Compactación superficial de un dentado mediante la ayuda de un cálculo iterativo.
Procedimiento para la compactación superficial de un dentado para dar una forma final predeterminada,
en el quese calcula de manera iterativa un número de repeticiones de un movimiento de compactación de una herramienta deconformación para la compactación superficial de una superficie en la preforma, siendo calculado de maneraiterativa un número de pasadas hasta obtener una densidad superficial predeterminada y un avance de laherramienta de conformación, teniéndose en cuenta un componente elástico de un material sinterizado utilizado deldentado, penetrando la herramienta un poco más profundamente en la pieza tras haber obtenido un contorno finalpropiamente dicho.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/005472.
Solicitante: GKN SINTER METALS HOLDING GMBH.
Nacionalidad solicitante: Alemania.
Dirección: KREBSOGE 10 42477 RADEVORMWALD ALEMANIA.
Inventor/es: KOTTHOFF,Gerhard, LEUPOLD,BJÖRN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21H5/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21H FABRICACION DE ARTICULOS METALICOS ESPECIALES POR LAMINADO, p. ej. TORNILLOS, RUEDAS, ANILLOS, CILINDROS, BOLAS (principalmente a partir de chapas B21D). › B21H 5/00 Fabricación de ruedas dentadas. › de ruedas rectas.
- B22F5/08 B […] › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22F TRABAJO DE POLVOS METALICOS; FABRICACION DE OBJETOS A PARTIR DE POLVOS METALICOS; FABRICACION DE POLVOS METALICOS (fabricación de aleaciones mediante metalurgia de polvos C22C ); APARATOS O DISPOSITIVOS ESPECIALMENTE ADAPTADOS PARA POLVOS METALICOS. › B22F 5/00 Fabricación de piezas o de objetos a partir de polvos metálicos caracterizada por la forma particular del producto a realizar. › de piezas dentadas, p. ej. ruedas dentadas; de discos de levas.
- F16H55/06 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16H TRANSMISIONES. › F16H 55/00 Elementos con dientes o superficies de fricción para transmitir un movimiento; Tornillos sin fin, poleas o roldanas para mecanismos de transmisión (transmisiones de tornillo y tuerca F16H 25/00). › Empleo de materiales; Empleo de tratamientos de órganos dentados o tornillos sin fin que afectan a las propiedades intrínsecas del material.
PDF original: ES-2394924_T3.pdf
Fragmento de la descripción:
Compactación superficial de un dentado mediante la ayuda de un cálculo iterativo.
La presente invención se refiere a un procedimiento para la compactación superficial, a una utilización de una máquina y a un programa de ordenador correspondientes.
Los elementos de dentado sinterizados tales como, por ejemplo, ruedas dentadas fabricadas mediante metalurgia de polvos, se utilizan en campos muy extensos. Los materiales sinterizados presentan en general una densidad baja en comparación con materiales forjados de manera convencional hechos, por ejemplo, de acero. Por ello es deseable una compactación superficial de una pieza sinterizada.
De la disertación “Neue Verfahren zur Tragfähigkeitsteigerung von gesinterten Zahnräder”, Gerhard Kotthoff, tomo 23/2003, Shaker Verlag, ISBN 3-8322-2125-5, se desprenden investigaciones fundamentales partiendo de las cuales se ajusta, haciendo uso de traslados de la técnica de mecanizado, un laminación superficial de ruedas dentadas para el aumento de la densidad y de la resistencia.
La patente US nº 5.528.917 se refieren una máquina de laminación, gobernada mediante fuerza, en la cual se mecanizan ruedas dentadas fresadas cilíndricamente.
La presente invención se plantea el problema hacer posible una mejora de un curso de la resistencia de un elemento de dentado metálico que presenta un material sinterizado. La invención se plantea además el problema de simplificar un diseño de dentados hechos material sinterizado.
