CIP-2021 : B22F 5/08 : de piezas dentadas, p. ej. ruedas dentadas; de discos de levas.
CIP-2021 › B › B22 › B22F › B22F 5/00 › B22F 5/08[1] › de piezas dentadas, p. ej. ruedas dentadas; de discos de levas.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B22 FUNDICION; METALURGIA DE POLVOS METALICOS.
B22F TRABAJO DE POLVOS METALICOS; FABRICACION DE OBJETOS A PARTIR DE POLVOS METALICOS; FABRICACION DE POLVOS METALICOS (fabricación de aleaciones mediante metalurgia de polvos C22C ); APARATOS O DISPOSITIVOS ESPECIALMENTE ADAPTADOS PARA POLVOS METALICOS.
B22F 5/00 Fabricación de piezas o de objetos a partir de polvos metálicos caracterizada por la forma particular del producto a realizar.
B22F 5/08 · de piezas dentadas, p. ej. ruedas dentadas; de discos de levas.
CIP2021: Invenciones publicadas en esta sección.
Componente para una turbina.
(26/02/2020) Componente de turbina, que comprende un cuerpo base fabricado de manera generativa, hecho de un primer material, y al menos una sección de componente (4, 4a, 4b) construida sobre el cuerpo base , que se hace de un segundo material diferente, en donde el cuerpo base y al menos una sección de componente (4, 4a, 4b) está engranados por adherencia de forma de manera que el engranaje prácticamente crea un anclaje de la sección de componente en el cuerpo base, en donde el engranaje entre el cuerpo base y al menos una sección de componente (4, 4a, 4b) tiene una geometría de engranaje diferente (14a, 14b), y la al menos una sección de componente (4, 4a, 4b) del cuerpo base , está fabricada de forma generativa o mediante la aplicación del segundo material en forma de polvo seco o como una dispersión sobre el cuerpo base, y luego sinterizada por debajo…
Método de fabricación de rueda dentada para transmisión de potencia.
(18/03/2019) La invención describe un método para fabricar una rueda dentada que comprende: obtener datos geométricos y de contorno iniciales; calcular una topología optimizada (1a) para una relación rigidez/masa máxima manteniendo un factor de seguridad (γ) objetivo; calcular una topología optimizada fabricable (1b) mediante la aproximación de cada elemento irregular de la topología optimizada (1a) a segmentos lineales de geometría regular; calcular una topología optimizada fabricable crecida (1c) haciendo crecer los segmentos lineales para obtener elementos crecidos; determinar si el factor de seguridad (γ) de los elementos crecidos coincide esencialmente con el factor de seguridad objetivo (γobj) y, en caso negativo, modificar el índice…
Chapa de desgaste metálica o placa de compresión metálica con superficie perfilada para prensas compactadoras, procedimiento para su fabricación y prensa compactadora.
(07/12/2018). Solicitante/s: BERKENHOFF GMBH. Inventor/es: BERKENHOFF,ANDREAS.
Chapa de desgaste o una placa de compresión para prensas compactadoras con superficie perfilada, incluyendo la plancha de desgaste o la placa de compresión un sustrato de un primer metal y una capa exterior de un segundo metal aplicada firmemente unida al sustrato mediante un proceso generativo de fabricación, teniendo la capa exterior una dureza más elevada que el sustrato y estando la superficie perfilada de la plancha de desgaste o de la placa de compresión formada mediante una superficie externa de la capa exterior.
PDF original: ES-2693106_T3.pdf
Compuesto sinterizado de rueda dentada y procedimiento para su fabricación.
(30/09/2015) Procedimiento para la fabricación según la metalurgia del polvo de un cuerpo de rotación, en el que
a) se prensa un primer cuerpo de partida de polvo metálico,
b) se forma un segundo cuerpo de partida separado del primer cuerpo de partida de metal,
c) los cuerpos de partida se colocan adyacentes entre sí con superficies frontales con respecto a un eje longitudinal (L) del cuerpo de rotación en contacto axial,
d) y a través de sinterización común se sinterizan fijamente entre sí de forma duradera,
e) siendo prensado el primer cuerpo de partida a partir de un polvo a base de aluminio y siendo formado el segundo cuerpo de partida a partir de un material de aluminio
f) y los cuerpos de partida son sinterizados…
Método de fabricación de ruedas de engranaje perfiladas a partir de piezas brutas de metal en polvo.
