Dentado de compactación superficial de material de sinterización con desviaciones especiales.
Procedimiento para la fabricación de un dentado de engranaje recto de material de sinterización compactado,
en el que, por medio de unos datos determinados de manera iterativa, una preforma de diente precompactada se compacta en por lo menos 0,05 mm en su superficie hasta obtener su forma final, y se consigue una calidad de la forma final de por lo menos fH≥ 4, F≥ 7 y ff≥ 7, teniendo una iteración parámetros en cuenta, que se refieren a un comportamiento del material durante una compactación superficial de la forma de diente, y la iteración para la determinación de una preforma parte de unos datos introducidos, que se obtienen de una especificación de la forma final.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/005477.
Solicitante: GKN SINTER METALS HOLDING GMBH.
Nacionalidad solicitante: Alemania.
Dirección: KREBSOGE 10 42477 RADEVORMWALD ALEMANIA.
Inventor/es: KOTTHOFF,Gerhard.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21H5/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21H FABRICACION DE ARTICULOS METALICOS ESPECIALES POR LAMINADO, p. ej. TORNILLOS, RUEDAS, ANILLOS, CILINDROS, BOLAS (principalmente a partir de chapas B21D). › B21H 5/00 Fabricación de ruedas dentadas. › de ruedas rectas.
- B22F3/16 B […] › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22F TRABAJO DE POLVOS METALICOS; FABRICACION DE OBJETOS A PARTIR DE POLVOS METALICOS; FABRICACION DE POLVOS METALICOS (fabricación de aleaciones mediante metalurgia de polvos C22C ); APARATOS O DISPOSITIVOS ESPECIALMENTE ADAPTADOS PARA POLVOS METALICOS. › B22F 3/00 Fabricación de piezas a partir de polvos metálicos, caracterizada por el modo de compactado o sinterizado; Aparatos especialmente concebidos para esta fabricación. › por medio de operaciones sucesivas o repetidas.
- B22F5/08 B22F […] › B22F 5/00 Fabricación de piezas o de objetos a partir de polvos metálicos caracterizada por la forma particular del producto a realizar. › de piezas dentadas, p. ej. ruedas dentadas; de discos de levas.
- F16H55/06 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16H TRANSMISIONES. › F16H 55/00 Elementos con dientes o superficies de fricción para transmitir un movimiento; Tornillos sin fin, poleas o roldanas para mecanismos de transmisión (transmisiones de tornillo y tuerca F16H 25/00). › Empleo de materiales; Empleo de tratamientos de órganos dentados o tornillos sin fin que afectan a las propiedades intrínsecas del material.
PDF original: ES-2407654_T3.pdf
Fragmento de la descripción:
Dentado de compactación superficial de material de sinterización con desviaciones especiales.
La presente invención se refiere a un procedimiento para la fabricación de un dentado de engranaje recto que presenta un material de sinterización compactado, y a un dentado correspondiente.
Los elementos de dentado sinterizados tales como, por ejemplo, las ruedas dentadas producidas mediante pulvimetalurgia se utilizan en muchas áreas. Los materiales de sinterización presentan en general una densidad menor en comparación con los materiales forjados de manera convencional de, por ejemplo, acero. Por tanto, es deseable una compactación superficial de una pieza sinterizada.
De la tesis doctoral “Neue Verfahren zur Tragfähigkeitssteigerung von gesinterten Zahnrädern”, Gerhard Kotthoff,
volumen 23/2003, edición Shaker, ISBN 3-8322-2125-5, se desprenden investigaciones básicas, partiendo de las cuales, haciendo referencia a consideraciones de la técnica de arranque de virutas, se remite a una laminación de superficie de ruedas dentadas para un aumento de la densidad y resistencia.
El objetivo de la presente invención es posibilitar de manera mejorada una posibilidad de uso de un elemento de dentado metálico que presenta un material de sinterización.
Este objetivo se alcanza mediante un procedimiento según la reivindicación 1 para la fabricación de un dentado de engranaje recto con compactación superficial, y mediante un dentado correspondiente según la reivindicación 3. Configuraciones y perfeccionamientos ventajosos se indican en las reivindicaciones dependientes respectivas.
