Procedimiento y dispositivo para alimentar un agente expansivo.
Dispositivo para la alimentación de un agente expansivo para una máquina de procesamiento de material polimérico (1);
en el que la máquina de procesamiento de material polimérico (1) comprende una boquilla o tobera de descarga (10) para la descarga de material polimérico tratado; comprendiendo el dispositivo (11) para alimentar el agente expansivo un medio de equilibrado (14) para regular la alimentación del agente expansivo, una unidad de control (17) para controlar el medio de equilibrado (14), un primer medio de medición (15) para medir la presión con la que se alimenta el agente expansivo y un segundo medio de medición (16) para medir la presión en el interior de la máquina de procesamiento (1); la unidad de control (17) es capaz de controlar dicho medio de equilibrado (14) como una función de la presión medida por el primer medio de medición (15), de la presión medida por el segundo medio de medición (16) y de una densidad deseada dada para el material polimérico tratado; estando el dispositivo (11) caracterizado porque el segundo medio de medición (16) se sitúa en la boquilla o tobera de descarga (10) para medir la presión en el interior de la máquina de procesamiento (1) en la boquilla o tobera de descarga (10).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IT2003/000531.
Solicitante: CGR S.R.L.
Nacionalidad solicitante: Italia.
Dirección: VIA S. FILIPPO 3 REGGIO EMILIA ITALIA.
Inventor/es: FARABOLINI,PAOLO, RIVI,GIULIANO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C44/34 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación. › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
- B29C44/60 B29C 44/00 […] › Medida, control o regulación.
PDF original: ES-2308022_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo para alimentar un agente expansivo.
Campo técnico
La presente invención de refiere a un dispositivo para alimentar un agente expansivo.
En concreto, la presente invención se refiere a un dispositivo para alimentar un agente expansivo a una máquina de procesamiento de material polimérico; la máquina de procesamiento de material polimérico comprende una boquilla o tobera de descarga para la descarga de un material polimérico tratado. El dispositivo de alimentación del agente expansivo es capaz de añadir el agente expansivo al material polimérico causando de esta manera su expansión.
La presente invención encuentra una aplicación ventajosa en el campo de las máquinas de extrusión de material polimérico, a las que hace referencia la siguiente descripción sin perder ni un ápice de su generalidad por este motivo.
Técnica anterior
Durante el funcionamiento de las máquinas de extrusión, de tipo conocido, es relativamente difícil obtener un material polimérico extrudido que tenga una densidad básicamente constante a lo largo del tiempo. Además, cada vez que hay una variación en las condiciones operativas (por ejemplo temperatura y/o velocidad de extrusión) de la máquina y/o del material polimérico y/o del agente expansivo, es necesario llevar a cabo relativamente muchas pruebas para conseguir regular la alimentación del agente expansivo con el fin de obtener el material polimérico extrudido con una densidad que sea muy cercana a la densidad deseada.
El documento EP0995569 A2 describe un procedimiento para el moldeo por inyección de piezas de plástico moldeado a partir de material termoplástico que comprende las siguientes etapas: la producción de un fundido termoplástico por medio de la rotación de un tornillo plastificador e inyector en un cilindro preplastificador; la adición de un fluido al fundido termoplástico introduciendo el fluido en el cilindro preplastificador; el mezclado del fundido termoplástico al que se la se ha añadido el fluido, por medio del movimiento rotacional del tornillo plastificador e inyector; la inyección de la mezcla de fundido termoplástico y fluido a la cavidad de una herramienta de moldeo por inyección.
Descripción de la invención
El objeto de la presente invención es obtener un dispositivo para alimentar un agente expansivo que no tenga las desventajas anteriormente descritas y, sea al mismo tiempo barato de producir.
De acuerdo con la presente invención se realiza un dispositivo para alimentar el agente expansivo según lo reivindicado en la reivindicación 1.
La presente invención también se refiere a una máquina para la extrusión de material polimérico.
De acuerdo con la presente invención se realiza una máquina para la extrusión de material polimérico según lo reivindicado en la reivindicación 5.
La presente invención, en resumen, se refiere a un procedimiento para la extrusión de material polimérico.