Este problema se resuelve mediante un procedimiento para la compactación superficial con las características de la reivindicación 1, con una utilización de una máquina con las características de la reivindicación 7 así como un producto de programa de ordenador según la reivindicación 8. En las reivindicaciones dependientes correspondientes se indican estructuraciones y perfeccionamientos ventajosos. Las características indicadas en cada caso en la descripción pueden ser conectadas, en general así como también de manera especial, con otras características para obtener perfeccionamientos. En especial no deben considerarse como limitantes los ejemplos indicados con sus correspondientes características. Las características indicadas allí se pueden conectar más bien también con otras características de otros ejemplos o de la descripción general.
De acuerdo con una idea de la invención, se propone un procedimiento para la compactación superficial de un dentado, calculándose de manera iterativa un cierto número de repeticiones de un movimiento de compactación de una herramienta de conformación para la compactación superficial de una superficie en la preforma para obtener una forma final predeterminada, calculándose de manera iterativa un número de pasadas hasta obtener una densidad superficial predeterminada y un avance de la herramienta de conformación, teniéndose en cuenta un componente elástico de un material sinterizado utilizado del dentado gracias a que, después de haberse alcanzado un contorno final propio, la herramienta penetra un poco más profundamente en la pieza. Preferentemente se calcula de manera iterativa una rodadura hasta alcanzarse una densidad superficial predeterminada. Un perfeccionamiento prevé que el avance de la herramienta de conformación se calcule de manera iterativa. De acuerdo con una estructuración tiene lugar menos de 20 veces una pasada de la preforma para la obtención de la geometría predeterminada de una forma final de la compactación superficial. Preferentemente, la pasada tiene lugar menos de 10 veces. En especial se lleva a cabo menos de 6 veces una pasada de la preforma, hasta que se alcanza una geometría predeterminada de una forma final de la compactación superficial. Al mismo tiempo hay que tener en cuenta que, de acuerdo con una estructuración, al alcanzarse la forma final no tiene lugar todavía una finalización de la compactación superficial. Más bien se hace pasar a continuación repetidas veces, en especial menos de 25 veces, preferentemente menos de 15 veces, la herramienta por encima se la superficie. Con ello se asegura la precisión de la forma superficial. Por lo demás se puede entender por pasada también una generación.
Se da a conocer además un procedimiento para la compactación superficial de un dentado en el cual se lleva a cabo una rodadura en un dentado de un material sinterizado, con el fin de compactar la preforma para dar la forma final de una compactación superficial. Por sentido contrario de giro cabe entender que se invierte un movimiento relativo entre la herramienta y la pieza. O bien gira la herramienta en la dirección opuesta a la dirección anterior o es la herramienta la que invierte su dirección de movimiento anterior. Un perfeccionamiento prevé que la pieza y la herramienta sean ralladas en cada caso. Por ello invierten ambas, en un caso de este tipo, también su dirección de movimiento.
Preferentemente se lleva a cabo, antes de la inversión del sentido de procesado, una breve descarga de la preforma mediante una herramienta de conformación. Esto impide la formación de material compactado en la zona de la inversión del movimiento y con ello un daño de por lo menos la superficie. Se consigue además continuar minimizando los problemas durante la fabricación gracias a que se redujo la presión de la herramienta sobre la pieza antes de iniciarse la inversión del movimiento. En este caso la herramienta puede permanecer en contacto con la pieza. Sin embargo, se puede soltar también brevemente de la superficie.
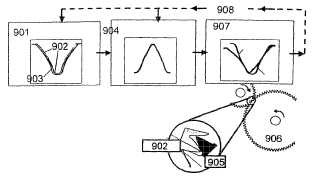
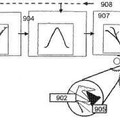
Se tiene en cuenta un componente elástico del material sinterizado utilizado gracias a que, después de alcanzarse el contorno final propiamente dicho, la herramienta penetra algo más profundamente en la pieza. Con ello se elimina un efecto “Spring-Back” del material sinterizado. La profundidad con la que penetra adicionalmente la herramienta y cuantas revoluciones más allá de la geometría final en la pieza dependen de diferentes parámetros. Preferentemente se determina mediante iteración en la cual intervienen diferentes parámetros tales como, por ejemplo, el material sinterizado utilizado, la temperatura, la densidad, la profundidad de la penetración, la dimensión, el contorno final.