(01/04/2015) Un método para fabricar una rueda que tiene dos engranajes axialmente adyacentes formados sobre la misma, comprendiendo la preparación de una pieza en bruto con el primer engranaje y el segundo conforma- dos aproximadamente sobre la misma en relación axialmente adyacente, mediante compactación y sinterizado de una masa moldeada de sustan- cialmente polvo metálico; caracterizado por los pasos de montar la pieza en bruto para que gire sobre un primer eje; disponiendo una matriz respectiva con cada uno del primer y segundo engranaje mencionados de modo que se puedan mover dichas matrices engranadas con dichos engranajes ; y el laminado de los engranajes sobre la pieza en bruto me- diante el giro de la pieza en bruto…
Procedimiento para la fabricación de un dispositivo de sincronización para una caja de cambios.
(09/04/2014) Procedimiento para la fabricación de un componente de un dispositivo de sincronización para una caja de cambios, especialmente de un anillo de sincronización , siendo conformada una rodaja, fabricada en metal, en varios pasos de conformación, siendo al menos uno de los pasos de conformación un paso de conformación en caliente, caracterizado por que en el paso de conformación la rodaja es calentada parcialmente mediante láser o inducción, exclusivamente en una sección de conformado, hasta una temperatura de más de 600 ºC, y a continuación es conformada en la sección de conformado parcialmente calentada, siendo…
Dentado de compactación superficial de material de sinterización con desviaciones especiales.
(13/06/2013) Procedimiento para la fabricación de un dentado de engranaje recto de material de sinterización compactado, en el que, por medio de unos datos determinados de manera iterativa, una preforma de diente precompactada se compacta en por lo menos 0,05 mm en su superficie hasta obtener su forma final, y se consigue una calidad de la forma final de por lo menos fH≥ 4, F≥ 7 y ff≥ 7, teniendo una iteración parámetros en cuenta, que se refieren a un comportamiento del material durante una compactación superficial de la forma de diente, y la iteración para la determinación de una preforma parte de unos datos introducidos, que se obtienen de una especificación de la forma final.
Elemento dentado sinterizado con compactación superficial localmente selectiva.
(28/05/2013) Procedimiento para fabricar un elemento dentado metálico superficialmente compactado que presenta unmaterial de sinterización compactado con una respectiva capa de borde diferentemente compactada a lo largo de unflanco y un fondo de diente; siendo fabricada una preforma del elemento dentado con una sobredimensióndiferente localmente selectiva a lo largo de un flanco y de un fondo dediente de la preforma, respecto a una medida final del elemento dentado, y siendo dicha preforma laminada hasta lamedida final por medio de por lo menos un útil de laminación , siendo el elemento dentado compactado deforma localmente variada por lo menos en la zona de por…
Procedimiento para fabricar piezas metálicas moldeadas con superficie estructurada.
(27/05/2013) Procedimiento para la fabricación de piezas metálicas moldeada con superficie estructurada, en el que
(a) se entremezclan en una amasadora polvo metálico y/o polvo de aleación metálica con un aglutinante y, dado el caso, un aditivo, (b) se conforma la mezcla mediante moldeo por inyección para formar una pieza en verde con, por lo menos, una sección superficial estructurada, presentando resaltos la sección superficial estructurada,
(c) se conforma la superficie estructurada con resaltos de la pieza en verde de tal modo que los resaltos presenten por su extremo, opuesto a la pieza en verde, una sección de anclaje, en cuyo extremo opuesto a la pieza en verde se configura un destalonado,
(d) se desaglutina químicamente la pieza en verde así obtenida para obtener una pieza en marrón estructurada,
(e) se desaglutina…
Compactación superficial de un dentado mediante la ayuda de un cálculo iterativo.
(06/02/2013) Procedimiento para la compactación superficial de un dentado para dar una forma final predeterminada, en el quese calcula de manera iterativa un número de repeticiones de un movimiento de compactación de una herramienta deconformación para la compactación superficial de una superficie en la preforma, siendo calculado de maneraiterativa un número de pasadas hasta obtener una densidad superficial predeterminada y un avance de laherramienta de conformación, teniéndose en cuenta un componente elástico de un material sinterizado utilizado deldentado, penetrando la herramienta un poco más profundamente en la pieza tras haber obtenido un contorno finalpropiamente dicho.
Componente de vehículo automóvil que comprende un dentado con compactación superficial asimétrica.
(22/08/2012) Componente de vehículo automóvil que presenta por lo menos un dentado de material sinterizado, presentandoel dentado una compactación superficial asimétrica de un primer flanco de diente en comparación con unacompactación superficial a lo largo de un segundo flanco de diente del diente y/o en una base de diente encomparación a entre una zona izquierda del pie de diente y una zona derecha del pie de diente, que está adaptada auna solicitación del componente de vehículo automóvil, siendo una rueda dentada de bomba, que presenta unadensidad de núcleo comprendida entre 6,8 y 7,2 g/cm3 y una dureza inferior a 200 HV en un flanco del dentado,presentando…
Procedimiento para compactar un dentado con procedimientos diferentes.