De acuerdo con la presente invención se proporciona un procedimiento para la extrusión de material polimérico según lo reivindicado en la reivindicación 10.
Breve descripción del dibujo
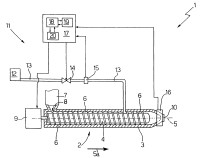
A continuación se procederá a describir la invención con relación a la figura adjunta, que ilustra de forma no limitativa un ejemplo de forma de realización; en concreto, la figura adjunta ilustra una vista esquemática lateral, y parcialmente en sección, de una máquina para la extrusión de material polimérico fabricada según la presente invención.
Forma de realización preferente de la invención
Con relación a la figura adjunta, el número de referencia 1 indica, como un todo, una máquina para la extrusión de material polimérico que incluye una extrusora 2 que, a su vez, comprende un cilindro 3 y un tornillo sin fin 4. El tornillo 4 se encuentra situado en el interior del cilindro 3 y es capaz de rotar alrededor de su eje longitudinal 5 para transportar el material polimérico al interior de un espacio de procesamiento 6 definido entre el tornillo 4 y el cilindro 3. El material polimérico, en uso, se transporta al interior del espacio 6 en una dirección de alimentación 5a paralela al eje 5. Según las formas de realización preferentes, el material polimérico puede contener agentes de nucleación de tipo básicamente conocido.
La extrusora 2 también incluye una tolva 7, que es capaz de alimentar el material polimérico al interior del espacio 6 a través de una abertura 8 del cilindro 3, y un motor 9 capaz de rotar el tornillo 4. El cilindro 3 está delimitado en su parte frontal por una boquilla o tobera de descarga 10, a través de la cual, en uso, se descarga un material polimérico extrudido.
La máquina 1 también incluye un dispositivo 11 para alimentar un agente expansivo que incluye una fuente 12 del agente expansivo y una línea de alimentación 13 para transportar el agente expansivo proveniente de la fuente 12 al interior del espacio 6 de manera que el agente expansivo se añade al agente polimérico. El dispositivo 11 también incluye una válvula de equilibrado 14, que se sitúa a lo largo de la línea 13 y es capaz de controlar el flujo del agente expansivo en la línea 13 (es decir de regular la presión a la que se alimenta el agente expansivo a la extrusora 2), y un sensor de presión 15, que se dispone a lo largo de la línea 13, después de la válvula de equilibrado 14, y es capaz de medir la presión a la que se alimenta el agente expansivo a la extrusora 2. El dispositivo 11 también incluye un sensor de presión 16, que es resistente a temperaturas superiores a los 400ºC, y se dispone en la boquilla o tobera 10 y es capaz de medir la presión en el interior del espacio 6 en la boquilla o tobera 10.
Es importante subrayar que, durante la extrusión del material polimérico, el espacio 6 se mantiene a una temperatura de entre 160ºC y 400ºC por medio de unas unidades de calentamiento (de tipo conocido y no mostrado) y que, por tanto, es necesario que el sensor 16 sea capaz de resistir tales temperaturas.
El agente expansivo puede ser una mezcla de sustancias o únicamente una sustancia capaz de ejercer un efecto expansivo sobre el material polimérico. Según las formas de realización preferentes, el agente expansivo es un gas inerte, en concreto nitrógeno y/o dióxido de carbono.
La máquina 1 incluye, en resumen, una unidad de control 17 eléctricamente conectada al motor 9, a los sensores 15 y 16 y a la válvula de equilibrado 14. La unidad de control es capaz de controlar la válvula de equilibrado 14 dependiendo de las presiones medidas por los sensores 15 y 16 respectivamente. En concreto, la unidad de control 17 es capaz de controlar la válvula de equilibrado 14 dependiendo de la diferencia entre las presiones medidas por los sensores 15 y 16, preferentemente, en base a una función de proporcionalidad inversa de primer grado entre la densidad del material polimérico extrudido y la diferencia entre las presiones.
La función de proporcionalidad inversa de primer grado es del siguiente tipo:
En la que ΔP es la diferencia entre las presiones medidas por los sensores 15 y 16, δ es la densidad del material polimérico extrudido, a y b son constantes; los valores de las constantes a y b dependen tanto del tipo de extrusora 2, como del tipo de material polimérico utilizado.
