Procedimiento en molde para producir nanoespuma.
Un procedimiento para preparar nanoespuma que comprende las siguientes etapas:
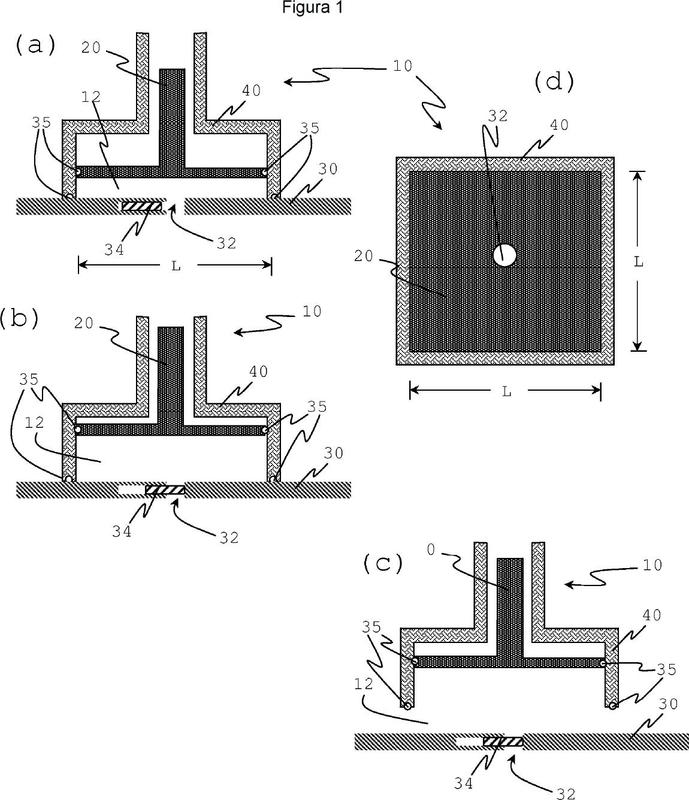
a. proporcionar un molde (10) que tiene una cavidad (12) del molde definida por las paredes del molde, comprendiendo las paredes del molde por lo menos tres piezas que forman un recinto cerrado alrededor de la cavidad del molde, mientras que por lo menos una pared es móvil con respecto a las otras paredes, en el que las tres piezas son la placa (20) superior y la placa inferior (30) opuestas y las placas (40) laterales orientadas de tal manera que las placas laterales se extienden entre las placas superior e inferior, teniendo el molde (10) además un puerto (32) sellable que proporciona acceso a la cavidad (12) del molde cuando está abierto y sella la cavidad del molde cuando está cerrado;
b. proporcionar una mezcla de polímero espumable que comprende un polímero y un agente de expansión, en el que el polímero se selecciona de un grupo que consiste en copolímeros de estireno y acrilonitrilo y polímeros de acrilato, y la mezcla de polímero espumable está a una temperatura y presión en la que a la temperatura la presión es por lo menos de 690 kilopascales por encima de la presión necesaria para disolver completamente el agente de expansión en el polímero;
c. introducir la mezcla de polímero espumable en la cavidad (12) de molde del molde (10) mientras se mantiene una temperatura y presión, en el que a la temperatura la presión es por lo menos de 690 kilopascales por encima de la presión necesaria para disolver completamente el agente de expansión en el polímero y controlar la presión controlando la velocidad combinada de introducción de la mezcla de polímero espumable en la cavidad (12) del molde y movimiento de una pared del molde para incrementar el volumen de la cavidad del molde; y
d. liberar la presión alrededor de la mezcla de polímero espumable moviendo por lo menos una pieza de la pared del molde a una velocidad de por lo menos 45 centímetros por segundo para incrementar el volumen dentro del molde (10) provocando por ello que la mezcla de polímero espumable se expanda en forma de una nanoespuma que tiene un porosidad de por lo menos 60 por ciento, un volumen de por lo menos 100 centímetros cúbicos y por lo menos dos dimensiones ortogonales de cuatro centímetros o más.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2015/031655.
