Procedimiento para producir un cuerpo de espuma por extrusión y dispositivo de extrusión para producir un cuerpo de espuma.
Procedimiento para producir un cuerpo de espuma por extrusión,
que comprende:
- generar una masa fundida de plástico dentro de una envoltura (131) de una primera extrusora (20); y
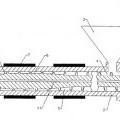
- transportar la masa fundida de plástico a una boquilla de salida (50) de una segunda extrusora (40), que presenta un dispositivo de husillo de extrusora (142), presentando la masa fundida de plástico transportada agentes de expansión y expandiéndose después de haberse guiado a través de la boquilla de salida (50), transportándose y/o mezclándose, en primeras secciones longitudinales (1.1, 1.2) del dispositivo de husillo de extrusora (142) de la segunda extrusora (40), la masa fundida de plástico y transportándose, en segundas secciones longitudinales (2.1, 2.2) del dispositivo de husillo de extrusora (142) de la segunda extrusora (40), la masa fundida de plástico y acumulándose presión en la masa fundida de plástico, guiándose la masa fundida de plástico alternativamente a través de primeras y segundas secciones longitudinales (1.1 - 2.2) y, por ello, reduciéndose las diferencias de temperatura entre las diferentes posiciones radiales en la sección transversal de la masa fundida de plástico antes de guiar la masa fundida de plástico a través de la boquilla de salida (50) y guiándose la masa fundida de plástico homogenizada térmicamente de esta manera a través de la boquilla de salida (50), y no estando conectados el accionamiento (222) para la primera extrusora (20) y el accionamiento (242) para la segunda extrusora (40) directamente entre sí de manera que transmiten movimiento y accionándose individualmente, acumulando presión las segundas secciones longitudinales de tal manera que se compensen pérdidas de presión debido a las primeras secciones o debido a otras estructuras entremezcladas y mediante lo cual, aparte de eso, determinándose la presión aguas arriba de la segunda extrusora (40) solo por la velocidad de giro de la segunda extrusora (40), pero no por la presión en la boquilla de salida y, aparte de eso, mezclándose porcentajes de la masa fundida de plástico que están presentes en diferentes posiciones radiales antes de que la masa fundida de plástico se alimente a la segunda extrusora (40),
- mezclándose los porcentajes, antes de alimentarse a la segunda extrusora (40), en la primera extrusora (20) por medio de un dispositivo de homogeneización de un dispositivo de husillo de extrusora de la primera extrusora;
- mezclándose los porcentajes, antes de alimentarse a la segunda extrusora (40), en un conducto de masa fundida (230) a través de la cual la masa fundida de plástico se guía desde la primera extrusora (20) hacia la segunda extrusora (40), estando previstos en el conducto de masa fundida elementos de mezcla que mezclan los porcentajes en el conducto de masa fundida (230) y/o el conducto de masa fundida (230) presenta un dispositivo de regulación de temperatura que absorbe calor de la masa fundida de plástico ubicada en el conducto de masa fundida (230) o lo suministra; y/o
- mezclándose los porcentajes, antes de alimentarse a la segunda extrusora (40), en una extrusora de conexión (130) que transporta la masa fundida de plástico desde la primera extrusora (120) hacia la segunda extrusora (140), y que transporta en particular la masa fundida de plástico por medio de varias brocas de husillo (134), que están distribuidas coaxialmente respecto al eje longitudinal de la extrusora de conexión (130), y/o mezclándose porcentajes de la masa fundida de plástico que están presentes en diferentes posiciones radiales antes de que la masa fundida de plástico pase a través de la boquilla de salida (50) de la segunda extrusora (40),
- mezclándose los porcentajes, antes de alimentarse a la boquilla de salida (50), en la segunda extrusora (40) por medio de un dispositivo de homogeneización de un dispositivo de husillo de extrusora de la segunda extrusora (40);
- mezclándose los porcentajes, antes de alimentarse a la boquilla de salida (50), en una conexión (52) a través de la cual se alimenta la masa fundida de plástico de la boquilla de salida (50), estando previstos en la conexión (52) elementos de mezcla, que mezclan los porcentajes en la conexión (52) y/o presentando la conexión (52) un dispositivo de regulación de temperatura que absorbe calor de la masa fundida de plástico ubicada en la conexión o lo suministra, estando configurada la conexión en particular como un conducto de masa fundida (230); y/o
- mezclándose los porcentajes, antes de alimentarse a la boquilla de salida (50), en la conexión (52), que está configurada como una extrusora de conexión (130) como parte de una sección de extremo de la segunda extrusora (40), alimentando la conexión (52) la masa fundida de plástico de aquella sección de la segunda extrusora (40) que se encuentra delante de la sección de extremo, la boquilla de salida (50), la cual, al igual que la conexión (52), pertenece a la sección de extremo de la segunda extrusora (40), transportando dentro de la conexión (52) un dispositivo de husillo de extrusora (132), en particular con varias brocas de husillo, la masa fundida de plástico.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2014/058634.