La unidad de control 17 incluye una unidad de entrada de datos 18 para la introducción de los datos a la misma unidad de control 17, relacionados con la densidad de un material polimérico extrudido, y una unidad de procesamiento de datos 19 para procesar, durante los procedimientos de configuración, la función de proporcionalidad anteriormente indicada (es decir, calcular a y b) en base a los datos introducidos en la unidad de entrada de datos 18 y a las presiones medidas por los sensores 15 y 16.
La unidad de entrada de datos 18 comprende, preferentemente, un teclado y/o u dispositivo de tipo puntero (ambos de tipo conocido y no mostrados), por medio de los cuales un operador puede introducir manualmente los datos indicados relacionados con la densidad del material polimérico extrudido.
La unidad de control 17 incluye, en resumen, una unidad de visualización 20 que comprende, preferentemente, una pantalla (de tipo conocido y no mostrado)... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo para la alimentación de un agente expansivo para una máquina de procesamiento de material polimérico (1); en el que la máquina de procesamiento de material polimérico (1) comprende una boquilla o tobera de descarga (10) para la descarga de material polimérico tratado; comprendiendo el dispositivo (11) para alimentar el agente expansivo un medio de equilibrado (14) para regular la alimentación del agente expansivo, una unidad de control (17) para controlar el medio de equilibrado (14), un primer medio de medición (15) para medir la presión con la que se alimenta el agente expansivo y un segundo medio de medición (16) para medir la presión en el interior de la máquina de procesamiento (1); la unidad de control (17) es capaz de controlar dicho medio de equilibrado (14) como una función de la presión medida por el primer medio de medición (15), de la presión medida por el segundo medio de medición (16) y de una densidad deseada dada para el material polimérico tratado; estando el dispositivo (11) caracterizado porque el segundo medio de medición (16) se sitúa en la boquilla o tobera de descarga (10) para medir la presión en el interior de la máquina de procesamiento (1) en la boquilla o tobera de descarga (10).
2. Dispositivo según la reivindicación 1, en el que la unidad de control (17) es capaz de controlar el medio de equilibrado dependiendo de la diferencia entre la presión medida por el primer medio de medición (15) y la presión medida por el segundo medio de medición (16).
3. Dispositivo según la reivindicación 1 o la reivindicación 2, en el que dicha unidad de control (17) presenta unos medios de entrada de datos (18) para introducir datos relacionados con la densidad del material polimérico tratado y unos medios de procesamiento de datos (19) para procesar una función de proporcionalidad entre la densidad del material polimérico tratado y la diferencia entre la presión medida por el primer medio de medición (15) y la presión medida por el segundo medio de medición (16); siendo la unidad de control (17) capaz de controlar el medio de equilibrado (14) en base a dicha función de proporcionalidad.
4. Dispositivo según la reivindicación 1, en el que dicha función de proporcionalidad es una función de proporcionalidad inversa de primer grado.
5. Máquina de procesamiento de material polimérico, que comprende un dispositivo de alimentación (11) según la reivindicación 1.
6. Máquina de procesamiento de material polimérico, que comprende un dispositivo de alimentación (11) según la reivindicación 2.
7. Máquina de procesamiento de material polimérico, que comprende un dispositivo de alimentación (11) según la reivindicación 3.
8. Máquina de procesamiento de material polimérico, que comprende un dispositivo de alimentación (11) según la reivindicación 4.
9. Máquina según una de las reivindicaciones 5 a 8, en la que dicho medio de equilibrado (14) es capaz de regular la alimentación del agente expansivo.
10. Procedimiento para el procesamiento de un material polimérico que comprende una etapa de descarga para extrudir material polimérico tratado a través de una boquilla o tobera de descarga (10), una etapa de alimentación para añadir el agente expansivo al material polimérico, una primera etapa de medición para medir la presión del agente expansivo alimentado; siendo la etapa de alimentación y la primera etapa de medición concurrentes; estando el procedimiento caracterizado porque comprende una segunda etapa de medición para medir la presión durante la etapa de descarga en dicha boquilla o tobera de descarga (10), y una etapa de equilibrado para variar la diferencia entre la presión del agente expansivo alimentado y la presión en la boquilla o tobera de descarga (10) como una función de las presiones medidas durante dicha primera etapa de medición y dicha segunda etapa de medición y de una densidad deseada dada del material polimérico tratado.
