Procedimiento y dispositivo para imprimir piezas de trabajo en forma de placa.
Procedimiento para imprimir piezas de trabajo en forma de placa en un intersticio de impresión,
que seforma por dos rodillos de impresión (3) ajustables entre sí con respecto a su distancia, en el que la pieza detrabajo (7) en forma de placa se transporta sobre un módulo de transporte (1) hacia el intersticio deimpresión (2) y se imprime al pasar por el intersticio de impresión (2), caracterizado porque antes de odurante el transporte hacia el intersticio de impresión (2) se mide el grosor de cada pieza de trabajo (7), yporque se ajusta el intersticio de impresión (2) antes de la operación de impresión por medio demodificación en ángulo oblicuo de la distancia de ambos rodillos de impresión (3) entre sí, de maneracorrespondiente al grosor medido de la pieza de trabajo (7).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07003380.
Solicitante: ROBERT BURKLE GMBH.
Nacionalidad solicitante: Alemania.
Dirección: STUTTGARTER STRASSE 123 72250 FREUDENSTADT ALEMANIA.
Inventor/es: DAMM, NORBERT, LAMMLE,SASCHA, POITINGER,MICHAEL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B41F13/34 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B41 IMPRENTA; MAQUINAS COMPONEDORAS DE LINEAS; MAQUINAS DE ESCRIBIR; SELLOS. › B41F MAQUINAS O PRENSAS DE IMPRIMIR (dispositivos para copiar en varios ejemplares o aparatos para impresión de oficina B41L). › B41F 13/00 Partes constitutivas comunes a las máquinas o prensas rotativas. › Dispositivos de levantamiento o de regulación de los cilindros.
- B41F17/26 B41F […] › B41F 17/00 Aparatos o máquinas de imprimir de tipo particular o para empleo particular, no previstos en otro lugar. › por contacto de rodadura.
- B41F33/00 B41F […] › Dispositivos indicadores, dispositivos de contado, de aviso, de control o de seguridad (disposición de los contadores sobre prensas de platina B41F 1/00, sobre prensas de cilindros B41F 3/84; dispositivos de alimentación o de medición de tinta B41F 31/02).
- B44F9/02 B […] › B44 ARTES DECORATIVAS. › B44F DIBUJOS PARTICULARES. › B44F 9/00 Dibujos que imitan modelos naturales. › las vetas de la madera.
PDF original: ES-2433375_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo para imprimir piezas de trabajo en forma de placa La invención se refiere a un procedimiento y un dispositivo para imprimir piezas de trabajo en forma de placa según los preámbulos de las reivindicaciones 1 y 9. Según esto, las piezas de trabajo se imprimen en un intersticio de impresión que se forma por dos rodillos de impresión ajustables entre sí con respecto a su distancia. Las piezas de trabajo en forma de placa se transportan para ello por medio de un módulo de transporte hacia el intersticio de impresión. Los rodillos de impresión que forman el intersticio de impresión pueden ser cilindros de impresión para la impresión directa, rodillos de aplicación para la impresión indirecta así como cilindros de contrapresión.
Tales procedimientos de impresión y dispositivos correspondientes se conocen desde hace tiempo. En los últimos años, por medio de un procedimiento de impresión de este tipo, se aplican también cada vez más imágenes de impresión de decoraciones y vetas sobre placas de materiales derivados de la madera para conferirles un aspecto de madera genuina. Esto es más económico no sólo con respecto a una chapa de madera genuina sino también con respecto al recubrimiento con láminas de placas de materiales derivados de la madera habitual desde hace tiempo.
Sin embargo, para obtener una percepción de calidad lo más elevada posible no es suficiente una impresión simple monocroma. Más bien es deseable aplicar la veta o la decoración con una impresión policroma sobre las piezas de trabajo en forma de placa. Este caso no sólo se da con materiales derivados de la madera; también aplicaciones en otros materiales, que pueden mejorarse cualitativamente mediante una impresión de superficie, tales como por ejemplo piedra o imitación de cuero, o también piezas sintéticas, pueden mejorarse ópticamente mediante una impresión policroma.
Sin embargo, precisamente para una impresión policroma cualitativamente de alta calidad es indispensable que la imagen de impresión se coloque sobre la pieza de trabajo dentro de unas tolerancias muy estrechas, normalmente con tolerancias de desde aproximadamente ! 0, 1 mm hasta ! 0, 25 mm. Sólo así puede conseguirse una calidad óptica de la superficie impresa comparable al recubrimiento con láminas habitual.