Solicitante: DDP Specialty Electronic Materials US, Inc.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 974 Centre Road Wilmington, DE 19805 ESTADOS UNIDOS DE AMERICA.
Inventor/es: COSTEUX,STEPHANE, BEAUDOIN,Daniel A, KIM,HYUNWOO, FOETHER,DEVIN A.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C44/34 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación. › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
- B29K105/04 B29 […] › B29K SISTEMA DE INDEXACION ASOCIADO A LAS SUBCLASES B29B, B29C O B29D, RELATIVO A LAS MATERIAS A MOLDEAR O MATERIALES DE REFUERZO, CARGAS O PREFORMADAS, p. ej. INSERCIONES. › B29K 105/00 Presentación, forma o estado de la materia moldeada. › celular o porosa.
PDF original: ES-2797055_T3.pdf
Reivindicaciones:
1. Un procedimiento para preparar nanoespuma que comprende las siguientes etapas:
a. proporcionar un molde (10) que tiene una cavidad (12) del molde definida por las paredes del molde, comprendiendo las paredes del molde por lo menos tres piezas que forman un recinto cerrado alrededor de la cavidad del molde, mientras que por lo menos una pared es móvil con respecto a las otras paredes, en el que las tres piezas son la placa (20) superior y la placa inferior (30) opuestas y las placas (40) laterales orientadas de tal manera que las placas laterales se extienden entre las placas superior e inferior, teniendo el molde (10) además un puerto (32) sellable que proporciona acceso a la cavidad (12) del molde cuando está abierto y sella la cavidad del molde cuando está cerrado;
b. proporcionar una mezcla de polímero espumable que comprende un polímero y un agente de expansión, en el que el polímero se selecciona de un grupo que consiste en copolímeros de estireno y acrilonitrilo y polímeros de acrilato, y la mezcla de polímero espumable está a una temperatura y presión en la que a la temperatura la presión es por lo menos de 690 kilopascales por encima de la presión necesaria para disolver completamente el agente de expansión en el polímero;
c. introducir la mezcla de polímero espumable en la cavidad (12) de molde del molde (10) mientras se mantiene una temperatura y presión, en el que a la temperatura la presión es por lo menos de 690 kilopascales por encima de la presión necesaria para disolver completamente el agente de expansión en el polímero y controlar la presión controlando la velocidad combinada de introducción de la mezcla de polímero espumable en la cavidad (12) del molde y movimiento de una pared del molde para incrementar el volumen de la cavidad del molde; y
d. liberar la presión alrededor de la mezcla de polímero espumable moviendo por lo menos una pieza de la pared del molde a una velocidad de por lo menos 45 centímetros por segundo para incrementar el volumen dentro del molde (10) provocando por ello que la mezcla de polímero espumable se expanda en forma de una nanoespuma que tiene un porosidad de por lo menos 60 por ciento, un volumen de por lo menos 100 centímetros cúbicos y por lo menos dos dimensiones ortogonales de cuatro centímetros o más.
2. El procedimiento de la reivindicación 1, en el que el molde (10) en la etapa (a) se caracteriza además por el hecho de que las placas (40) laterales son una sola pieza que se coloca encima y se sella contra la placa (30) inferior y la placa (20) superior encaja dentro y se sella contra las placas laterales siendo móvil dentro de las placas laterales y en el que la placa superior se mueve dentro de las placas laterales para incrementar el volumen de la cavidad del molde durante la introducción de la mezcla de polímero espumable en la cavidad (12) del molde en la etapa (c) .
3. El procedimiento de cualquier reivindicación anterior, caracterizado además por liberar la presión en la etapa (d) moviendo secuencialmente la placa (20) superior con relación a las placas (40) laterales y a continuación moviendo las placas laterales con relación a la placa (30) inferior para dejar la espuma resultante sobre la placa inferior libre de las placas laterales y la placa superior.
4. El procedimiento de cualquier reivindicación anterior, caracterizado además por el hecho de que el agente de expansión consiste en dióxido de carbono.