Según una idea de la invención, que puede utilizarse tanto de manera independiente como relacionado con las características adicionales de la divulgación, se propone un procedimiento para la fabricación de un dentado de engranaje recto de material de sinterización compactado, en el que, por medio de unos datos determinados de manera iterativa, una preforma de diente precompactada se compacta en por lo menos 0, 05 mm en su superficie hasta obtener su forma final, y se consigue una calidad de la forma final de por lo menos fH = 4, F = 7 y ff = 7. A este respecto, fH significa la desviación con respecto al dentado, F la desviación total y ff la desviación de forma de perfil de los flancos. Los valores indicados corresponden a las clases DIN con respecto a la desviación.
A este respecto está previsto que una iteración tenga en cuenta parámetros, que se refieren a un comportamiento del material en una compactación superficial de la forma de diente y una iteración para la determinación de una preforma parte de datos introducidos, que se extraen de una especificación de la forma final. Preferentemente se utiliza por lo menos un útil de laminación, que presenta la misma calidad que la forma final creada posteriormente. Mediante la determinación iterativa y el mecanizado de este modo muy preciso en la compactación superficial se posibilita que la calidad de la herramienta pueda transferirse a la preforma. En particular la compactación superficial muy precisa posibilita que el dentado tras la compactación superficial sin una etapa de mecanizado posterior adicional por arranque de viruta presente esta calidad de la forma final. Por ejemplo, se produce una pieza con el dentado con una densidad de núcleo de por lo menos 7, 4 g/cm3 y una densidad superficial, que es máxima por lo menos en una zona de un flanco de diente, extendiéndose la densidad superficial máxima en la zona a una profundidad de por lo menos 0, 02
En un perfeccionamiento del procedimiento para la fabricación de un elemento de dentado metálico con un temple superficial por lo menos parcial, que presenta un material de sinterización compactado, se produce una preforma del elemento de dentado con una sobredimensión localmente selectiva con respecto a una medida final del elemento de dentado y se lamina por medio de por lo menos un útil de laminación hasta obtener la medida final, compactándose el elemento de dentado por lo menos en la zona de por lo menos un flanco y/o de una raíz de un diente del elemento de dentado para la generación de una película de laminación compactada en una superficie con variación local.
El material de sinterización compactado se produce en particular con procedimientos de pulvimetalurgia. Por ejemplo, se sinteriza un polvo metálico a una presión junto con un tratamiento térmico. Además, por ejemplo, se moldea por inyección polvo metálico junto con plástico y, en particular, se sinteriza a una presión preferentemente con un tratamiento térmico. Para una conformación de una pieza sinterizada se utiliza, en particular, un molde de sinterización, que presenta por lo menos prácticamente la medida final del elemento de dentado que va a producirse. Preferentemente, se utiliza como preforma la pieza resultante directamente del proceso de sinterización. Sin embargo, en otra variante también puede añadirse posteriormente por lo menos una etapa de mecanizado de superficie adicional. La preforma presenta a este respecto una sobredimensión, que debe entenderse como una diferencia con respecto a una medida final, estando definida la diferencia preferentemente de manera puntual en perpendicular a la superficie.
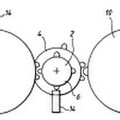
Como útil de laminación se utiliza, por ejemplo, un rodillo, que está equipado con un dentado, que puede engranarse con el dentado del elemento de dentado. Un útil de laminación de este tipo se hace rodar en particular a una presión sobre una superficie del elemento de dentado. Preferentemente, en particular, simultáneamente se utilizan dos o más herramientas de laminación de este tipo. Por ejemplo, una rueda dentada que va a producirse puede disponerse de manera central entre dos herramientas de rodadura. A continuación, haciendo avanzar ambas herramientas de rodadura puede realizarse una compactación superficial del material de sinterización del dentado. En general, un procedimiento de fabricación de este tipo se deduce, por ejemplo, de Takeya et al, “Surface Rolling of sintered gears”, SAE 1982 World Congress, Technical Paper 820234. De los documentos DE 33 250 37, US 4.059.879, EP 0 552 272 A1, EP 1 268 102 A1, US 5.729.822, US 5.711.187, US 5.884.527, US 5.754.937, US 8.193.927, EP 0 600 421 A1, GB 2.250.227 también se deducen en cada caso diferentes procedimientos de fabricación, materiales de sinterización, herramientas, el desarrollo de la compactación y dispositivos para dentados sinterizados, que también pueden utilizarse adaptados a la invención. De manera correspondiente al marco de esta divulgación se remite a los documentos anteriores.
