Prensa y procedimiento para laminar piezas de trabajo esencialmente en forma de placa.
Prensa para la laminación de piezas de trabajo esencialmente en forma de placa bajo la acción de presión y de calor,
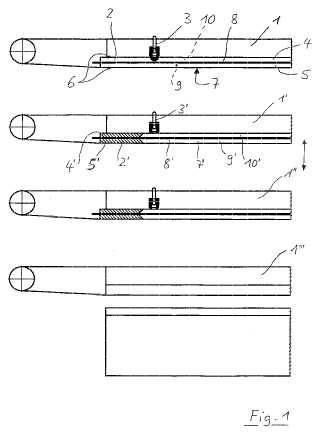
con una mitad inferior de la prensa (1') y una mitad superior de la prensa (1), que forman por medio de juntas de obturación (6) circundantes de una o varias partes, en el estado cerrado, una cámara de vacío (7), con una membrana flexible (8), que divide la cámara de vacío (7) en una mitad de producto (9) evacuable, prevista para el alojamiento de al menos una pieza de trabajo y una mitad de presión (10) que puede ser impulsada con presión, en la que la membrana (8) está configurada y dispuesta de tal manera que prensa en virtud de una diferencia de la presión generada a través de evacuación de la mitad de producto (9) y/o a través de una impulsión con presión de la mitad de presión (10) en la cámara de vacío (7) de la pieza de trabajo directa o indirectamente contra un lado inferior de la cámara de vacío (7), y en la que la membrana (8) está fijada en un bastidor de membrana (2) que se puede manipular de forma separada, colocado de forma desprendible en la mitad superior de la prensa (1), caracterizada por que la prensa comprende un almacén de bastidores de membrana (17) para la reserva de al menos un bastidor de membrana (2) preparado listo para el funcionamiento con membrana (8) fijada en él como bastidor de repuesto.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09006512.
Solicitante: ROBERT BURKLE GMBH.
Nacionalidad solicitante: Alemania.
Dirección: STUTTGARTER STRASSE 123 72250 FREUDENSTADT ALEMANIA.
Inventor/es: RENZ, WOLFGANG, DAMM, NORBERT, Metzger,Dagmar, DÖLKER,GERHARD.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B30B5/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B30 PRENSAS. › B30B PRENSAS EN GENERAL; PRENSAS NO PREVISTAS EN OTRO LUGAR (producción de las ultrapresiones o de ultrapresiones con temperaturas elevadas para obtener modificaciones en una sustancia, p. ej. para fabricar diamantes artificiales, B01J 3/00). › B30B 5/00 Prensas caracterizadas por el empleo de órganos de presión distintos a los mencionados en los grupos B30B 1/00 y B30B 3/00. › en las que los órganos de presión se presentan bajo la forma de un elemento flexible, accionado por la presión de un fluido, p. ej. un diafragma.
- B30B7/02 B30B […] › B30B 7/00 Prensas caracterizadas por una disposición particular de los órganos de presión. › con varias platinas superpuestas una encima de otra.
- B32B37/10 B […] › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 37/00 Procedimientos o aparatos para la estratificación, p.ej. por polimerización o curado o por unión por ultrasonidos. › caracterizado por la técnica de compresión, p.ej. utilizando la acción directa del vacio o de un fluido bajo presión.
PDF original: ES-2426616_T3.pdf
Fragmento de la descripción:
Prensa y procedimiento para laminar piezas de trabajo esencialmente en forma de placa.
La invencion se refiere a una prensa para la laminacion de piezas de trabajo esencialmente en forma de placa bajo la accion de presion y de calor de acuerdo con el preambulo de la reivindicacion 1 asi como a un procedimiento para la laminacion de tales piezas de trabajo bajo la accion de presion y de calor de acuerdo con el preambulo de la reivindicacion 10.