(30/04/2012) Compactación superficial de una pieza con por lo menos un dentado realizado a partir de material sinterizado, siendo compactada una primera superficie de la pieza, es decir un dentado interior de la pieza, con un procedimiento distinto al utilizado en una segunda superficie de la pieza, es decir un dentado exterior de la pieza, que es compactada superficialmente mediante un procedimiento de laminación.
PROCEDIMIENTO PARA LA FABRICACIÓN DE UNA RUEDA METÁLICA MÚLTIPLE DE UNA SOLA PIEZA, Y RUEDA MÚLTIPLE.
(15/09/2011) Procedimiento para la fabricación de una rueda metálica múltiple de una sola pieza para un accionamiento de un medio de tracción, con por lo menos dos ruedas simples dispuestas una junto a la otra, que presentan cada una un cuerpo de rueda con un perímetro exterior , donde sobre el perímetro exterior están dispuestos distribuidos unos dientes para el engrane con el medio de tracción, y donde por lo menos una de las por lo menos dos ruedas simples está realizada como rueda de cadena, rueda dentada o rueda de correa dentada, fabricándose la rueda de cadena, la rueda dentada o la rueda de correa dentada con un contorno bruto , en el que un grosor de diente de contorno bruto es mayor, en una vista axial, que el grosor del diente del…
CASQUILLOS DE EMBRAGUE DE POLVO METALICO PARA EMBRAGUES UNIDIRECCIONALES Y METODO DE FABRICACION.
(29/04/2010) Un método de fabricación de casquillos de embrague unidireccional en polvo metálico que comprende:
la preparación de un polvo metálico de base ferrosa;
el procesado del polvo metálico para una forma casi neta para producir un componente de embrague unidireccional sinterizado que tenga una densidad en su núcleo de entre 6,8 y 7,6 g/cc y una superficie de casquillo ; y
trabajo en frío de la superficie del casquillo para formar una capa trabajada en frío en la superficie con una densidad que supere el 99% de la densidad teórica total
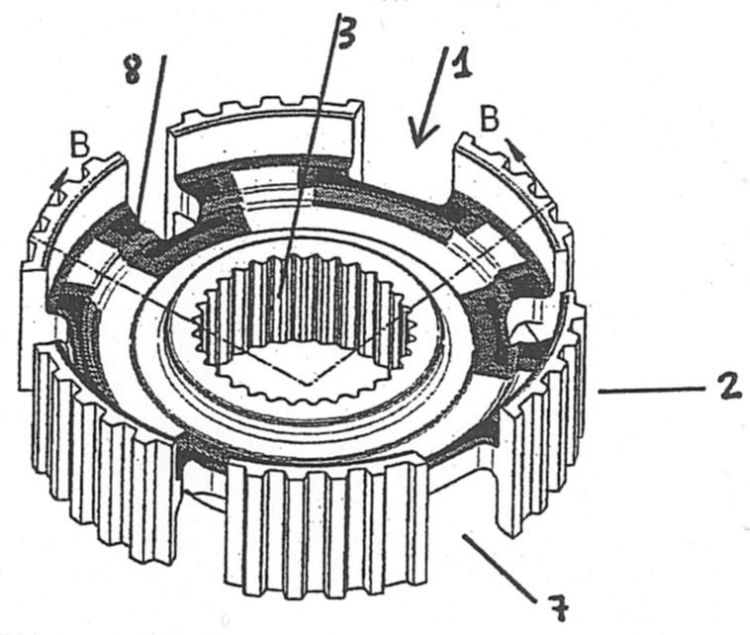
CUBO DE SINCRONISMO DENSIFICADO LOCALMENTE Y PROCEDIMIENTO PARA LA FABRICACION DEL MISMO.
(16/11/2008). Ver ilustración. Solicitante/s: PMG ASTURIAS POWDER METAL, S.A. Inventor/es: CASTRO MENENDEZ,DIEGO, LOPEZ MARTINEZ,IGNACIO, POLO OCA,GUILLERMO, PRESA LOPEZ,IVAN JOSE.
Consiste en un cubo del tipo empleado en cajas de cambio, comprendiendo dicho cubo un cuerpo de configuración sustancialmente cilíndrica que presenta un dentado exterior para definir una superficie perimetral y un dentado interior para definir un alojamiento central acanalado , caracterizado porque el cuerpo fabricado por pulvimetalurgia presenta zonas con distinta densidad de material. El cubo se caracteriza porque el cuerpo dispone al menos de una abertura en torno a la cual se sitúan las zonas de mayor densidad que el resto.