11. Procedimiento según la reivindicación 10, en el que en la etapa de equilibrado, la primera etapa de medición y la segunda etapa de medición son concurrentes.
12. Procedimiento según la reivindicación 10 o la reivindicación 11, en el que durante dicha etapa de equilibrado la presión del agente expansivo se regula como una función de la densidad deseada dada y de la diferencia entre la presión medida durante la primera etapa de medición y la presión medida durante la segunda etapa de medición.
13. Procedimiento según una de las reivindicaciones 10 a 12, y que comprende una etapa de configuración para procesar una función de proporcionalidad entre la densidad del material polimérico tratado y la diferencia entre la presión medida durante la primera etapa de medición y la presión medida durante la segunda etapa de medición; siendo regulada la presión del agente expansivo alimentado durante dicha etapa de equilibrado en base a dicha función de proporcionalidad.
14. Procedimiento según la reivindicación 13, en el que dicha función de proporcionalidad es una función de proporcionalidad inversa de primer grado.
15. Procedimiento según una de las reivindicaciones 11 a 14, en el que durante dicha etapa de equilibrado se regula la presión del agente expansivo alimentado.
Patentes similares o relacionadas:
Procedimiento para producir un cuerpo de espuma por extrusión y dispositivo de extrusión para producir un cuerpo de espuma, del 10 de Junio de 2020, de VAN LÜCK, Frank: Procedimiento para producir un cuerpo de espuma por extrusión, que comprende: - generar una masa fundida de plástico dentro de una envoltura […]
Bloque de aislamiento, del 27 de Mayo de 2020, de Finnfoam Oy: Una placa de aislamiento de polímero expandido que comprende primera y segunda superficies paralelas grandes y primer y segundo bordes laterales largos […]
Dispositivo de medida de densidad aparente para partículas pre-expandidas y método para medir la densidad aparente de partículas pre-expandidas, del 13 de Mayo de 2020, de KANEKA CORPORATION: Un dispositivo adecuado para medir la densidad aparente de partículas pre-expandidas contraídas, donde el dispositivo comprende: un recipiente A en el que […]
Cabezal de tubo de extrusión para el espumado continuo, del 13 de Mayo de 2020, de W. MULLER GMBH: Cabezal de extrusión para la fabricación de preformas tubulares a partir de plástico extruíble, las cuales están construidas a partir de al menos una primera […]
Dispositivo de envasado controlado térmicamente y método de fabricación, del 8 de Abril de 2020, de SONOCO DEVELOPMENT, INC.: Un dispositivo de cambio de fase para controlar la temperatura dentro de un entorno, que comprende: un material de espuma tanto con […]
 Procedimiento en molde para producir nanoespuma, del 25 de Marzo de 2020, de DDP Specialty Electronic Materials US, Inc: Un procedimiento para preparar nanoespuma que comprende las siguientes etapas:
a. proporcionar un molde que tiene una cavidad del […]
Procedimiento en molde para producir nanoespuma, del 25 de Marzo de 2020, de DDP Specialty Electronic Materials US, Inc: Un procedimiento para preparar nanoespuma que comprende las siguientes etapas:
a. proporcionar un molde que tiene una cavidad del […]
Aparato y procedimiento para la producción de embriones de espuma expandida, del 18 de Marzo de 2020, de DIAB INTERNATIONAL AB: Un procedimiento para producir un embrión espumable que tiene un volumen Vfinal usando moldeo por inyección, que comprende las etapas de: - proporcionar […]
Método de fabricación de un panel sándwich, del 19 de Febrero de 2020, de FITS HOLDING BV: Método de fabricación de un panel sándwich que comprende las etapas de: a) una etapa de montaje de proporcionar un conjunto en forma de placa de una primera […]