PROCEDIMIENTO PARA LA FABRICACIÓN DE UNA RUEDA METÁLICA MÚLTIPLE DE UNA SOLA PIEZA, Y RUEDA MÚLTIPLE.
Procedimiento para la fabricación de una rueda metálica múltiple (2) de una sola pieza para un accionamiento de un medio de tracción,
con por lo menos dos ruedas simples (3, 4) dispuestas una junto a la otra, que presentan cada una un cuerpo de rueda (5, 6) con un perímetro exterior (7, 8), donde sobre el perímetro exterior (7, 8) están dispuestos distribuidos unos dientes (9, 10) para el engrane con el medio de tracción, y donde por lo menos una de las por lo menos dos ruedas simples (3, 4) está realizada como rueda de cadena, rueda dentada o rueda de correa dentada, fabricándose la rueda de cadena, la rueda dentada o la rueda de correa dentada con un contorno bruto (17), en el que un grosor de diente de contorno bruto (17) es mayor, en una vista axial, que el grosor del diente del contorno definitivo de la rueda de cadena, rueda dentada o rueda de correa dentada terminada, y a continuación y en función del medio de tracción empleado se transforma este contorno bruto (17) en el contorno de diente definitivo mediante una conformación sin arranque de viruta, en particular por laminación, caracterizado porque a partir de un contorno de rueda de cadena o contorno de rueda dentada se fabrica un contorno de correa de rueda dentada o a partir de un contorno de rueda dentada o contorno de rueda de correa dentada se fabrica un contorno de rueda de cadena o a partir de un contorno de rueda de correa dentada o un contorno de rueda de cadena se fabrica un contorno de rueda dentada, y para ello se desplaza por lo menos una parte de un exceso de material del contorno bruto (17) situado en la zona de un flanco de diente (18) de los dientes (9, 10) en dirección hacia una zona de cabeza de diente (20)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/AT2007/000489.
Solicitante: MIBA SINTER AUSTRIA GMBH.
Nacionalidad solicitante: Austria.
Dirección: DR. MITTERBAUER-STRASSE 3 4663 LAAKIRCHEN AUSTRIA.
Inventor/es: SCHMID, HERBERT, SIESSL, WOLFGANG, DICKINGER,Karl.
Fecha de Publicación: .
Fecha Solicitud PCT: 22 de Octubre de 2007.
Clasificación Internacional de Patentes:
- B21H5/02B
- B22F5/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22F TRABAJO DE POLVOS METALICOS; FABRICACION DE OBJETOS A PARTIR DE POLVOS METALICOS; FABRICACION DE POLVOS METALICOS (fabricación de aleaciones mediante metalurgia de polvos C22C ); APARATOS O DISPOSITIVOS ESPECIALMENTE ADAPTADOS PARA POLVOS METALICOS. › B22F 5/00 Fabricación de piezas o de objetos a partir de polvos metálicos caracterizada por la forma particular del producto a realizar. › de piezas dentadas, p. ej. ruedas dentadas; de discos de levas.
Clasificación PCT:
- B21H5/02 B […] › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21H FABRICACION DE ARTICULOS METALICOS ESPECIALES POR LAMINADO, p. ej. TORNILLOS, RUEDAS, ANILLOS, CILINDROS, BOLAS (principalmente a partir de chapas B21D). › B21H 5/00 Fabricación de ruedas dentadas. › de ruedas rectas.
- B22F5/08 B22F 5/00 […] › de piezas dentadas, p. ej. ruedas dentadas; de discos de levas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
PDF original: ES-2364861_T3.pdf
Fragmento de la descripción:
La invención se refiere a un procedimiento para la fabricación de una rueda múltiple de una sola pieza para un accionamiento de un medio de tracción, conforme al preámbulo de la reivindicación 1, así como a una rueda metálica múltiple de una sola pieza conforme al preámbulo de la reivindicación 5 (véase en todo caso el documento WO-A-01/74514).
Las ruedas de cadena múltiples ya son conocidas por el estado de la técnica. Así por ejemplo el documento DE 102 16 524 A describe una transmisión por cadena con dos cadenas de transmisión dispuestas una junto a la otra pasando sobre ruedas de cadena múltiples. Esta clase de ruedas de cadena múltiples están realizadas o bien en varias piezas, en cuyo caso se unen entre sí varias ruedas de cadena simples, pero también de una sola pieza, en cuyo caso un cuerpo de rueda presenta varias ruedas simples con los correspondientes dentados en sus perímetros exteriores. Tanto en la variante de una sola pieza como en la de varias piezas, la geometría de los dientes se determina en el proceso de fabricación. Por lo tanto es necesario mantener en almacén las correspondientes piezas brutas y herramientas para cada rueda de cadena múltiple con la geometría de diente específica en cada caso.