RUEDAS DE ENGRANAJE FORMADAS A PARTIR DE PLACAS METALICAS EN POLVO.
(16/03/2007). Ver ilustración. Solicitante/s: FORMFLO LIMITED. Inventor/es: COLE, CHRISTOPHER JOHN.
Un método para fabricar una rueda que tiene dos engranajes axialmente adyacentes formados sobre la misma, comprendiendo la preparación de una pieza en bruto con el primer engranaje y el segundo conforma- dos aproximadamente sobre la misma en relación axialmente adyacente, mediante compactación y sinterizado de una masa moldeada de sustan- cialmente polvo metálico; caracterizado por los pasos de montar la pieza en bruto para que gire sobre un primer eje; disponiendo una matriz respectiva con cada uno del primer y segundo engranaje mencionados de modo que se puedan mover dichas matrices engranadas con dichos engranajes ; y el laminado de los engranajes sobre la pieza en bruto me- diante el giro de la pieza en bruto engranada con las matrices respectivas montadas para girar sobre un segundo y un tercer eje, paralelos al primer eje.
PROCEDIMIENTO PARA CONFORMKAR ENGRANAJES EN POLVO METALICO.
(16/11/2006) Procedimiento para fabricar un engranaje de polvo metálico que comprende las etapas siguientes: compactar y sinterizar polvo metálico para formar una pieza en bruto de engranaje y caracterizado porque se soporta la pieza en bruto de engranaje para girar alrededor del primer eje (A) de la pieza en bruto de engranaje ; se soporta una herramienta para girar alrededor de un segundo eje (B) transversal al primer eje (A) presentando la herramienta una serie de partes cortantes de dientes de engranajes y un conjunto axialmente adyacente de partes de densificación de superficie de dientes de engranaje ;…
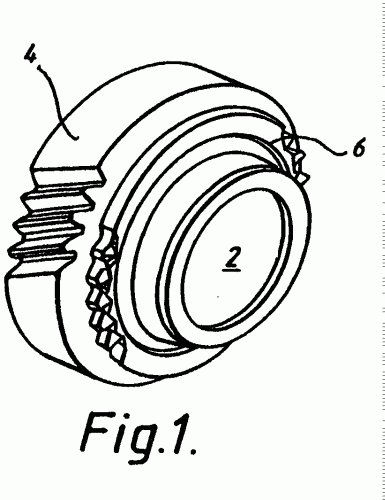
PROCEDIMIENTO PARA LA FABRICACION PULVIMETALURGICA DE UN CUERPO DE ACOPLAMIENTO.
(16/06/2005) Procedimiento para la fabricación pulvimetalúrgica de un cuerpo de acoplamiento con una corona de dientes de acoplamiento, cuyos flancos emergentes son destalonados por superficies frontales cuneiformes, en el que una briqueta con dientes de acoplamiento que presentan superficies frontales cuneiformes, pero flancos paralelos al eje, se prensa a partir de un polvo de sinterizar y se sinteriza en una pieza bruta, cuyos dientes de acoplamiento son sometidos, para la formación de los destalonados de los flancos de una conformación para el prensado axial entre dos herramientas de moldeo , por una parte para las superficies frontales…
PAR DE RUEDAS DENTADAS CON UN ENGRANAJE DE RUEDA DENTADA FABRICADO DE FORMA ESPECIALMENTE PULVIMETALURGICA.
(01/07/2003). Solicitante/s: MIBA SINTERMETALL AKTIENGESELLSCHAFT. Inventor/es: DERFLINGER, KARL.
Par de ruedas dentadas con un engranaje de rueda dentada fabricado de forma especialmente pulvimetalúrgica, con lo que los flancos de contacto del engranaje de rueda dentada presentan un abombado en anchura, componiéndose el abombado longitudinal de los flancos de contacto de una reducción (5a) de las líneas de flanco, caracterizado porque las reducciones (5a) de las líneas de flanco de los flancos de los dientes de una rueda dentada y de los flancos de contacto de la otra rueda dentada están dispuestos en lados enfrentados de un plano intermedio que discurre transversal al ancho del diente.
PROCEDIMIENTO Y APARATO PARA LA DENSIFICACION DE UN ARTICULO DE POLVO METALICO SINTERIZADO.
(01/07/2003). Solicitante/s: STACKPOLE LIMITED. Inventor/es: JONES, PETER, BUCKLEY-GOLDER, KEITH, SARAFINCHAN, DERRICK.