En un perfeccionamiento del procedimiento para la fabricación de un elemento de dentado metálico, endurecido superficialmente por lo menos parcialmente, el cual presenta un material sinterizado compactado, se reviste una preforma del elemento de dentado con una medida excedente localmente selectiva hasta dar una medida final del elemento de dentado y es laminada, mediante por lo menos una herramienta de mortajar por generación, hasta una medida final, siendo compactado de manera variada localmente en una superficie el elemento de dentado, por lo menos en la zona de por lo menos un flanco y/o de un pie de un diente del elemento de dentado, para la generación de una capa de borde compactada.
Un elemento de dentado es, al mismo tiempo, por ejemplo una rueda dentada, una barra dentada, un talón, un rotor P, una corona dentada, una rueda dentada de cadena o similar. El material sinterizado compactado es fabricado, en especial, mediante procedimientos de la metalurgia de polvos. Por ejemplo, se sinteriza un polvo metálico, sometido a una presión en conexión con un tratamiento térmico. Demás, se moldea por inyección por ejemplo un polvo metálico en conexión con plástico así como se sinteriza en especial sometido a una presión preferentemente con un tratamiento térmico. Para la conformación de una pieza sinterizada se utiliza en especial un molde de sinterización, el cual presenta por lo menos aproximadamente la dimensión final del elemento de dentado que hay que fabricar. Preferentemente se utiliza como preforma la pieza que resulta directamente del proceso de sinterización. En otra variante se puede realizar después sin embargo también por lo menos un paso de procesamiento de la superficie. La preforma presenta, al mismo tiempo, un medida excedente la cual debe entenderse como diferencia con la medida final, estando definida la diferencia preferentemente de manera puntual perpendicular con respecto a la superficie.
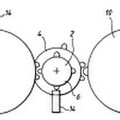
Como herramienta de mortajar por generación se utiliza, por ejemplo, un cilindro, el cual está dotado con un dentado, que se puede hacer engranar con el dentado del elemento de dentado. Una herramienta de mortajar por generación de este tipo se hace rodar, en especial sometida a presión, sobre la superficie de un elemento de dentado. Preferentemente se utilizan en especial simultáneamente dos o más herramientas de este tipo. Por ejemplo, se puede disponer una rueda dentada que hay que fabricar en posición central entre dos herramientas de mortajar por generación. Mediante... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la compactación superficial de un dentado para dar una forma final predeterminada, en el que se calcula de manera iterativa un número de repeticiones de un movimiento de compactación de una herramienta de conformación para la compactación superficial de una superficie en la preforma, siendo calculado de manera iterativa un número de pasadas hasta obtener una densidad superficial predeterminada y un avance de la herramienta de conformación, teniéndose en cuenta un componente elástico de un material sinterizado utilizado del dentado, penetrando la herramienta un poco más profundamente en la pieza tras haber obtenido un contorno final propiamente dicho.
2. Procedimiento para la compactación superficial de un dentado según la reivindicación 1, caracterizado porque una pasada de la preforma tiene lugar menos de 20 veces para obtener la geometría predeterminada de una forma final de la compactación superficial.
4. Procedimiento según la reivindicación 1, 2 ó 3, caracterizado porque la pasada de la preforma tiene lugar menos de 6 veces, hasta obtener una geometría predeterminada de una forma final de la compactación superficial.
6. Procedimiento según la reivindicación 5, caracterizado porque antes de una inversión de sentido de procesado 25 tiene lugar una breve descarga de la preforma mediante la herramienta de conformación.