El objetivo de la presente invención es crear una posibilidad de realizar de una forma más variable la fabricación de las ruedas múltiples para un accionamiento de un medio de tracción.
Este objetivo de la invención se resuelve mediante un procedimiento que presenta las características de la reivindicación 1 o mediante una rueda múltiple que presenta las características de la reivindicación 5.
Con la ayuda de la invención se puede fabricar a partir de una pieza previa y en función del medio de tracción previsto la rueda o engranaje, rueda de cadena o rueda de correa dentada deseada respectiva, de modo que con independencia de la geometría final del diente se pueden prefabricar las correspondientes piezas previas, con lo cual se puede reaccionar con mayor rapidez ante las necesidades de los clientes, al requerirse únicamente ya el correspondiente conformado para obtener la geometría de diente definitiva. De este modo se tiene la posibilidad de producir estas piezas previas para almacén, con lo cual se pueden compensar los cuellos de botella de la producción mediante la correspondiente producción previa en épocas de menor carga de trabajo. La invención consiste por lo tanto en que a partir de los contornos brutos se fabrica o bien el contorno definitivo de la rueda de cadena o engranaje o el contorno de diente terminado de una rueda para correa dentada. Mediante el conformado sin arranque de virutas, en particular mediante la laminación, se consigue además que se pueda reducir notablemente el desperdicio de material en comparación con los procedimientos de fabricación convencionales en los que se obtiene la geometría del diente por arranque de viruta desde una pieza de partida. Con ello se pueden fabricar además también ruedas múltiples de modo relativamente sencillo, que por procedimientos de sinterizado normales no se podrían fabricar o solo se podrían fabricar con un gasto considerablemente superior, por ejemplo una rueda triple en la que la rueda simple central presente menor diámetro que las dos ruedas simples de los lados del borde.
De acuerdo con una variante de realización del procedimiento se puede reducir la altura del diente antes del conformado, de modo que se puede incrementar la variabilidad del contorno de diente que se ha de establecer. De este modo se puede reaccionar mejor para diferentes diámetros de las ruedas simples.
De acuerdo con una variante de realización de la pieza previa conforme a la invención está previsto que el contorno bruto de los dientes esté realizado al menos de forma aproximada a modo de evolvente, con lo cual se puede facilitar el conformado del arranque de viruta, es decir, el desplazamiento de material. Con ello también se puede conseguir un menor grado de desgaste de las herramientas de conformado o de las máquinas de conformado.
La pieza previa puede ser además de un material sinterizado o de una aleación de metal sinterizado. En este caso es ventajoso, ya que esta clase de componentes presentan después del sinterizado una porosidad más o menos alta, que se puede facilitar el conformado al reducir la porosidad al menos en la zona exterior, es decir que el componente se compacta en estas zonas. Debido a la mayor densidad del componente en la zona exterior se puede conseguir además mayor resistencia al desgaste. También se obtiene de este modo un alisamiento de la superficie, es decir una mejor calidad superficial, ya que por ejemplo los dientes no presentan estrías transversales condicionadas por el procedimiento tales como aparecen normalmente al prensar un polvo de metal sinterizado.
Para entender mejor la invención se explica esta a continuación con mayor detalle mediante las figuras siguientes.
Las figuras presentan respectivamente en una representación esquemática simplificada:
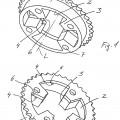
la figura 1 una variante de realización de la pieza previa como rueda doble, en una vista oblicua;
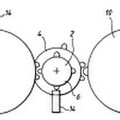
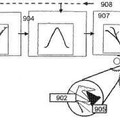
la figura 2 la pieza previa de la figura 1 en una vista frontal; la figura 3 una primera variante de realización del conformado de los dientes;
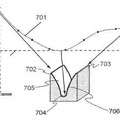
la figura 4 otra variante de realización del conformado de los dientes.
De entrada debe decirse que en las distintas formas de realización que se describen, las piezas iguales se dotan de las mismas referencias o de las mismas designaciones de los componentes, donde las manifestaciones contenidas en toda la descripción se pueden aplicar debidamente a piezas iguales que tengan las mismas referencias o mismas designaciones de componente. También las indicaciones de posición elegidas en la descripción tales como por ejemplo arriba, abajo, lateral, etc. están referidas a la figura precisa descrita y representada, y en caso de un cambio de posición se deberán aplicar debidamente a la nueva posición.
Todas las indicaciones relativas a gamas de valores que figuran en la presente descripción deben entenderse de tal modo que estas zonas cualesquiera y todas las zonas parciales de ellas están comprendidas también, por ejemplo la indicación 1 a 10 debe entenderse que están comprendidas todas las zonas parciales partiendo del límite inferior 1 y del límite superior 10, es decir que todas las zonas parciales comenzando por un límite inferior de 1 o superior y terminando en un límite superior de 10 o menor, por ejemplo 1 a 1,7 ó 3,2 a 8,1 ó 5,5 a 10.