De acuerdo con ello, una prensa de este tipo comprende una mitad inferior de la prensa y una mitad superior de la prensa, que forman por medio de juntas de obturacion circundantes de una o varias piezas, en el estado cerrado, una camara de vacio, que esta dividida por una membrana flexible en una mitad de producto y una mitad de presion. La mitad de producto de la camara de vacio sirve para el alojamiento de al menos una pieza de trabajo y es evacuable, mientras que la mitad de presion esta configurada de manera que puede ser impulsada con presion. En virtud de ka diferencia de la presion generada a traves de la evacuacion de la mitad de producto y/o a traves de una impulsion con presion de la mitad de presion en la camara de vacio se prensa la pieza de trabajo a traves de la membrana directa o indirectamente contra un lado inferior de la camara de vacio, para realizar el proceso de laminacion.
Un procedimiento para la laminacion de piezas de trabajo esencialmente en forma de placa bajo la accion de presion y de calor del presente tipo se realiza utilizando dicha prensa. En este caso, se introduce al menos una pieza de trabajo en una camara de vacio formada por una mitad inferior de la prensa y por una mitad superior de la prensa y dividida por una membrana flexible en una mitad de producto y una mitad de presion y se dispone alli en la mitad de producto. A continuacion, se evacua la mitad de producto y/o se impulsa con presion la mitad de presion, de manera que la membrana presiona, como consecuencia de la diferencia de la presion generada de esta manera en la camara de vacio, la pieza de trabajo directa o indirectamente contra un lado inferior de la camara de vacio, para realizar el proceso de laminacion.
Una prensa del presente tipo se utiliza con preferencia para la laminacion de modulos fotovoltaicos. A tal fin se utiliza con preferencia una prensa de varios niveles, que comprende una pluralidad de placas calefactoras, entre las cuales se forma, respectivamente, una etapa de prensado. Por encima de cada placa calefactora, en el lado inferior de la placa calefactora dispuesta encima, esta dispuesto en cada caso un bastidor de obturacion, que rodea una camara de vacio, que se puede evacuar a traves de la colocacion hermetica del bastidor de obturacion sobre la placa calefactora dispuesta debajo. Sobre el bastidor de obturacion esta tensada una membrana elastica o flexible, que divide la camara de vacio en una mitad de producto y una mitad de presion, asi como sirve como medio de presion de apriete, para aplicar la presion necesaria para la laminacion del modulo fotovoltaico contra la placa calefactora inferior. A tal fin, se evacua el volumen que se encuentra, con la prensa cerrada, debajo de la membrana entre esta y la placa calefactora, cuyo volumen forma la mitad de producto de la camara de vacio, con lo que se aplica la membrana estrechamente en la pieza de trabajo. Ademas, en caso necesario, se impulsa una mitad de presion de la camara de vacio, formada a traves de la obturacion del bastidor de obturacion contra la placa calefactora superior y delimitada hacia abajo por la membrana, con aire comprimido, para elevar todavia la presion de prensado entre la membrana y la pieza de trabajo. La evacuacion de la mitad de producto posibilita en este caso una laminacion libre de burbujas de la pieza de trabajo, puesto que las inclusiones de aire eventualmente presentes y similares son extraidas todavia antes de la consecucion de la temperatura de reblandecimiento del adhesivo utilizado en la pieza de trabajo. A traves del contacto de la pieza de trabajo con la placa calefactora inferior, esta se calienta poco a poco hasta por encima de la temperatura de reblandecimiento y la temperatura de endurecimiento del adhesivo contenido en la pieza de trabajo normalmente en capas de adhesivo, de manera que se puede proseguir el proceso de laminacion hasta en endurecimiento completo del adhesivo.
Para la consecucion de una eficiencia de costes lo mas alta posible durante la laminacion de piezas de trabajo en una prensa del presente tipo se ha pretendido mantener los tiempos del ciclo lo mas cortos posible. Sin embargo, existen limites a una reduccion de los tempos del ciclo por que la duracion de tiempo del proceso de laminacion no se puede acortar de forma discrecional. Por lo tanto, para la consecucion de una alta eficiencia de costes interesa tambien acortar otros tiempos fuera del proceso de laminacion propiamente dicho, como por ejemplo los procesos de calentamiento y de refrigeracion, pero especialmente tambien las paradas de la produccion Como un factor de tiempo que no debe desestimarse se ha constatado en este caso la sustitucion de una membrana que se ha vuelto defectuosa. La membrana flexible de una prensa de este tipo debe resistir altas cargas mecanicas y de acuerdo con ello esta sometida a desgate correspondiente. Despues de tipicamente 2000 a 3000 ciclos de laminacion, las membranas estan desgastadas y deben sustituirse.