Procedimiento para la densificación de un artículo de polvo metálico sinterizado que presenta una superficie con una herramienta que hace contacto con el artículo , caracterizado en que la herramienta y el artículo se mueven de manera relativa en una primera y en una segunda dirección mientras la herramienta compacta la superficie del artículo para marcar una superficie densificada.
ARTICULO EN POLVO COMPRIMIDO Y SU PROCEDIMIENTO DE FABRICACION.
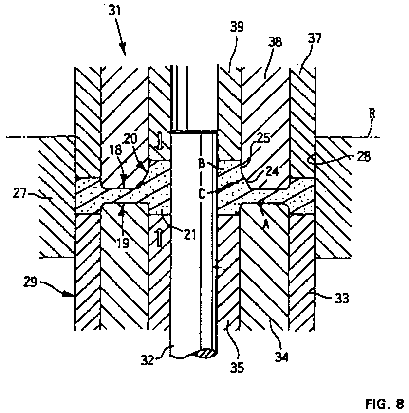
(01/05/2003). Ver ilustración. Solicitante/s: HONDA GIKEN KOGYO KABUSHIKI KAISHA. Inventor/es: NARITA, MASAAKI, OOSHIRO, RIKIYA, HONDA GIKEN KOGYO K.K., KINO, YOSHITAKA, HONDA GIKEN KOGYO K.K., IKEDA, TOSHIMI, HONDA GIKEN KOGYO K.K., HATAGAMI, YASUNORI, HONDA GIKEN KOGYO K.K., MIKI, SEIJI, HONDA GIKEN KOGYO K.K.
UN OBJETO 18 SE COMPONE DE POLVO COMPACTADO Y TIENE UN DISCO 19 Y UNA PROYECCION COLUMNAR CORTA 20 QUE SE EXTIENDE DESDE EL DISCO 19. LA PROYECCION COLUMNAR CORTA 20 TIENE UNA PARTE AHUSADA 24 EN FORMA DE CONO TRUNCADO Y UNA PARTE VERTICAL 25 EN FORMA DE CILINDRO. A FIN DE FORMAR LA PROYECCION COLUMNAR CORTA 20 ORIENTADA HACIA ARRIBA, SE INTRODUCE EL POLVO P Y SE COMPACTA EL POLVO ACCIONANDO LOS PUNZONES SUPERIOR E INFERIOR. DURANTE LA COMPACTACION, SE FORMA PRIMERO EL DISCO 19. DESPUES SE FUERZA EL FLUJO DEL POLVO P DESDE UNA REGION DE FORMACION DE DISCO A HASTA UNA REGION DE FORMACION DE PARTE VERTICAL B A TRAVES DE UNA REGION DE FORMACION DE PARTE AHUSADA C, FORMANDO ASI LA PROYECCION COLUMNAR CORTA 20. EL OBJETO 18 CON LA PROYECCION COLUMNAR CORTA ORIENTADA HACIA ARRIBA SALE SIN CAMBIAR SU ORIENTACION. POR CONSIGUIENTE, EL OBJETO 18 SE COMPONE DE POLVO COMPACTADO Y TIENE UNA PROYECCION COLUMNAR CORTA CON UNA DENSIDAD REQUERIDA SIN DIFICULTAD ALGUNA.
ENGRANAJES DE DOBLE HELICE OPUESTA DE POLVO COMPACTO Y PROCEDIMIENTO ASOCIADO.