Las figuras 1 y 2 muestran una pieza previa 1 para la fabricación de una rueda múltiple 2 para un accionamiento de un medio de tracción. Esta clase de accionamientos de medios de tracción son por ejemplo transmisiones por cadena o transmisiones por correa (transmisión por correa dentada).
La rueda múltiple 2 fabricada a partir de la pieza previa 1 según la figura 1 presenta dos ruedas simples 3, 4. Cada una de estas ruedas simples 3, 4 comprende un cuerpo de rueda 5, 6 con un perímetro exterior 7, 8 alrededor del cual están distribuidos los dientes 9, 10 para engranar con el medio de tracción.
En esta variante de realización de la rueda múltiple 2, las dos ruedas simples 3, 4 presentan diámetros diferentes 11, 12 (figura 2). Naturalmente existe la posibilidad de que las dos ruedas simples 3, 4 tengan el mismo diámetro 11, 12.
Igualmente es posible que la rueda múltiple 2 no presente solo dos ruedas simples 3, 4 sino que estén dispuestas más de dos, por ejemplo 3, 4, 5 etc. ruedas múltiples 3, 4. También en este caso existe la posibilidad de que estas ruedas simples 3, 4 presenten diámetros diferentes o de que todas las ruedas simples 3, 4 tengan el mismo diámetro, por ejemplo más de dos. En unas variantes de realización preferentes la rueda múltiple 2 presenta tres ruedas simples 3, 4 cuyos diámetros 11, 12 van en disminución, estando realizados los dientes 9 de la rueda simple 3 de mayor diámetro 11 así como la rueda simple eventualmente contigua a esta, para una transmisión por cadena, y la rueda simple más pequeña 4 esté realizada para acoplar una correa dentada.
Tal como se puede ver por las figuras 1 y 2, la rueda múltiple 2 presenta un orificio central 13 para alojamiento de un árbol o similar.
En la variante de realización preferente, la rueda múltiple 2 o la pieza previa 1 están formadas de un metal sinterizado o de una aleación de metal sinterizado. Estas pueden estar formadas... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de una rueda metálica múltiple (2) de una sola pieza para un accionamiento de un medio de tracción, con por lo menos dos ruedas simples (3, 4) dispuestas una junto a la otra, que presentan cada una un cuerpo de rueda (5, 6) con un perímetro exterior (7, 8), donde sobre el perímetro exterior (7, 8) están dispuestos distribuidos unos dientes (9, 10) para el engrane con el medio de tracción, y donde por lo menos una de las por lo menos dos ruedas simples (3, 4) está realizada como rueda de cadena, rueda dentada o rueda de correa dentada, fabricándose la rueda de cadena, la rueda dentada o la rueda de correa dentada con un contorno bruto (17), en el que un grosor de diente de contorno bruto (17) es mayor, en una vista axial, que el grosor del diente del contorno definitivo de la rueda de cadena, rueda dentada o rueda de correa dentada terminada, y a continuación y en función del medio de tracción empleado se transforma este contorno bruto (17) en el contorno de diente definitivo mediante una conformación sin arranque de viruta, en particular por laminación,
caracterizado porque
a partir de un contorno de rueda de cadena o contorno de rueda dentada se fabrica un contorno de correa de rueda dentada o a partir de un contorno de rueda dentada o contorno de rueda de correa dentada se fabrica un contorno de rueda de cadena o a partir de un contorno de rueda de correa dentada o un contorno de rueda de cadena se fabrica un contorno de rueda dentada, y para ello se desplaza por lo menos una parte de un exceso de material del contorno bruto (17) situado en la zona de un flanco de diente (18) de los dientes (9, 10) en dirección hacia una zona de cabeza de diente (20).
2. Procedimiento según la reivindicación 1,
caracterizado porque
antes de la conformación se reduce la altura del diente.
3. Procedimiento según la reivindicación 1 o 2,
caracterizado porque
se emplea una pieza previa (1) cuyo contorno bruto (17) presenta una sobremedida en la zona del flanco del diente (18), con un mayor grosor de diente -en una vista axial -que el grosor del diente del contorno del diente terminado, variando la sobremedida del conjunto de la geometría del diente en comparación con la geometría del diente terminado dentro de un campo entre -25 % y + 25 %.
4. Procedimiento según la reivindicación 3,
caracterizado porque
se emplea una pieza previa (1) cuyo contorno bruto (17) de los dientes (10) está realizado al menos aproximadamente en forma de evolvente.