Por ejemplo, también puede utilizarse un primer útil de laminación con una primera presión esencialmente para la laminación de contornos bastos y a continuación un segundo útil de laminación con una segunda presión para conseguir la compactación superficial que va a ajustarse de manera controlada.
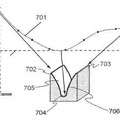
La sobredimensión localmente selectiva debe dimensionarse en particular de tal manera, que el elemento de dentado se compacte por lo menos en la zona de por lo menos un flanco y/o de una raíz de un diente del elemento de dentado en una película de laminación en una superficie con variación local. Preferentemente dentro de la película de laminación compactada se consigue una densidad total, debiendo entender la densidad total preferentemente con respecto a una densidad de un diente comparable sometido a forja de polvo. Por ejemplo una preforma de un material de sinterización presenta en un núcleo una densidad de por lo menos 6, 8 g/cm3, preferentemente de por lo menos 7, 1 g/cm3 y en particular de por lo menos 7, 3 g/cm3. En la película de laminación compactada la preforma presenta, por ejemplo, una densidad de por lo menos 7, 7 g/cm3, preferentemente de por lo menos 7, 8 g/cm3, lo que corresponde a la densidad de una preforma sometida a forja de polvo del mismo material. De manera especialmente ventajosa, a este respecto, se consigue un desarrollo de la resistencia según el esfuerzo. Además con un desarrollo de la densidad localmente variable y según el esfuerzo se proporciona preferentemente un dentado sinterizado que puede someterse a grandes esfuerzos. El desarrollo de la densidad, en particular en las zonas sometidas a mayor esfuerzo puede presentar un mayor grado de densidad por una zona más grande en comparación con zonas directamente contiguas con una carga menor. Por medio de una determinación de una sobredimensión optimizada, un dentado producido de este modo también puede fabricarse de manera económica en pocas etapas de trabajo.
Según una configuración la película de laminación compactada en cada caso de manera diferente también se genera por una sobredimensión... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de un dentado de engranaje recto de material de sinterización compactado, en el que, por medio de unos datos determinados de manera iterativa, una preforma de diente precompactada se compacta en por lo menos 0, 05 mm en su superficie hasta obtener su forma final, y se consigue una calidad de la forma final de por lo menos fH = 4, F = 7 y ff = 7, teniendo una iteración parámetros en cuenta, que se refieren a un comportamiento del material durante una compactación superficial de la forma de diente, y la iteración para la determinación de una preforma parte de unos datos introducidos, que se obtienen de una especificación de la forma final.
2. Procedimiento según la reivindicación 1, caracterizado porque se utiliza por lo menos un útil de laminación, que presenta la misma calidad que la forma final creada posteriormente.
3. Dentado de engranaje recto, fabricado de acuerdo con un procedimiento según la reivindicación 1, en el que el dentado de material compactado presenta además una compactación superficial y en el que se ajusta una calidad de la forma final del dentado comprendida en el rango de por lo menos fH = 4, F = 7 y ff = 7.
4. Dentado de engranaje recto según la reivindicación 3, caracterizado porque el dentado tras la compactación superficial, sin una etapa de postprocesado adicional por arranque de viruta, presenta esta calidad de la forma final.