Solicitante: VAN LÜCK, Frank.
Inventor/es: VAN LÜCK,FRANK.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C44/34 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación. › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
- B29C48/36 B29C […] › B29C 48/00 Moldeo por extrusión, p. ej. el material a moldear se hace pasar por una salida o boquilla que proporciona al material la forma deseada; aparatos al efecto (moldeo por extrusión soplado B29C 49/04). › Medios para plastificar u homogeneizar el material de moldeo o forzarlo a través de la boquilla o matriz.
- B29C48/38 B29C 48/00 […] › que emplean dos o más tornillos dispuestos en serie en el mismo cilindro.
- B29C48/395 B29C 48/00 […] › utilizando tornillos rodeados por un cilindro cooperativo, p. ej. extrusores de un único tornillo.
- B29C48/42 B29C 48/00 […] › Tornillos que no son idénticos o no son inversos.
PDF original: ES-2809525_T3.pdf
Patentes similares o relacionadas:
Bloque de aislamiento, del 27 de Mayo de 2020, de Finnfoam Oy: Una placa de aislamiento de polímero expandido que comprende primera y segunda superficies paralelas grandes y primer y segundo bordes laterales largos […]
Dispositivo de medida de densidad aparente para partículas pre-expandidas y método para medir la densidad aparente de partículas pre-expandidas, del 13 de Mayo de 2020, de KANEKA CORPORATION: Un dispositivo adecuado para medir la densidad aparente de partículas pre-expandidas contraídas, donde el dispositivo comprende: un recipiente A en el que […]
Cabezal de tubo de extrusión para el espumado continuo, del 13 de Mayo de 2020, de W. MULLER GMBH: Cabezal de extrusión para la fabricación de preformas tubulares a partir de plástico extruíble, las cuales están construidas a partir de al menos una primera […]
Dispositivo de envasado controlado térmicamente y método de fabricación, del 8 de Abril de 2020, de SONOCO DEVELOPMENT, INC.: Un dispositivo de cambio de fase para controlar la temperatura dentro de un entorno, que comprende: un material de espuma tanto con […]
 Procedimiento en molde para producir nanoespuma, del 25 de Marzo de 2020, de DDP Specialty Electronic Materials US, Inc: Un procedimiento para preparar nanoespuma que comprende las siguientes etapas:
a. proporcionar un molde que tiene una cavidad del […]
Procedimiento en molde para producir nanoespuma, del 25 de Marzo de 2020, de DDP Specialty Electronic Materials US, Inc: Un procedimiento para preparar nanoespuma que comprende las siguientes etapas:
a. proporcionar un molde que tiene una cavidad del […]
Aparato y procedimiento para la producción de embriones de espuma expandida, del 18 de Marzo de 2020, de DIAB INTERNATIONAL AB: Un procedimiento para producir un embrión espumable que tiene un volumen Vfinal usando moldeo por inyección, que comprende las etapas de: - proporcionar […]
Método de fabricación de un panel sándwich, del 19 de Febrero de 2020, de FITS HOLDING BV: Método de fabricación de un panel sándwich que comprende las etapas de: a) una etapa de montaje de proporcionar un conjunto en forma de placa de una primera […]
 DISPOSITIVO Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ESPUMAS ESTRUCTURALES IMPULSADAS FÍSICAMENTE EN EL PROCESO DE FUNDICIÓN POR INYECCIÓN UTILIZANDO ELEMENTOS MEZCLADORES DINÁMICOS, del 26 de Mayo de 2011, de PEGUFORM GMBH: Dispositivo para la fabricación de piezas moldeadas de plástico espumoso en el proceso de fundición por inyección, con preferencia utilizando un agente propulsor físico, […]
DISPOSITIVO Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ESPUMAS ESTRUCTURALES IMPULSADAS FÍSICAMENTE EN EL PROCESO DE FUNDICIÓN POR INYECCIÓN UTILIZANDO ELEMENTOS MEZCLADORES DINÁMICOS, del 26 de Mayo de 2011, de PEGUFORM GMBH: Dispositivo para la fabricación de piezas moldeadas de plástico espumoso en el proceso de fundición por inyección, con preferencia utilizando un agente propulsor físico, […]