Para cambiar una membrana de una prensa de laminacion del presente tipo, debe ponerse la prensa fuera de servicio y debe refrigerarse para que la membrana sea accesible para el personal de servicio. Despues del desmontaje de la membrana defectuosa o bien desgastada, deben montarse y tensarse una membrana nueva. Parta poder reanudar de nuevo la produccion, debe calentarse la prensa o bien su placa calefactora de nuevo a temperatura de servicio. Por lo tanto, el cambio de la membrana conduce a una parada de la produccion de tipicamente dos a tres horas.
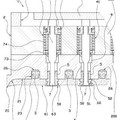
En el caso de prensas de varios niveles, que presentan una pluralidad de camaras de vacio colocadas superpuestas con mitades inferiores y mitades superiores (estando formada la mitad superior de la prensa de una primera camara de vacio por la placa calefactora, que forma al mismo tiempo la mitad inferior de la prensa de la camara de vacio colocada a continuacion encima) se agrava este problema en un multiplo. Puesto que, por una parte, la membrana en las camaras de vacio individuales es claramente menos accesible frente a una con una sola camara de vacio y, por otra parte, los procesos de refrigeracion y de calentamiento son claramente mas largos. Ademas, con cada defecto de una membrana individual en cualquiera de las varias camaras de vacio colocadas superpuestas, debe pararse la prensa de varios niveles completa.
No obstante, tambien cuando, ademas de los defectos condicionados por el desgaste, no aparece ningun defecto de la membrana, o bien deben sustituirse por precaucion todas las membranas, tan pronto como aparece un primer defecto de la membrana condicionado por desgaste, lo que provoca sobrecostes correspondientes o, en cambio, las paradas de produccion por defectos de la membrana que aparecen condicionados por el desgaste, que afectan en cada caso a toda la prensa de varios niveles, se multiplican comparado con una prensa de un nivel.
Para la simplificacion de la sustitucion de una membrana se ha propuesto en el documento EP 1 609 597 A2 fijar la membrana en n bastidor de membrana manipulable separado que esta colocado, por su parte, de forma desprendible en la mitad superior de la prensa. Por lo tanto, la membrana se puede fijar fuera de la prensa en el bastidor de membrana manipulable separado. A continuacion se puede insertar el bastidor de membrana sin herramienta en una guia de corredera en el lado inferior de la mitad superior de la prensa en la prensa. Esto acelera la sustitucion de una membrana danada o desgastada naturalmente en una medida considerable. Sin embargo, una sustitucion de la membrana de acuerdo con este estado de la tecnica requiere personal experimentado, que extraiga el bastidor de membrana con la mano fuera de la prensa y lo inserte en esta. Ademas, aqui existe un peligro de lesion considerable para el personal, en el caso de que la prensa de laminacion no sea refrigerada previamente. Por ultimo, de acuerdo con el area de la membrana insertada, que puede tener, en general, varios metros cuadrados, apenas es posible a veces insertar el bastidor de membrana de superficie grande correspondiente en la guia de corredera o extraerlo fuera de esta; en cualquier caso se necesitan para ello varias personas.
Partiendo de este estado de la tecnica, la presente invencion tiene el cometido de mejorar adicionalmente una prensa del tipo mencionado al principio con respecto a las paradas de la produccion necesarias... [Seguir leyendo]
Reivindicaciones:
1. Prensa para la laminacion de piezas de trabajo esencialmente en forma de placa bajo la accion de presion y de calor, con una mitad inferior de la prensa (1º) y una mitad superior de la prensa (1) , que forman por medio de juntas de obturacion (6) circundantes de una o varias partes, en el estado cerrado, una camara de vacio (7) , con una membrana flexible (º) , que divide la camara de vacio (7) en una mitad de producto (9) evacuable, prevista para el alojamiento de al menos una pieza de trabajo y una mitad de presion (10) que puede ser impulsada con presion, en la que la membrana (º) esta configurada y dispuesta de tal manera que prensa en virtud de una diferencia de la presion generada a traves de evacuacion de la mitad de producto (9) y/o a traves de una impulsion con presion de la mitad de presion (10) en la camara de vacio (7) de la pieza de trabajo directa o indirectamente contra un lado inferior de la camara de vacio (7) , y en la que la membrana (º) esta fijada en un bastidor de membrana (2) que se puede manipular de forma separada, colocado de forma desprendible en la mitad superior de la prensa (1) , caracterizada por que la prensa comprende un almacen de bastidores de membrana (17) para la reserva de al menos un bastidor de membrana (2) preparado listo para el funcionamiento con membrana (º) fijada en el como bastidor de repuesto.