(01/04/2002) SE EXPONE UNA PRENSA DE METAL EN POLVO DE ACCION MULTIPLE, PARA REALIZAR PIEZAS COMPACTAS DE ENGRANAJE HELICOIDAL DOBLE EN FORMA TOSCA. LA PRENSA TIENE PUNZONES INFERIORES, INTERIOR Y EXTERIOR, Y UN PUNZON SUPERIOR EXTERIOR. LOS PUNZONES EXTERIORES, SUPERIOR E INFERIOR, TIENEN PERFILES HELICOIDALES EXTERIORES A IZQUIERDAS Y A DERECHAS, ELEGIDOS DE MANERA QUE SE PRODUZCA UN ENGRANAJE HELICOIDAL DESEADO. LOS PUNZONES COOPERAN CON TROQUELES HELICOIDALES A IZQUIERDAS Y A DERECHAS SOPORTADOS POR LA PRENSA ALREDEDOR DE LOS PUNZONES. LAS CARAS HELICOIDALES EXIGEN QUE LOS TROQUELES GIREN EN RELACION CON LOS PUNZONES DURANTE SU FUNCIONAMIENTO. UN MECANISMO DE LEVA Y RODILLO PUEDE ACCIONAR ESTA ROTACION. EL PROCESO DE FORMACION COMPACTA COMIENZA CON UNA POSICION ABIERTA…
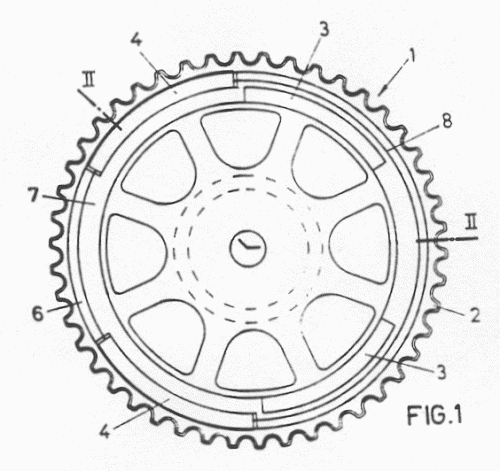
PROCEDIMIENTO PARA FABRICAR UN CUERPO DE FORMA SINTERIZADO QUE PRESENTA SECCIONES TRANSVERSALES DIFERENTES A LO LARGO DE UN EJE PRINCIPAL, ESPECIALMENTE UNA RUEDA PARA CORREA DENTADA O UNA RUEDA DENTADA PARA CADENA.
(16/02/2002). Ver ilustración. Solicitante/s: MIBA SINTERMETALL AKTIENGESELLSCHAFT. Inventor/es: GRUNDNER, ALOIS, DERFLINGER, KARL.
Procedimiento para fabricar un cuerpo de forma sinterizado que presenta secciones transversales diferentes a lo largo de un eje principal , especialmente una rueda para correa dentada o una rueda dentada para cadena, mediante un moldeado por compresión de un polvo de sinterizar en la dirección del eje principal , y un sinterizado subsiguiente. Para conseguir condiciones de fabricación ventajosas se propone que se compriman a partir de polvo de sinterizar al menos dos cuerpos parciales que se pueden encajar uno en otro con unión positiva en la dirección del eje principal , que forman en cada caso una sección axial del cuerpo en forma sinterizado con secciones transversales diferentes, y porque los cuerpos parciales comprimidos y, en caso dado presinterizados, se sintericen conjuntamente una vez ensamblados.
(16/01/2002). Ver ilustración. Solicitante/s: SUMITOMO ELECTRIC INDUSTRIES, LTD.. Inventor/es: TANAKA, JIRO.
UN ENGRANAJE BISELADO EN DONDE EL LABRADO SE PUEDE LLEVAR A CABO FACILMENTE SIN DEGRADAR LA CALIDAD DEL ENGRANAJE. EN UN ENGRANAJE SINTERIZADO O FORJADO QUE TIENE UNA PORCION DENTADA FORMADA EN UN LADO FINAL AXIAL DE LA MISMA, SE FORMA UNA HENDIDURA MUESCADA EN Y A TRAVES DE UNA SUPERFICIE EXTERIOR CIRCUNFERENCIAL DEL ENGRANAJE EN UNA DIRECCION AXIAL. SE ESPECIFICA LA ESTRUCTURA DE LA RANURA MUESCADA PARA QUE SE MANTENGA SU CALIDAD.
METODO PARA FABRICAR ENGRANAJES.
(01/09/2001). Solicitante/s: EATON CORPORATION. Inventor/es: LISOWSKY, BOHDAN.
METODO PARA FABRICAR UN ENGRANAJE HELICOIDAL QUE PERMITE COLOCAR ESTRATEGICAMENTE UNA CAPA DE ELEVADA DUREZA Y RESISTENTE AL DESGASTE EN UNAS POSICIONES PREDETERMINADAS DEL ENGRANAJE. EL METODO INCLUYE LAS FASES DE FORMAR UN NUCLEO DE ENGRANAJE PREMOLDEADO QUE TIENE UNA FORMA GENERAL DE ENGRANAJE HELICOIDAL Y SITUAR EL NUCLEO DE ENGRANAJE PREMOLDEADO DENTRO DE UN MOLDE ELASTOMERICO QUE TIENE LA FORMA ESPECIFICA DE ENGRANAJE HELICOIDAL. EL METODO TAMBIEN INCLUYE LAS FASES DE RELLENAR EL MOLDE EN LAS POSICIONES PREDETERMINADAS CON UN MATERIAL METALURGICO ENDURECIBLE Y CONDENSAR EL NUCLEO DE ENGRANAJE PREMOLDEADO Y EL MATERIAL METALURGICO. FINALMENTE, EL METODO TAMBIEN INCLUYE LA FASE DE TRATAR AL CALOR EL NUCLEO DE ENGRANAJE PREMOLDEADO Y EL MATERIAL METALURGICO, PARA OBTENER UN ENGRANAJE HELICOIDAL QUE TIENE UNA CAPA RESISTENTE AL DESGASTE EN POSICIONES PREDETERMINADAS. TAMBIEN SE PREVE UN ENGRANAJE HELICOIDAL FORMADO DE ACUERDO CON ESTE METODO.