5. Dentado de engranaje recto según la reivindicación 3 ó 4, caracterizado porque una pieza con el dentado presenta una densidad de núcleo de por lo menos 7, 4 g/cm3 y una densidad superficial, que por lo menos en una zona de un flanco de diente es máxima, extendiéndose la densidad superficial máxima en el rango de profundidad de por lo menos 0, 02
6. Utilización de un dispositivo para producir una compactación superficial en un dentado de engranaje recto, en el que éste lleva a cabo una compresión superficial mediante datos determinados de manera iterativa de acuerdo con el procedimiento según una de las reivindicaciones 1 ó 2.
7. Utilización de un producto de programa informático con unos medios de código de programa, que están almacenados en un medio legible por ordenador, para llevar a cabo un procedimiento según por lo menos una de las reivindicaciones 1 o 2, cuando el programa se ejecuta en un ordenador utilizar un dispositivo según la reivindicación
6.
Patentes similares o relacionadas:
Procedimiento para la fabricación de un elemento de conexión para la transmisión de movimientos de giro así como elemento de conexión fabricado de este modo, del 15 de Marzo de 2017, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento para la fabricación de un elemento de conexión para la transmisión de movimientos de giro para un árbol articulado, presentando […]
Dispositivo y procedimiento para la producción de perfilados de piezas a modo de engranajes, del 12 de Octubre de 2016, de ERNST GROB AG: Dispositivo para la fabricación de piezas cilíndricas , las cuales presentan un perfilado definido, con una sujeción de pieza desplazable axialmente y girable […]
Planetario para un husillo de accionamiento rodante planetario, del 21 de Septiembre de 2016, de SCHAEFFLER TECHNOLOGIES GMBH & CO. KG: Planetario para un husillo de accionamiento rodante planetario en el que a lo largo de su eje planetario se configura una sección central con un diámetro mayor […]
Procedimiento y dispositivo para la fabricación de componentes metálicos rotacionalmente simétricos, del 27 de Abril de 2016, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento para la fabricación de componentes rotacionalmente simétricos de metal, especialmente acero, en el que se dispone de forma no giratoria una […]
 Método de fabricación de ruedas de engranaje perfiladas a partir de piezas brutas de metal en polvo, del 1 de Abril de 2015, de Stackpole International Powder Metal, ULC: Un método para fabricar una rueda que tiene dos engranajes axialmente adyacentes formados sobre la misma, comprendiendo la preparación de una pieza […]
Método de fabricación de ruedas de engranaje perfiladas a partir de piezas brutas de metal en polvo, del 1 de Abril de 2015, de Stackpole International Powder Metal, ULC: Un método para fabricar una rueda que tiene dos engranajes axialmente adyacentes formados sobre la misma, comprendiendo la preparación de una pieza […]
 Máquina de laminado en frío y procedimiento de laminado en frío, del 11 de Diciembre de 2013, de MAG IAS GMBH: Máquina de laminado en frío que comprende un primer soporte de vástago de laminado móvil y un segundosoporte de vástago de laminado móvil , por medio de los cuales […]
Máquina de laminado en frío y procedimiento de laminado en frío, del 11 de Diciembre de 2013, de MAG IAS GMBH: Máquina de laminado en frío que comprende un primer soporte de vástago de laminado móvil y un segundosoporte de vástago de laminado móvil , por medio de los cuales […]
 Elemento dentado sinterizado con compactación superficial localmente selectiva, del 28 de Mayo de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para fabricar un elemento dentado metálico superficialmente compactado que presenta unmaterial de sinterización compactado con una respectiva capa de borde […]
Elemento dentado sinterizado con compactación superficial localmente selectiva, del 28 de Mayo de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para fabricar un elemento dentado metálico superficialmente compactado que presenta unmaterial de sinterización compactado con una respectiva capa de borde […]
PROCEDIMIENTO Y DISPOSITIVO PARA EL MECANIZADO DE UN DENTADO EN UNA PIEZA SINTERIZADA, del 5 de Octubre de 2011, de MIBA SINTER AUSTRIA GMBH: Procedimiento para el mecanizado de un dentado en un perímetro exterior o en un contorno interior de una pieza de polvo metálico prensado y sinterizado, […]