7. Utilización de una máquina para la compactación superficial de un dentado con un programa de máquina para ajustar la compactación superficial del dentado con un procedimiento según una de las reivindicaciones 1 a 6, en el que un número de repeticiones de un movimiento de compactación de una herramienta de conformación para la compactación superficial en una preforma puede calcularse y realizarse de manera iterativa.
8. Producto de programa de ordenador con medios de codificación de programa, los cuales están almacenados en unos medios legibles por ordenador, para llevar a cabo un procedimiento según por lo menos una de las reivindicaciones 1 a 6, cuando se ejecuta el programa en un ordenador.
Patentes similares o relacionadas:
Procedimiento para la fabricación de un elemento de conexión para la transmisión de movimientos de giro así como elemento de conexión fabricado de este modo, del 15 de Marzo de 2017, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento para la fabricación de un elemento de conexión para la transmisión de movimientos de giro para un árbol articulado, presentando […]
Dispositivo y procedimiento para la producción de perfilados de piezas a modo de engranajes, del 12 de Octubre de 2016, de ERNST GROB AG: Dispositivo para la fabricación de piezas cilíndricas , las cuales presentan un perfilado definido, con una sujeción de pieza desplazable axialmente y girable […]
Planetario para un husillo de accionamiento rodante planetario, del 21 de Septiembre de 2016, de SCHAEFFLER TECHNOLOGIES GMBH & CO. KG: Planetario para un husillo de accionamiento rodante planetario en el que a lo largo de su eje planetario se configura una sección central con un diámetro mayor […]
Procedimiento y dispositivo para la fabricación de componentes metálicos rotacionalmente simétricos, del 27 de Abril de 2016, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento para la fabricación de componentes rotacionalmente simétricos de metal, especialmente acero, en el que se dispone de forma no giratoria una […]
 Método de fabricación de ruedas de engranaje perfiladas a partir de piezas brutas de metal en polvo, del 1 de Abril de 2015, de Stackpole International Powder Metal, ULC: Un método para fabricar una rueda que tiene dos engranajes axialmente adyacentes formados sobre la misma, comprendiendo la preparación de una pieza […]
Método de fabricación de ruedas de engranaje perfiladas a partir de piezas brutas de metal en polvo, del 1 de Abril de 2015, de Stackpole International Powder Metal, ULC: Un método para fabricar una rueda que tiene dos engranajes axialmente adyacentes formados sobre la misma, comprendiendo la preparación de una pieza […]
 Máquina de laminado en frío y procedimiento de laminado en frío, del 11 de Diciembre de 2013, de MAG IAS GMBH: Máquina de laminado en frío que comprende un primer soporte de vástago de laminado móvil y un segundosoporte de vástago de laminado móvil , por medio de los cuales […]
Máquina de laminado en frío y procedimiento de laminado en frío, del 11 de Diciembre de 2013, de MAG IAS GMBH: Máquina de laminado en frío que comprende un primer soporte de vástago de laminado móvil y un segundosoporte de vástago de laminado móvil , por medio de los cuales […]
 Dentado de compactación superficial de material de sinterización con desviaciones especiales, del 13 de Junio de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para la fabricación de un dentado de engranaje recto de material de sinterización compactado, en el que, por medio de unos datos […]
Dentado de compactación superficial de material de sinterización con desviaciones especiales, del 13 de Junio de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para la fabricación de un dentado de engranaje recto de material de sinterización compactado, en el que, por medio de unos datos […]
 Elemento dentado sinterizado con compactación superficial localmente selectiva, del 28 de Mayo de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para fabricar un elemento dentado metálico superficialmente compactado que presenta unmaterial de sinterización compactado con una respectiva capa de borde […]
Elemento dentado sinterizado con compactación superficial localmente selectiva, del 28 de Mayo de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para fabricar un elemento dentado metálico superficialmente compactado que presenta unmaterial de sinterización compactado con una respectiva capa de borde […]