5. Rueda metálica múltiple (2) de una sola pieza para un accionamiento de un medio de tracción, con por lo menos dos ruedas simples (3, 4) dispuestas una junto a la otra, que presentan cada una un cuerpo de rueda (5, 6) con un perímetro exterior (7, 8), estando dispuestos distribuidos por el perímetro exterior (10) unos dientes (9, 10) para engranar con el medio de tracción, estando realizadas las dos ruedas simples (3, 4) como rueda de cadena, rueda dentada o rueda de correa dentada, con la salvedad de que las dos ruedas simples están realizadas para engranar con diferentes medios de tracción, estando fabricada por lo menos una de las dos ruedas simples mediante conformación sin arranque de viruta, en particular mediante laminación, a partir de un contorno bruto (17) para una rueda de cadena, una rueda dentada o una rueda de correa dentada,
caracterizada porque
para la por lo menos una rueda simple se forma a partir de un contorno de rueda de cadena o contorno de rueda dentada un contorno de rueda de correa dentada, o a partir de un contorno de rueda dentada o un contorno de rueda de correa dentada un contorno de rueda de cadena, o a partir de un contorno de rueda de correa dentada o contorno de rueda de cadena un contorno de rueda dentada, y para ello se desplaza al menos una parte de un exceso de material del contorno bruto (17) desde la zona de un flanco de diente (18) de los dientes (9, 10) en dirección hacia una zona de la cabeza del diente (20) .
Patentes similares o relacionadas:
Componente para una turbina, del 26 de Febrero de 2020, de MTU Aero Engines AG: Componente de turbina, que comprende un cuerpo base fabricado de manera generativa, hecho de un primer material, y al menos una sección de componente (4, 4a, […]
Método de fabricación de rueda dentada para transmisión de potencia, del 18 de Marzo de 2019, de UNIVERSIDAD CARLOS III DE MADRID: La invención describe un método para fabricar una rueda dentada que comprende: obtener datos geométricos y de contorno iniciales; calcular una […]
Chapa de desgaste metálica o placa de compresión metálica con superficie perfilada para prensas compactadoras, procedimiento para su fabricación y prensa compactadora, del 7 de Diciembre de 2018, de BERKENHOFF GMBH: Chapa de desgaste o una placa de compresión para prensas compactadoras con superficie perfilada, incluyendo la plancha de desgaste o la placa de compresión […]
 Compuesto sinterizado de rueda dentada y procedimiento para su fabricación, del 30 de Septiembre de 2015, de SCHWÄBISCHE HÜTTENWERKE AUTOMOTIVE GMBH: Procedimiento para la fabricación según la metalurgia del polvo de un cuerpo de rotación, en el que
a) se prensa un primer cuerpo de partida de polvo metálico,
b) […]
Compuesto sinterizado de rueda dentada y procedimiento para su fabricación, del 30 de Septiembre de 2015, de SCHWÄBISCHE HÜTTENWERKE AUTOMOTIVE GMBH: Procedimiento para la fabricación según la metalurgia del polvo de un cuerpo de rotación, en el que
a) se prensa un primer cuerpo de partida de polvo metálico,
b) […]
 Método de fabricación de ruedas de engranaje perfiladas a partir de piezas brutas de metal en polvo, del 1 de Abril de 2015, de Stackpole International Powder Metal, ULC: Un método para fabricar una rueda que tiene dos engranajes axialmente adyacentes formados sobre la misma, comprendiendo la preparación de una pieza […]
Método de fabricación de ruedas de engranaje perfiladas a partir de piezas brutas de metal en polvo, del 1 de Abril de 2015, de Stackpole International Powder Metal, ULC: Un método para fabricar una rueda que tiene dos engranajes axialmente adyacentes formados sobre la misma, comprendiendo la preparación de una pieza […]
Procedimiento para la fabricación de un dispositivo de sincronización para una caja de cambios, del 9 de Abril de 2014, de DIEHL METALL STIFTUNG & CO. KG: Procedimiento para la fabricación de un componente de un dispositivo de sincronización para una caja de cambios, especialmente de un anillo de sincronización , […]
 Dentado de compactación superficial de material de sinterización con desviaciones especiales, del 13 de Junio de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para la fabricación de un dentado de engranaje recto de material de sinterización compactado, en el que, por medio de unos datos […]
Dentado de compactación superficial de material de sinterización con desviaciones especiales, del 13 de Junio de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para la fabricación de un dentado de engranaje recto de material de sinterización compactado, en el que, por medio de unos datos […]
 Elemento dentado sinterizado con compactación superficial localmente selectiva, del 28 de Mayo de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para fabricar un elemento dentado metálico superficialmente compactado que presenta unmaterial de sinterización compactado con una respectiva capa de borde […]
Elemento dentado sinterizado con compactación superficial localmente selectiva, del 28 de Mayo de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para fabricar un elemento dentado metálico superficialmente compactado que presenta unmaterial de sinterización compactado con una respectiva capa de borde […]