PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACIÓN DE PRODUCTOS TEXTILES ESPUMADOS POR DETRÁS Y PERMEABLES AL AIRE.
Procedimiento para la fabricación de productos espumados por detrás y permeables al aire,
tales como unas piezas de alfombra espumadas por detrás como revestimiento de suelos de un vehículo automóvil, almohadillados de asientos, reposacabezas o similares, con las etapas siguientes introducir un producto textil en un molde (10), cerrar el molde (10) e inyectar los productos de reacción para la formación de la espuma, dejar que reaccionen los productos de reacción mediante la reducción simultánea de la presión que se forma durante la reacción a través de por lo menos una abertura de expansión (5) en la mitad del molde (10) alejada del producto introducido, de tal manera que ni los productos de reacción ni la espuma que se forma mediante la reacción de los productos de reacción atraviese el producto textil, caracterizado porque, el producto textil está libre de la interposición de una lámina o similar, próximo al lado posterior del producto textil, regulándose la reducción de la presión, de tal manera que se regule el grado de apertura de una válvula (27) asociada a la abertura de expansión (5) hacia una fuente de depresión (12, 13)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2005/006360.
Solicitante: INTERNATIONAL AUTOMOTIVE COMPONENTS GROUP GMBH.
Nacionalidad solicitante: Alemania.
Dirección: KRÜTZPOORT 16 47804 KREFELD ALEMANIA.
Inventor/es: FRESER-WOLZENBURG,Thomas,c/o Stankiewicz GmbH.
Fecha de Publicación: .
Fecha Solicitud PCT: 14 de Junio de 2005.
Clasificación Internacional de Patentes:
- B29C44/12K
- B29C44/34G
- B29C44/60 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación. › Medida, control o regulación.
Clasificación PCT:
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania.
PDF original: ES-2359143_T3.pdf
Fragmento de la descripción:
La presente invención se refiere a un procedimiento y a un dispositivo para la fabricación de productos textiles espumados por detrás y permeables al aire, tales como piezas de alfombra espumadas por detrás como revestimiento de suelos de vehículos automóviles, almohadillados de asientos, reposacabezas y similares, así como a un producto textil espumado por detrás y permeable al aire de este tipo. 5
Los productos mencionados son representantes típicos de productos textiles permeables al aire de este tipo, que deben ser espumados en un lado posterior alejado del lado útil o visible.
En el caso de revestimientos de suelos de un vehículo automóvil, la pieza de alfombra espumada por detrás sirve no sólo como compensación de irregularidades de un suelo de vehículo automóvil con respecto a la estructura de la superficie deseada en el habitáculo del vehículo automóvil, sino también para el alojamiento de conductos y para la 10 insonorización y amortiguación de ruidos no deseados. En el caso de la pieza de alfombra se trata de un producto textil permeable al aire, por regla general, un velo de alfombra, con el cual se ha hecho “tufting” (sistema de tisaje para alfombras de penachos de pelo) en un portador de alfombra textil permeable al aire.
En los almohadillados de asiento, reposacabezas y similares, el espumado por detrás del producto textil sirve de nuevo, en general de una materia, para proporcionar al almohadillado de asiento o la reposacabezas una forma 15 deseada que mejora la postura al sentarse. En este caso, los efectos acústicos son relativamente secundarios, más bien es importante que además se consiga una comodidad climática muy buena. Por ello, se entiende la propiedad de que el aire pueda circular a través del producto textil también en el estado espumado por detrás, con lo cual puede transportarse la humedad del aire y puede circular también, de manera sencilla, el aire, para obtener con respecto a la temperatura ambiente y la humedad ambiental una rápida compensación, en particular también cuando una persona 20 utiliza el almohadillado de asiento o el reposacabezas.
Típicamente, se introduce para la fabricación usualmente el producto textil permeable al aire, por ejemplo, una pieza cortada a medida de alfombra, etc., en un molde con el lado útil o visible en contacto con una mitad del molde. A continuación se cierra el molde y tiene lugar la inyección del producto de reacción para la formación de la espuma que forma el espumado por detrás, como, por ejemplo, una espuma de poliuretano. Durante la reacción del producto de 25 reacción se forma una presión relativamente alta. Gracias a que el producto textil es permeable al aire, normalmente se trata de un género de punto, un género de malla o similares, con una gran porosidad, puede llegar, gracias a la acción de fuerzas capilares, por lo menos uno de los productos de reacción, posiblemente todos, a través de los poros o aberturas del tejido hacia el lado visible del producto textil, y adherir allí unas piezas previstas. La espuma que se forma puede pasar también a través de estos poros. Esto es altamente indeseado. Los productos textiles espumados por 30 detrás, en los cuales el lado visible presenta adhesiones o en los cuales la espuma ha atravesado hasta el lado visible no se pueden comercializar.