5. El procedimiento de cualquier reivindicación anterior, caracterizado además por el hecho de que la cavidad (12) del molde tiene dos dimensiones ortogonales antes de la etapa (d) que son cada una de por lo menos cuatro centímetros.
6. El procedimiento de cualquier reivindicación anterior, en el que la mezcla de polímero espumable se proporciona en la etapa (b) desde un extrusor que dirige la mezcla de polímero espumable hacia la cavidad (12) del molde en la etapa (c) a través de una válvula (34) de compuerta de manera semicontinua por lo que las etapas (b) , (c) y (d) se repiten en un ciclo con una etapa adicional (e) de retirar la nanoespuma de la cavidad del molde después de la etapa (d) en el ciclo.
7. El procedimiento de cualquier reivindicación anterior, que se caracteriza además por tener una etapa posterior a la expansión después de la etapa (d) en la que la espuma resultante se expone al calor y opcionalmente al vapor para expandirse adicionalmente.
Patentes similares o relacionadas:
Procedimiento para producir un cuerpo de espuma por extrusión y dispositivo de extrusión para producir un cuerpo de espuma, del 10 de Junio de 2020, de VAN LÜCK, Frank: Procedimiento para producir un cuerpo de espuma por extrusión, que comprende: - generar una masa fundida de plástico dentro de una envoltura […]
Bloque de aislamiento, del 27 de Mayo de 2020, de Finnfoam Oy: Una placa de aislamiento de polímero expandido que comprende primera y segunda superficies paralelas grandes y primer y segundo bordes laterales largos […]
Dispositivo de medida de densidad aparente para partículas pre-expandidas y método para medir la densidad aparente de partículas pre-expandidas, del 13 de Mayo de 2020, de KANEKA CORPORATION: Un dispositivo adecuado para medir la densidad aparente de partículas pre-expandidas contraídas, donde el dispositivo comprende: un recipiente A en el que […]
Cabezal de tubo de extrusión para el espumado continuo, del 13 de Mayo de 2020, de W. MULLER GMBH: Cabezal de extrusión para la fabricación de preformas tubulares a partir de plástico extruíble, las cuales están construidas a partir de al menos una primera […]
Dispositivo de envasado controlado térmicamente y método de fabricación, del 8 de Abril de 2020, de SONOCO DEVELOPMENT, INC.: Un dispositivo de cambio de fase para controlar la temperatura dentro de un entorno, que comprende: un material de espuma tanto con […]
Aparato y procedimiento para la producción de embriones de espuma expandida, del 18 de Marzo de 2020, de DIAB INTERNATIONAL AB: Un procedimiento para producir un embrión espumable que tiene un volumen Vfinal usando moldeo por inyección, que comprende las etapas de: - proporcionar […]
Método de fabricación de un panel sándwich, del 19 de Febrero de 2020, de FITS HOLDING BV: Método de fabricación de un panel sándwich que comprende las etapas de: a) una etapa de montaje de proporcionar un conjunto en forma de placa de una primera […]
 DISPOSITIVO Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ESPUMAS ESTRUCTURALES IMPULSADAS FÍSICAMENTE EN EL PROCESO DE FUNDICIÓN POR INYECCIÓN UTILIZANDO ELEMENTOS MEZCLADORES DINÁMICOS, del 26 de Mayo de 2011, de PEGUFORM GMBH: Dispositivo para la fabricación de piezas moldeadas de plástico espumoso en el proceso de fundición por inyección, con preferencia utilizando un agente propulsor físico, […]
DISPOSITIVO Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ESPUMAS ESTRUCTURALES IMPULSADAS FÍSICAMENTE EN EL PROCESO DE FUNDICIÓN POR INYECCIÓN UTILIZANDO ELEMENTOS MEZCLADORES DINÁMICOS, del 26 de Mayo de 2011, de PEGUFORM GMBH: Dispositivo para la fabricación de piezas moldeadas de plástico espumoso en el proceso de fundición por inyección, con preferencia utilizando un agente propulsor físico, […]