarse en una máquina para conformar, llenar, precintar y enfriar recipientes dispuestos en una tira continua de material plástico precintable y conformable térmicamente.
En máquinas de este tipo de la técnica anterior, la tira de recipientes es transportada mediante un dispositivo de desplazamiento que funciona con una acción de empuje y que comprende una guía de desplazamiento definida por dos paredes de guía que contienen una zona de borde longitudinal de la tira. Además, el dispositivo comprende uno o más elementos de arrastre flexibles dispuestos en un anillo cerrado y cada elemento está dotado de uno o más salientes de empuje. Estos últimos están dispuestos para interactuar por contacto con unas clavijas de tracción conformadas previamente en la tira, sobresaliendo dichas clavijas lateralmente desde un lado de la zona de borde de la tira contenida en la guía de desplazamiento. Desde el lado opuesto sobresalen lateralmente unos salientes opuestos que se oponen a la flexión de la tira debida a la acción de empuje de los salientes de empuje soportados por el elemento de arrastre flexible.
Normalmente, este dispositivo de desplazamiento con acción de empuje se usa para transportar la tira de recipientes, que ya ha sido llenada y precintada, al interior de un refrigerador para enfriar el material de relleno.
Uno de los inconvenientes de un dispositivo de desplazamiento con acción de empuje del tipo mencionado anteriormente consiste en el hecho de que solamente permite asegurar que la tira es desplazada si la misma presenta una rigidez a flexión relativamente elevada; en caso contrario, el saliente de empuje que actúa sobre la clavija de tracción hace que la tira se doble lateralmente hasta un punto tal que el propio saliente de empuje se separa de la clavija, inutilizando de este modo el dispositivo.
DE 3246307 describe un dispositivo según el preámbulo de la reivindicación 1 para desplazar un material en forma de tira, de forma específica, una tira de supositorios, en una estación de tratamiento, de forma específica, una estación de refrigeración. El dispositivo comprende un soporte de tira móvil, de forma específica, una cadena, que tiene unas clavijas u otros elementos de unión que se unen a unas pestañas u otras fijaciones o salientes de la tira, de modo que dicha tira queda fijada contra cualquier deslizamiento con respecto a la cadena.
El objetivo principal de la presente invención consiste en dar a conocer una tira de recipientes aplicable en un dispositivo de desplazamiento con acción de empuje mediante la que es posible resolver dicho problema.
Una ventaja de la invención consiste en que es posible fabricar una tira de recipientes sencilla y barata.
Otra ventaja consiste en que se da a conocer una tira de recipientes que asegura una elevada fiabilidad del dispositivo de desplazamiento con acción de empuje en el que se usa la tira.
Estos y otros objetivos y ventajas se consiguen mediante esta invención, que se caracteriza por las reivindicaciones expuestas más adelante.
Otras características y ventajas de la presente invención se describirán de forma más completa en la siguiente descripción detallada de una realización de la misma, mostrada en los dibujos ilustrativos y no limitativos que se acompañan.
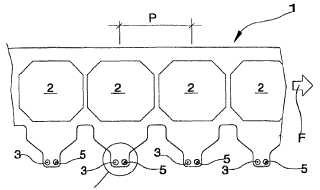
La figura 1 es una vista lateral de una sección de una tira de recipientes según esta invención.
La figura 1A es una vista lateral izquierda del detalle ampliado de la figura 1.
La figura 2 es una vista en planta superior de un dispositivo de desplazamiento aplicado en la tira de la figura 1.
La figura 3 es una sección tomada a lo largo del eje III-III de la figura 2.
En las figuras mencionadas anteriormente, 1 indica una tira continua de recipientes 2, teniendo la tira una anchura predeterminada y una longitud no definida, y estando dispuestos los recipientes 2 de forma secuencial, con un paso P constante, uno detrás del otro, según un eje longitudinal de la tira. En este caso, los recipientes están llenos y precintados. La tira puede ser realizada, por ejemplo, mediante una máquina para conformar, llenar y precintar al menos una tira de recipientes a partir de una o más bandas continuas que son desenrolladas desde unas bobinas y que son conformadas en una película de material plástico precintable y conformable térmicamente.
La tira 1 de recipientes tiene una zona de borde longitudinal desde la que sobresalen lateralmente unas clavijas 3 de tracción que, en uso, interactúan por contacto con un dispositivo 4 de desplazamiento para desplazar la tira. En las figuras 2 y 3 se muestra el dispositivo de la técnica anterior. La tira está diseñada para ser transportada según una dirección F de desplazamiento que es paralela con respecto a su eje longitudinal.
La tira 1 comprende, para cada clavija 3 de tracción, un saliente 5 opuesto correspondiente que sobresale desde el lado opuesto de la zona del borde longitudinal. En el caso descrito, las clavijas 3 de tracción sobresalen hacia la izquierda (con respecto a la dirección F de desplazamiento) , mientas que los salientes opuestos sobresalen hacia la derecha.