Para la superación de este problema, un procedimiento conocido para la fabricación de revestimientos de suelos como componente acústicamente activo (DE 38 09 980 C2) está prevista una lámina en el lado posterior de la pieza de alfambra. Se han propuesto también ya capas de espuma delgadas de célula cerrada. La previsión conocida de una 35 lámina es contraproducente para la consecución de un confort climático, dado que impide la circulación de aire. Una lámina impermeable al aire de este tipo resulta además desventajosa con respecto a las propiedades acústicas.
El documento DE 691 13 137 T2 da a conocer el hecho de destruir, por lo menos parcialmente, una lámina de este tipo tras la finalización de la fabricación del producto espumado por detrás mediante medidas adicionales, la acción del calor combinada con la generación de depresión. Las etapas de procedimiento adicionales necesarias para ello son 40 evidentemente muy costosas y complejas, no pudiendo garantizarse de forma reproducible la retirada o perforación completa o uniforme de la lámina. Los restos de lámina que quedan influyen de manera desfavorable en la resistencia a la circulación en los puntos correspondientes. Esta forma de proceder no es, por lo tanto, especialmente adecuada para la fabricación en serie.
El documento JP-A-4312811 da a conocer un procedimiento según el preámbulo de la reivindicación 1. 45
El documento FR-A-2 634 157 da a conocer un dispositivo según el preámbulo de la reivindicación 6 y un producto según el preámbulo de la reivindicación 5.
Por lo tanto, la invención se plantea el problema de proponer un procedimiento y un dispositivo para la fabricación de productos textiles espumados por detrás y permeables al aire, con el cual se pueda evitar de manera segura el paso de los productos de reacción o de la espuma hacia el lado visible, sin que sea necesaria la previsión de láminas o 50 similares.
El problema se resuelve mediante las características de la reivindicación 1 o de la reivindicación 6.
La invención es perfeccionada mediante las características de la reivindicaciones subordinadas.
Un producto textil espumado por detrás y permeable al aire está caracterizado mediante las características de la reivindicación 5. 55
La invención parte, al mismo tiempo, del conocimiento sorprendente de que la medida indicada en el documento DE-A-10258546, con la cual se pueden conseguir piezas sin rechupes, en duraciones de ciclo cortos, durante la fabricación de cuerpos conformados de poliuretano espumados, se puede perfeccionar, de tal manera que la reducción de la presión de la presión que se forma durante la reacción de los productos de reacción se pueda regular de tal modo que, a pesar de alcanzarse el espumado por detrás deseado, ni uno de los productos de reacción ni la espuma formada 5 puedan llegar hasta la superficie visible del producto textil.
Son parámetros importantes la presión que se forma durante la reacción de los productos de reacción en el interior del molde y también el efecto de la fuerza capilar propia del producto textil o de su estructura. Ambos parámetros se pueden determinar suficientemente a lo largo de su desarrollo temporal, que empieza con la inyección de los productos de reacción, para poder determinar en el molde el curso temporal de la reducción de la presión en el molde que actúa 10 contra la penetración. De forma correspondiente, se regula por lo menos una válvula asociada a una abertura de expansión para la apertura hacia una cámara de depresión. Hacia el final del proceso de espumado por detrás se pasa, sin solución de continuidad, de tal manera hacia el procedimiento según la solicitud más antigua, que los lados posteriores de los productos espumados por detrás no tienen rechupes, por lo menos ampliamente. De manera correspondiente, se puede utilizar ampliamente también el dispositivo según la solicitud más antigua gracias a que la 15 válvula de cuatro vías explicada en la misma es una disposición, en la cual se puede abrir una válvula, cuyo grado de apertura se puede controlar, de manera regulada hacia una fuente de depresión tal como una cámara de depresión. La válvula de aguja mencionada en la solicitud más antigua, que impide la entrada de espuma en la abertura de expansión y, con ello, la formación de rechupes, se puede conservar sin modificación.
La invención se explica con mayor detalle a partir de los dibujos del ejemplo de forma de realización representado, en 20 los que:
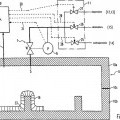
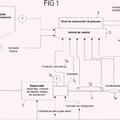
la figura 1 muestra de manera esquemática y en sección longitudinal, un dispositivo para el control del desarrollo del procedimiento en un molde según una forma de realización de la invención.