Sin embargo, en el caso de las piezas de trabajo en forma de placa que se procesan en este caso estos requisitos sólo pueden cumplirse con mayor dificultad que en el caso de las máquinas de impresión habituales para papel o láminas. Porque las piezas de trabajo no discurren de manera continua a través de la máquina de impresión, y por regla general no es posible una impresión según el modelo de las máquinas de impresión sobre papel-pliegos debido a la falta de flexibilidad de las piezas de trabajo en forma de placa en cuestión. Al mismo tiempo, las piezas de trabajo en forma de placa rectas que deben imprimirse con vetas de madera y decoraciones de madera tienen un tamaño de varios metros cuadrados, sin que se modifiquen las tolerancias que han de cumplirse durante la impresión. Por consiguiente, los requisitos con respecto a la orientación exacta de los rodillos de impresión implicados en la impresión y sus tolerancias de fabricación son extremadamente elevados y en realidad prácticamente no pueden preajustarse correctamente.
Por si fuera poco se añade que en el caso de las máquinas de impresión de este tipo, los rodillos de impresión que forman el intersticio de impresión son ajustables con respecto a su distancia entre sí, para poder imprimir piezas de trabajo en forma de placa de grosor diferente. También en este caso existen de nuevo relaciones completamente diferentes a las del caso de la impresión de pliegos de papel y bandas de papel o láminas. La regulación mutua de los rodillos de impresión prácticamente no puede conseguirse con el paralelismo necesario que garantiza la exactitud deseada en la impresión también en el caso de piezas de trabajo grandes y por consiguiente rodillos de impresión largos. Sin embargo, un cruce en altura de los rodillos de impresión, es decir, una falta de paralelismo en el plano formado por los ejes de los rodillos de impresión, da lugar durante la impresión, por la flexibilidad del rodillo de impresión que rueda sobre la superficie de la pieza de trabajo, a un radio de acción que no permanece constante por el ancho. Sin embargo, en el caso de la impresión indirecta y los rodillos de impresión utilizados habitualmente en ésta, una modificación del radio de acción de los rodillos de impresión de solamente 0, 1 mm ya da lugar a una modificación de longitud de la imagen de impresión de aproximadamente 0, 6 mm según la longitud de desenvolvimiento del rodillo de impresión. Esto ya se encontraría muy alejado de las tolerancias para la imagen de impresión deseadas o necesarias para una impresión policroma de alta calidad.
Por el documento DE-C-581049 se conoce una máquina así como un procedimiento para imprimir tablas, placas o similares, en la que un cilindro portamoldes con el molde de impresión y un cilindro de contrapresión, que forma parte de un lecho de guiado, forman un intersticio de impresión. Mediante una modificación paralela de la distancia entre el cilindro portamoldes y el cilindro de contrapresión puede ajustarse el intersticio de impresión a piezas de trabajo de grosor diferente. Por el documento WO-A-03/035398 se conoce una máquina de impresión, en la que un rodillo de impresión superior y uno inferior forman un intersticio de impresión, estando apoyados los dos rodillos de impresión en cada caso en una estructura de soporte y pudiendo pivotar estas dos estructuras de soporte una respecto a otra alrededor de un eje de pivotado que discurre en paralelo a los ejes de los rodillos de impresión, distanciado de los mismos. Esto lleva a que el intersticio de impresión, según la posición angular de las estructuras de soporte, pueda aumentarse o reducirse. El pivotado de las estructuras de soporte alrededor de un eje paralelo a los ejes de los rodillos de impresión garantiza que se conserve el paralelismo de los rodillos de impresión durante la regulación del intersticio de impresión. También el documento FR-A-676977 da a conocer una máquina de
impresión, en la que dos rodillos de impresión forman un intersticio de impresión, y este intersticio de impresión puede aumentarse y reducirse mediante un movimiento paralelo de ambos rodillos de impresión uno hacia otro o uno alejándose de otro.
Debido a las tolerancias de la imagen de impresión necesarias, normalmente el paralelismo de los rodillos de impresión se ajusta posteriormente a mano. Para ello se introduce una hoja de papel en el intersticio de impresión, dado el caso con una placa en su interior, y se mueve de un lado a otro en el intersticio de impresión. Entonces, un operario con experiencia puede percibir con la hoja de papel sujeta en la mano si el intersticio de impresión es paralelo o no por todo su ancho. Esta medición realizada de manera intuitiva y el ajuste fino correspondiente consigue resultados útiles en el intervalo de décimas a centésimas de milímetro.