2. Prensa de acuerdo con la reivindicacion 1, caracterizada por que la prensa comprende dispositivos de carga y/o descarga para el transporte de entrada y de salida de las piezas de trabajo en y desde la camara de vacio (7) , en la que los dispositivos de carga y/o descarga estan previstos, ademas, para el transporte de entrada y de salida de los bastidores de membrana (2) en y desde la camara de vacio (7) .
3. Prensa de acuerdo con la reivindicacion 2, caracterizada por que estan previstos bastidores de transporte (15) para los bastidores de membrana (2) , sobre los que se pueden introducir y extraer los bastidores de membrana (2) por medio de los dispositivos de carga y/o descarga en y desde la camara de vacio (7) .
4. Prensa de acuerdo con la reivindicacion 3, caracterizada por que los bastidores de transporte (15) estan provistos con elementos elevadores, en particular elementos elevadores que pueden ser activados manualmente para la elevacion de los bastidores de membrana (2) .
5. Prensa de acuerdo con una de las reivindicaciones 2 a 4, caracterizada por que a los dispositivos de carga y descarga esta asociada una estacion de cambio de bastidores de membrana (13) .
6. Prensa de acuerdo con una de las reivindicaciones 1 a 5, caracterizada por que el bastidor de membrana (2) se puede colocar por medio de cierres rapidos (3) en la mitad superior de la prensa (1) .
7. Prensa de acuerdo con una de las reivindicaciones 1 a 6, caracterizada por que el bastidor de membrana (2) esta fijado dentro de la camara de vacio (7) en la mitad superior de la prensa (1) .
º. Prensa de acuerdo con una de las reivindicaciones 1 a 7, caracterizada por que se trata de una prensa de varios niveles, en la que estan colocados superpuestos varios niveles de prensa, respectivamente, con una mitad inferior de la prensa (1º) y con una mitad superior de la prensa (1) por cada nivel de prensa, que forman conjuntamente, respectivamente, una camara de vacio (7) , en la que cada nivel de la prensa presenta un bastidor de membrana (2) que se puede manipular por separado, fijado de forma desprendible en la mitad superior respectiva de la prensa (1) con membrana (º) fijada en el.
9. Prensa de acuerdo con la reivindicacion º, caracterizada por que para el recubrimiento de los niveles de la prensa esta presente un cesto de carga (11) de varios niveles con un nivel de bastidor de membrana (12) .
10. Procedimiento para la laminacion de piezas de trabajo esencialmente en forma de placa bajo la accion de presion y de calor, utilizando una prensa de acuerdo con al menos una de las reivindicaciones 1 a 9, en el que se introduce al menos una pieza de trabajo en una camara de vacio formada por una mitad inferior de la prensa y por una mitad superior de la prensa y dividida por una membrana flexible en una mitad de producto y una mitad de presion y se dispone en la mitad de producto, despues de lo cual la pieza de trabajo es prensada a traves de la membrana en virtud de una diferencia de la presion generada por la evacuacion de la mitad de producto y/o por la impulsion con presion de la mitad de presion en la camara de vacio directa o indirectamente contra un lado inferior de la camara de vacio, para realizar el proceso de laminacion, y en el que la membrana se fija fuera de la prensa en un bastidor de membrana que puede ser manipulado separado y se introduce este bastidor de membrana de forma desprendible en la mitad superior de la prensa, caracterizado por que al menos un bastidor de membrana es reservado con membrana fijada en el como bastidor de repuesto fuera de la prensa.