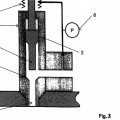
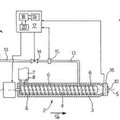
la figura 2 muestra de manera esquemática y en sección longitudinal, un dispositivo, equipado con varias aberturas de expansión y un suministro común de depresión o sobrepresión, según otra forma de realización de 25 la invención.
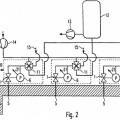
la figura 3 muestra de manera esquemática y en sección longitudinal, una válvula de aguja, controlable a través de un sensor de presión, para su utilización en la presente invención.
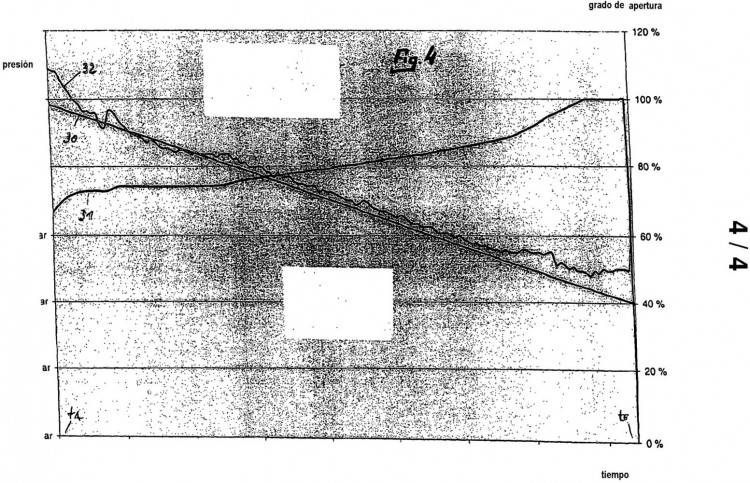
la figura 4 muestra... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de productos espumados por detrás y permeables al aire, tales como unas piezas de alfombra espumadas por detrás como revestimiento de suelos de un vehículo automóvil, almohadillados de asientos, reposacabezas o similares, con las etapas siguientes
introducir un producto textil en un molde (10), 5
cerrar el molde (10) e inyectar los productos de reacción para la formación de la espuma,
dejar que reaccionen los productos de reacción mediante la reducción simultánea de la presión que se forma durante la reacción a través de por lo menos una abertura de expansión (5) en la mitad del molde (10) alejada del producto introducido,
de tal manera que ni los productos de reacción ni la espuma que se forma mediante la reacción de los productos de 10 reacción atraviese el producto textil,
caracterizado porque, el producto textil está libre de la interposición de una lámina o similar, próximo al lado posterior del producto textil, regulándose la reducción de la presión, de tal manera que se regule el grado de apertura de una válvula (27) asociada a la abertura de expansión (5) hacia una fuente de depresión (12, 13).
2. Procedimiento según la reivindicación 1, caracterizado porque el grado de apertura de la válvula (27) asociada a la 15 abertura de expansión (5) se regula dependiendo del curso de la reacción en el molde (10).
3. Procedimiento según la reivindicación 2, caracterizado porque el curso de la presión en la abertura de expansión (5) es registrado y el grado de apertura es regulado dependiendo de ello y del restablecimiento de parámetros típicos del producto, en particular de las fuerzas capilares de las partes integrantes del producto textil.
4. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque tras el inicio de la formación de 20 espuma en el lado posterior del producto textil introducido en el molde (10) se regula además la reducción de la presión, de tal manera que el aire (25) existente en la zona del lado útil o visible del producto textil en el molde (10) es aspirado a través del producto textil mediante la apertura de las células en la espuma formada ya allí.
5. Producto espumado por detrás y permeable al aire, tales como unas piezas de alfombra espumadas por detrás como revestimiento de suelos de un vehículo automóvil, almohadillados de asientos, reposacabezas o similares, en el que las 25 células de la espuma se adhieren de manera estanca, libres de la interposición de una lámina o similar, al lado posterior del producto textil sin que la espuma lo atraviese, caracterizado porque las células están abiertas directamente en la conexión con el lado posterior del producto textil en una medida mayor que las células de la espuma que se conectan al mismo.
6. Dispositivo para la fabricación de productos espumados por detrás y permeables al aire, tales como unas piezas de 30 alfombra espumadas por detrás como revestimiento de suelos de un vehículo automóvil, almohadillados de asientos, reposacabezas y similares, con un molde (10), con una zona de molde (10a) superior, así como con por lo menos una abertura de expansión (5) en un punto predeterminado en la sección superior de la zona de molde (10a) superior, caracterizado porque a cada abertura de expansión (5) está asociada una válvula de regulación (27), que establece una conexión regulable con una fuente de depresión (12, 13), y con un control (19; 22), que está instalado, 35 dependiendo de parámetros del producto (17) y magnitudes reales (18, 21) registradas, para controlar dicha por lo menos una válvula de regulación (27) para la realización del procedimiento según una de las reivindicaciones 1 a 4.