DISPOSITIVO PARA LA FABRICACION DE CUERPOS PRENSADOS.
(16/10/1998) LA INVENCION SE REFIERE A UN DISPOSITIVO PARA LA ELABORACION DE CUERPOS DE PRESIONADO DISPONIENDO DE ELEMENTOS CILINDRICOS PRINCIPALES Y ELEMENTOS SECUNDARIOS CON PERFIL HELICOIDAL A PARTIR DE UN MATERIAL EN POLVO, EN PARTICULAR POLVO METALICO, DISPONIENDO DE UN MOLDE HEMBRA, AL MENOS UN PUNZON SUPERIOR MONTADO PARA GIRAR ALREDEDOR DE SU EJE LONGITUDINAL Y AL MENOS UNA COMPUERTA DE FONDO MONTADA PARA GIRAR ALREDEDOR DE SU EJE LONGITUDINAL. EL PUNZON SUPERIOR Y LA COMPUERTA DE FONDO SON OPERADAS CON MOTOR EN LA DIRECCION AXIAL EN RELACION AL MOLDE HEMBRA Y EL PUNZON SUPERIOR ES ROTATIVO ALREDEDOR DE SU EJE LONGITUDINAL SIENDO OPERADO AXIALMENTE DE FORMA…
PROCEDIMIENTO PARA FABRICAR PIEZAS SINTERIZADAS.
(16/06/1998). Solicitante/s: QMP METAL POWDERS GMBH. Inventor/es: LINDNER, KARL-HEINZ, DAUTZENBERG, NORBERT, VOSSEN, KLAUS.
SE DESCRIBE UN PROCEDIMIENTO PARA OBTENER PARTES SINTERIZADAS DE UNA ALEACION DE ACERO QUE LLEVA MOLIBDENO POR ATOMIZACION, PRESION Y SINTERIZACION.
PROCEDIMIENTO ESPECIAL PARA LA FABRICACION DE UN PIÑON A PARTIR DE POLVOS METALURGICOS CON UN ELEMENTO DE ACOPLAMIENTO.
(01/12/1997) LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA FABRICACION DE UNA PIEZA DE DOS PARTES, ES DECIR UN PIÑON CON UN ELEMENTO DE ACOPLAMIENTO SOBRE EL ASIENTO DEL PIÑON . ESTA PIEZA ESTA DESTINADA ESPECIALMENTE PARA TRANSMISIONES SINCRONICAS DE VEHICULOS. EN EL PROCEDIMIENTO SE FABRICA EL PIÑON Y EL ELEMENTO DE ACOPLAMIENTO INDIVIDUALMENTE, Y A CONTINUACION SON UNIDOS FIJAMENTE ENTRE SI. LA INVENCION TIENE COMO COMETIDO CREAR UN PROCEDIMIENTO SIMPLE, EN EL QUE SE EVITEN PASOS LABORIOSOS DE MECANIZACION. DEBE DE EXISTIR LA POSIBILIDAD DE COMBINAR UN PIÑON MECANIZADO CON ARRANQUE DE VIRUTAS, CON UN ELEMENTO DE ACOPLAMIENTO SINTERIZADO, PREFERENTEMENTE FORJADO SINTERIZADO. ESTE COMETIDO SE SOLUCIONA,…
ELEMENTOS DE CONSTRUCCION PARA ENGRANAJES AMORTIGUADORES DE RUIDO.
(01/10/1997). Solicitante/s: SINTERSTAHL GESELLSCHAFT M.B.H..