11. Procedimiento de acuerdo con la reivindicacion 10, caracterizado por que se anade a la prensa un almacen de bastidores de membrana con al menos dos niveles, en el que en un primer nivel del almacen de bastidores de membrana se reserva un bastidor de membrana con bastidor de repuesto y en el caso de un defecto de la membrana, se extrae el bastidor de membrana que se encuentra en la camara de vacio con la membrana defectuosa en un segundo nivel del almacen de bastidor de membrana, despues de lo cual se introduce el bastidor de membrana preparado, reservado como bastidor de repuesto, en la camara de vacio.
12. Procedimiento de acuerdo con una de las reivindicaciones 10 u 11, caracterizado por que se utilizan dispositivos de caga y/o de descarga para e transporte de entrada y salida de las piezas de trabajo en la y desde la camara de vacio de la prensa, ademas para el transporte de entrada y de salida de los bastidores de membrana en la y fuera de la camara de vacio.
13. Procedimiento de acuerdo con la reivindicacion 12, caracterizado por que los bastidores de membrana son introducidos en la camara de vacio y son extraidos desde esta sobre bastidores de transporte 14. Procedimiento de acuerdo con la reivindicacion 13, caracterizado por que los bastidores de membrana son elevados despues de su introduccion en la camara de vacio por medio de elementos de elevacion dispuestos en el bastidor de transporte, en particular elementos elevadores que pueden ser activados manualmente, hacia la mitad superior de la prensa, para poder fijarlos alli.
Fig. 1
Fig. 2
Fig. 2a
Fig. 3a
Fig. 3b
Fig. 4a Fig. 4b
Patentes similares o relacionadas:
Procedimiento y dispositivo para la producción de elementos constructivos de material compuesto así como unidad de presión, del 24 de Abril de 2019, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.: Procedimiento para la producción de elementos constructivos de material compuesto, en el cual una primera pieza de trabajo en forma de cinta está fijada a […]
Aparato para la consolidación de artículos de material compuesto, del 5 de Febrero de 2019, de XTEK Limited: Un aparato de consolidación de artículos de material compuesto para ejercer la presión y el ciclo térmico con el fin de la consolidación de artículos […]
Molde para formar baldosas y similares, del 23 de Agosto de 2017, de MARTINELLI ETTORE S.R.L.: Molde para formar baldosas y similares, que comprende un semimolde inferior y un semimolde superior que definen al menos una cavidad de formación […]
Prensa de placas y unidad de chapa de prensa-cojín de prensa, del 18 de Mayo de 2016, de HUECK RHEINISCHE GMBH: Prensa de placas , en particular prensa de ciclo de una etapa o varias etapas, con al menos una placa de calentamiento , al menos una chapa de prensa […]
Dispositivo y procedimiento para la fabricación de vidrio de seguridad compuesto, del 22 de Enero de 2014, de Fotoverbundglas Marl GmbH: Dispositivo para la fabricación de vidrio de seguridad compuesto de al menos dos lunas de vidrio con una capa adhesiva dispuesta en medio, con - una placa […]
Prensa isostática para el tratamiento a alta presión, del 29 de Agosto de 2012, de AVURE TECHNOLOGIES AB: Prensa isostática para el tratamiento a alta presión de un producto que tiene una temperatura por debajo de0ºC, que comprende una cámara de presión adaptada […]
 Molde isostático para formar badosas, del 8 de Agosto de 2012, de TA-RO PROGETTI S.N.C. DI TAGLIATI RODOLFO E C. (100.0%): Molde isostático apto para formar baldosas, que comprende un cuerpo metálico y una membrana elásticamente deformable (6, 6', 6'') que está agarrada […]
Molde isostático para formar badosas, del 8 de Agosto de 2012, de TA-RO PROGETTI S.N.C. DI TAGLIATI RODOLFO E C. (100.0%): Molde isostático apto para formar baldosas, que comprende un cuerpo metálico y una membrana elásticamente deformable (6, 6', 6'') que está agarrada […]
APARATO Y PROCEDIMIENTO PARA CONTROLAR LA COMPACTACIÓN MEDIANTE MOLDES ISOSTÁTICOS, del 9 de Enero de 2012, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Aparato para controlar la compactación del polvo en un molde para productos cerámicos por medio de un punzón del tipo isostático que comprende un espacio de aire dentro del cual […]