7. Dispositivo según la reivindicación 6, caracterizado porque están previstas varias aberturas de expansión (5) en unos puntos seleccionados del molde (10), a las cuales está asociada, en cada caso, una válvula de regulación (27), pudiendo suministrarse a cada válvula de regulación (27) con depresión desde un suministro de medios común y 40 pudiendo controlar cada una de las válvulas de regulación (27) individualmente.
8. Dispositivo según una de las reivindicaciones 6 a 7, caracterizado porque la abertura de expansión (5) está formada como un capilar, que contiene una válvula de aguja (1), que cierra la abertura de expansión (5), cuando la espuma alcanza la abertura de expansión (5).
9. Dispositivo según una de las reivindicaciones 6 a 8, caracterizado porque un sensor de presión (6) registra la presión 45 en la abertura de expansión (5), cuyo recorrido se utiliza, como magnitud real (21) que se puede registrar, para la regulación de la reducción de la presión y, en su caso, también para el cierre de la válvula de aguja (1).
Patentes similares o relacionadas:
Dispositivo de medida de densidad aparente para partículas pre-expandidas y método para medir la densidad aparente de partículas pre-expandidas, del 13 de Mayo de 2020, de KANEKA CORPORATION: Un dispositivo adecuado para medir la densidad aparente de partículas pre-expandidas contraídas, donde el dispositivo comprende: un recipiente A en el que […]
Dispositivo y procedimiento para producir una pieza de espuma de partículas, del 23 de Octubre de 2019, de Kurtz GmbH: Procedimiento para producir una pieza de espuma de partículas que comprende las siguientes etapas: - alimentación de partículas de espuma a un espacio interior de moldeo […]
 Procedimiento y dispositivo para el control de proceso de una instalación para la producción continua de espumas, del 31 de Julio de 2019, de Kuchenmeister GmbH: Procedimiento para el control de proceso de una instalación para la producción continua de espumas, en particular espumas alimentarias,
que comprende las […]
Procedimiento y dispositivo para el control de proceso de una instalación para la producción continua de espumas, del 31 de Julio de 2019, de Kuchenmeister GmbH: Procedimiento para el control de proceso de una instalación para la producción continua de espumas, en particular espumas alimentarias,
que comprende las […]
Método, dispositivo y un programa informático para fabricar un segmento de armazón preaislado, del 29 de Noviembre de 2017, de Mopac Systems International SA: Un método para fabricar un segmento de armazón preaislado para edificios de varias dimensiones, en donde el método comprende las etapas de: a) recibir un ensamblaje […]
 Procedimiento y dispositivo para alimentar un agente expansivo, del 3 de Enero de 2014, de CGR S.R.L.: Dispositivo para la alimentación de un agente expansivo para una máquina de procesamiento de material polimérico ; en el que la máquina de procesamiento […]
Procedimiento y dispositivo para alimentar un agente expansivo, del 3 de Enero de 2014, de CGR S.R.L.: Dispositivo para la alimentación de un agente expansivo para una máquina de procesamiento de material polimérico ; en el que la máquina de procesamiento […]
Sistema y método para la monitorización de la utilización de consumibles en máquinas de embalaje, del 10 de Mayo de 2012, de SEALED AIR CORPORATION (US): Un sistema para monitorizar el uso de una pluralidad de materiales consumibles en una pluralidad de máquinas de embalaje, donde el sistema consta de: una […]
PROCEDIMIENTO Y APARATO PARA FABRICAR COJINES DE ESPUMA IN SITU CON DISTRIBUCIÓN SELECTIVA DE ESPUMA, del 15 de Diciembre de 2011, de SEALED AIR CORPORATION (US): Procedimiento para fabricar cojines de espuma in situ , que comprende las etapas siguientes: proporcionar un par de partes de película de polímero que se extienden […]
PROCEDIMIENTO PARA LA FABRICACIÓN DE UNA PIEZA MOLDEADA PARA AISLAMIENTO ACÚSTICO, CON MASA Y MUELLE, del 8 de Agosto de 2011, de INTERNATIONAL AUTOMOTIVE COMPONENTS GROUP GMBH: Procedimiento para la fabricación de una pieza moldeada de aislamiento acústico con masa y muelle, donde tanto la masa como el muelle se fabrican basándose […]