LA INVENCION TIENEN LA MISION DE LA PROPAGACION DEL RUIDO PARTICULARMENTE DISTRIBUCION DE RUIDO DE ENGRANAJES. LA INVENCION DESCANSA EN LA APLICACION DE PIEZAS SINTERIZADAS (RUEDAS DENTADAS) EN CONFIGURACION INDIVIDUALIZADA COMPONENTES AMORTIGUADORES DEL RUIDO PARTICULARMENTE RUEDAS DENTADAS. EN LA CONFIGURACION CON ARREGLO A LA INVENCION PRESENTA UNA PIEZA SINTERIZADA INDIVIDUAL, SIMETRICA Y CON ZONAS ANULARES. LA ZONA DEL BORDE EXTERIOR DE LA RUEDA DENTADA SE SITUA ALEJADA DEL EJE DE DICHA RUEDA DENTADA Y SE CONSTRUYE MUY RESISTENTE Y LIBRE DE POROS. LA ZONA DEL BORDE INTERIOR DE LA RUEDA DENTADA SE SITUA PROXIMA AL EJE DE DICHA RUEDA DENTADA Y SE CONTRUYE MUY RESISTENTE Y LIBRE DE POROS. LA ZONA CENTRAL DE LA RUEDA DENTADA ES DUCTIL Y MUY POROSA.
APARATO MODULAR PARA EL MOLDEO A PRESION O CALIBRADO DE PIEZAS CON CONTORNOS EN FORMA DE HELICE.
(01/05/1997) LA INVENCION SE REFIERE A UN APARATO CONSTRUIDO MODULAR PARA EL MOLDEO A PRESION O CALIBRADO DE PIEZAS CON CONTORNOS EN FORMA DE HELICE Y CUBO POR UNA O POR LAS DOS PARTES, LOS CUALES IGUALMENTE PUEDEN PRESENTAR CONTORNOS DE FORMAS HELICOIDALES O DENTADOS RECTOS, RANURAS, CHAVETAS, ETC. EL MOVIMIENTO DE GIRO DEL PUNZON QUE PRESENTA CONTORNOS EN FORMA DE HELICE SE GENERA INDIRECTAMENTE POR DISPOSITIVOS DE CORREDERA DE FABRICACION BARATA Y SENCILLOS DE MONTAR Y DE CAMBIAR. EL DISPOSITIVO DE CORREDERA SE COMPONE DE UN NUCLEO DE CORREDERA QUE PRESENTA CONTORNOS EN FORMA DE HELICE Y DE UNA MATRIZ DE CORREDERA CON CONTORNOS COMPLEMENTARIOS. EN EL PROCESO DE PRENSADO, ENLAZAN ENTRE SI EL NUCLEO DE LA CORREDERA Y LA MATRIZ DE LA CORREDERA Y ACCIONAN POR MEDIO DE UNA RUEDA DENTADA UNIDA RIGIDAMENTE CON…
RUEDAS DENTADAS LAMINADAS A PARTIR DE ESBOZOS DE METAL EN POLVO.
(16/02/1995). Solicitante/s: SHIVANATH ROHITH. Inventor/es: COLE, CHRISTOPHER, JOHN \'SHIELING FLEET LANE.
UNA RUEDA DENTADA QUE SE FORMA A PARTIR DE UNA PIEZA BRUTA METALICA EN POLVO SINTERIZADA Y PRESIONADA MEDIANTE UN ENDURECIMIENTO SUPERFICIAL DE LAS REGIONES DEL DIENTE, LA RAIZ Y EL BORDE PARA ESTABLECER UNA DENSIFICACION DE ENTRE UN 90 Y UN 100 POR CIENTO A UNA PROFUNDIDAD DE POR LO MENOS 380 MICRAS.
DISPOSITIVOS PARA FORMAR ENGRANAJES HELICOIDALES DE DOS PISOS.
(16/10/1994) UN DISPOSITIVO PARA FORMAR UN ENGRANAJE HELICOIDAL EXTERNO DE DOS PISOS QUE TENGA PIEZAS INFERIORES Y SUPERIORES CON DIFERENTES DIAMETROS EXTERIORES ENTRE SI A BASE DE COMPRIMIR UN MATERIAL PULVURULENTO. EL DISPOSITIVO TIENE UN TROQUEL, UN PUNZON SUPERIOR Y UN PUNZON INFERIOR QUE PUEDEN GIRAR UNO RESPECTO AL OTRO Y UN NUCLEO. EL TROQUEL ESTA FORMADO SOBRE LA PERIFERIA INTERIOR CON DIENTES HELICOIDALES EN DOS PISOS. LOS DIENTES SUPERIORES E INFERIORES TIENEN EL MISMO SENTIDO DE TORSION Y DE AVENCE Y TIENEN DIAMETROS CORRESPONDIENTES A LOS DIAMETROS DE LAS PIEZAS SUPERIORES E INFERIORES DEL ENGRANAJE. EL PUNZON SUPERIOR ESTA FORMADO SOBRE LA PERIFERIA EXTERIOR CON DIENTES HELICOIDALES ADAPTADOS PARA ENGRANARSE A LOS DIENTES HELICOIDALES DEL PRIMER PISO SOBRE LA PERIFERIA…
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}