Cada saliente opuesto 5 está situado más hacia delante con respecto a la dirección F de desplazamiento en comparación con la clavija 3 de tracción respectiva, a una distancia axial más pequeña que el paso P entre los recipientes. Es preferible que la distancia axial entre el saliente opuesto 5 situado más hacia delante y la clavija 3 de tracción respectiva situada más hacia atrás sea significativamente más pequeña que el paso P entre los recipientes: de forma específica, más pequeña al menos que la mitad del paso P. Los salientes opuestos 5 y las clavijas 3 de tracción están realizados preferiblemente mediante conformación térmica; los mismos se conforman sustancialmente deformando el material de película con el que se conforman los recipientes y a lo largo de la misma línea de conformación que los recipientes.
El número y la distribución de las clavijas de tracción es tal que una clavija 3 de tracción y un saliente 5 opuesto correspondiente están asociados a cada recipiente 2. Las clavijas 3 de tracción y los salientes opuestos 5 están distribuidos con un paso que es igual al paso P entre los recipientes.
El borde de la zona de borde longitudinal, es decir, el borde de la tira junto al que están situados las clavijas de tracción y los salientes opuestos, está configurado de manera sinuosa, de modo que la zona de borde longitudinal alterna, con un paso que es igual al paso P entre los recipientes, una zona llena, es decir, una zona ocupada por el material de la tira 1, y una zona vacía, es decir, una zona exenta del material de la tira, tal como se muestra en este caso en la figura 1. Cada clavija 3 de tracción y cada saliente 5 opuesto respectivo están situados en la misma zona llena de la zona de borde. Cada zona llena tiene una clavija 3 de tracción y el saliente 5 opuesto respectivo.
La zona de borde longitudinal en la que están dispuestos previamente las clavijas 3 de tracción y los salientes opuestos 5 es una zona plana y delgada sin las partes de mayor volumen y de contención de los recipientes (en las que queda contenido el material de relleno) .
De forma específica, la tira de recipientes se usa en el dispositivo 4 de desplazamiento, aunque no exclusivamente. Este último comprende una guía 6 de desplazamiento para desplazar la tira hacia delante y al menos un elemento 8 de arrastre flexible, que en este caso es del tipo de cadena.
La guía 6 se extiende a lo largo de una dirección de desplazamiento que es paralela con respecto al eje longitudinal de la tira. En este caso, en el que la dirección F de desplazamiento de la tira es horizontal, también la guía 6 se extiende en una dirección horizontal. La guía 6 de desplazamiento está definida lateralmente por dos superficies 7 de desplazamiento que son paralelas entre sí y que están dispuestas para contener la zona de borde longitudinal de la tira 1, es decir, la zona dotada de las clavijas 3 de tracción y los salientes opuestos 5. Las superficies 7 de desplazamiento son preferiblemente planas y verticales.
El elemento 8 de arrastre flexible, que está configurado previamente para transportar hacia delante la tira 1 de recipientes, forma un bucle en un anillo cerrado. El tramo activo del elemento de arrastre flexible es el tramo horizontal superior, que está situado debajo de la trayectoria de la tira 1 y sobre el que la tira se apoya preferiblemente.... [Seguir leyendo]
Reivindicaciones:
1. Tira continua (1) de recipientes (2) , en la que:
- los recipientes (2) están distribuidos gradualmente uno después del otro según un eje longitudinal de la tira (1) ;
- la tira (1) de recipientes (2) tiene al menos una zona de borde longitudinal desde la que sobresalen lateralmente unas clavijas (3) de tracción, estando previstas dichas clavijas (3) para interactuar por contacto en uso con un dispositivo (4) de desplazamiento para desplazar la tira (1) ;
- la tira (1) comprende, para cada clavija (3) de tracción, al menos un saliente (5) opuesto correspondiente que sobresale desde el lado opuesto de la zona de borde longitudinal,
caracterizada por el hecho de que el borde de la tira (1) está configurado de manera sinuosa, de modo que la zona de borde longitudinal alterna, con un paso que es igual a un paso (P) entre los recipientes (2) , una zona llena ocupada por el material de la tira (1) y una zona vacía que está exenta del material de la tira (1) .
2. Tira según la reivindicación 1, caracterizada por el hecho de que está prevista para ser transportada a lo largo de una dirección (F) de desplazamiento en paralelo con respecto a un eje longitudinal de dicha tira, y por el hecho de que cada saliente opuesto (5) está situado más hacia delante con respecto a dicha dirección (F) de desplazamiento en comparación con la clavija (3) de tracción respectiva, a una distancia axial que es inferior al paso (P) entre los recipientes.
3. Tira según la reivindicación 2, caracterizada por el hecho de que la distancia axial entre el saliente opuesto (5) situado más hacia delante y la clavija (3) de tracción respectiva situada más hacia atrás es más corta que la mitad del paso (P) entre los recipientes.
4. Tira según una cualquiera de las reivindicaciones anteriores, caracterizada por el hecho de que la tira (1) comprende, para cada recipiente (2) , al menos una clavija (3) de tracción y al menos un saliente (5) opuesto correspondiente.
5. Tira según una cualquiera de las reivindicaciones anteriores, caracterizada por el hecho de que las clavijas (3) de tracción y los salientes opuestos (5) están distribuidos con un paso que es igual al paso (P) entre los recipientes (2) .
6. Tira según la reivindicación 1, caracterizada por el hecho de que cada clavija (3) de tracción y cada saliente (5) opuesto respectivo están situados en la misma zona llena.
7. Tira según la reivindicación 1 o 6, caracterizada por el hecho de que cada zona llena tiene una clavija (3) de tracción y el saliente (5) opuesto respectivo.
8. Uso de la tira (1) de recipientes (2) según una cualquiera de las reivindicaciones anteriores en un dispositivo (4) de desplazamiento que comprende:
- una guía (6) de desplazamiento para desplazar la tira (1) , extendiéndose dicha guía (6) longitudinalmente según una dirección (F) de desplazamiento que es paralela con respecto al eje longitudinal de la tira (1) , estando definida dicha guía (6) de desplazamiento lateramente por dos superficies (7) de desplazamiento que son paralelas entre sí y están dispuestas para contener la zona de borde longitudinal de la tira (1) ;
- al menos un elemento (8) de arrastre configurado previamente para empujar la tira (1) de los recipientes (2) hacia delante, siendo móvil dicho elemento (8) en una dirección en paralelo con respecto a la dirección (F) de desplazamiento y teniendo uno o más elementos (9) de empuje configurados previamente para interactuar por contacto con las clavijas (3) de tracción;
en el que, en uso, cuando una clavija (3) de tracción contacta con un elemento (9) de empuje, un saliente opuesto (5) asociado a la clavija (3) interactúa por contacto con la superficie (7) de desplazamiento orientada hacia el saliente (5) para oponerse a la flexión de la tira (1) de recipientes (2) debida a la acción del elemento (9) de empuje.
9. Uso según la reivindicación 8, caracterizado por el hecho de que cada saliente opuesto (5) está situado ligeramente hacia delante con respecto a la dirección (F) de desplazamiento en comparación con la clavija (3) de tracción respectiva, a una distancia que no es más pequeña que la anchura de la guía (6) de desplazamiento.
10. Uso según la reivindicación 8 o 9, caracterizado por el hecho de que la anchura de la guía (6) de desplazamiento, es decir, la distancia entre las dos superficies (7) de desplazamiento, es sustancialmente igual o ligeramente más grande que la distancia entre los extremos laterales de una clavija (3) de tracción y del saliente (5) opuesto respectivo, considerada en una dirección que es perpendicular con respecto a la dirección (F) de desplazamiento.
Patentes similares o relacionadas:
Procedimiento de fabricación de cápsula, del 22 de Abril de 2020, de Melchior Material and Life Science: Procedimiento de fabricación de cápsula, caracterizado por que comprende las etapas siguientes: a) una etapa de preparación que comprende la preparación de un primer […]
Máquina de envasado por embutición profunda, del 15 de Abril de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda que comprende: una estación de conformado con una herramienta conformadora para formar concavidades en una […]
Máquina de envasado por embutición profunda, del 15 de Abril de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda que comprende: una estación de conformado con una herramienta conformadora para formar concavidades en […]
Útil de moldeo con coquilla de molde dividida, del 15 de Abril de 2020, de GEA Food Solutions Germany GmbH (100.0%): Útil de embutición profunda para una máquina envasadora destinada a fabricar un cuenco de envasado por embutición profunda de una banda de película , […]
Control de etiquetado de peso para envases, del 1 de Abril de 2020, de MULTIVAC Marking & Inspection GmbH & Co. KG: Instalación de envasado , que comprende una estación de sellado para el envasado de un producto con al menos una hoja continua , en donde […]
Máquina de envasado por embutición profunda y procedimiento para moldear una banda de lámina en elementos de cartón, del 11 de Marzo de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda con una estación de moldeo , que comprende al menos una pieza inferior de herramienta de moldeo , […]
Máquina cerradora de bandejas, del 1 de Enero de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina cerradora de bandejas con una estación de sellado , que comprende una parte superior de herramienta , un marco de apriete […]
Reducción del volumen de la cámara por adaptación de la profundidad de embutición en la estación de sellado por medio de una junta inflable, del 1 de Enero de 2020, de GEA Food Solutions Germany GmbH (100.0%): Máquina de envasado con una estación de sellado y/o un dispositivo de corte , con la que se producen envases para productos a envasar, presentando […]