También ha de tenerse en cuenta, en particular en el caso de piezas de trabajo en forma de placa de gran superficie, que la impresión policroma no quede borrosa y que las placas se giren lo mínimo posible alrededor del eje vertical en parte incluso al pasar por el intersticio de impresión.
Por tanto, la presente invención se basa en el objetivo de proponer un procedimiento y un dispositivo del tipo mencionado al principio que permitan imprimir piezas de trabajo en forma de placa con tolerancias de la imagen de impresión mejoradas.
Este objetivo se alcanza mediante un procedimiento con las características de la reivindicación 1 y mediante un dispositivo con las características de la reivindicación 9.
En las reivindicaciones 2 a 8 se indican perfeccionamientos preferidos del procedimiento; en las reivindicaciones 10 a 16 se encuentran configuraciones preferidas del dispositivo según la invención.
Según la invención, al analizar el problema de las impresiones borrosas o de las tolerancias de la imagen de impresión demasiado grandes a pesar de una orientación exacta de los rodillos de impresión a mano se ha detectado que el problema principal se encuentra en las tolerancias de grosor de las piezas de trabajo en forma de placa. Especialmente las placas de materiales derivados de la madera grandes tienen en la mayoría de los casos una sección transversal ligeramente cuneiforme, lo que corresponde como resultado a un cruce en altura de los rodillos de impresión. Porque el lado más grueso de la placa de material derivado de la madera lleva en el... [Seguir leyendo]
Reivindicaciones:
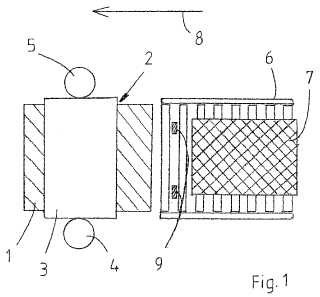
1. Procedimiento para imprimir piezas de trabajo en forma de placa en un intersticio de impresión, que se forma por dos rodillos de impresión (3) ajustables entre sí con respecto a su distancia, en el que la pieza de trabajo (7) en forma de placa se transporta sobre un módulo de transporte (1) hacia el intersticio de impresión (2) y se imprime al pasar por el intersticio de impresión (2) , caracterizado porque antes de o durante el transporte hacia el intersticio de impresión (2) se mide el grosor de cada pieza de trabajo (7) , y porque se ajusta el intersticio de impresión (2) antes de la operación de impresión por medio de modificación en ángulo oblicuo de la distancia de ambos rodillos de impresión (3) entre sí, de manera correspondiente al grosor medido de la pieza de trabajo (7) .
2. Procedimiento según la reivindicación 1, caracterizado porque el grosor de la pieza de trabajo (7) se mide en al menos dos puntos de medición, en el que el tramo de unión de los dos puntos de medición discurre esencialmente en paralelo a los ejes de los rodillos de impresión.
3. Procedimiento según una de las reivindicaciones 1 ó 2, caracterizado porque la medición del grosor de la pieza de trabajo se produce en la dirección de transporte (8) por toda la longitud de la pieza de trabajo y de este modo se mide un perfil de grosor, en el que el intersticio de impresión (2) se ajusta en tiempo real al pasar la pieza de trabajo (7) de manera correspondiente al perfil de grosor medido.
4. Procedimiento según al menos una de las reivindicaciones 1 a 3, caracterizado porque durante la impresión se miden las fuerzas de apoyo que actúan sobre los cojinetes de los rodillos de impresión (3) , y porque con una diferencia de las fuerzas de apoyo medidas se modifica la distancia de ambos rodillos de impresión (3)
entre sí en ángulo oblicuo, hasta que la diferencia de las fuerzas de apoyo es aproximadamente cero o aproximadamente igual a un valor de desviación deseado.
5. Procedimiento según al menos una de las reivindicaciones 1 a 4, caracterizado porque durante la impresión se miden las fuerzas de apoyo que actúan sobre los cojinetes de los rodillos de impresión (3) , y porque una diferencia de las fuerzas de apoyo medidas se integra para las piezas de trabajo (7) que van a imprimirse posteriormente como valor de corrección en el ajuste del intersticio de impresión (2) que se produce de manera correspondiente al grosor medido de las piezas de trabajo (7) .
6. Procedimiento según una de las reivindicaciones 4 ó 5, caracterizado porque la modificación de la distancia de ambos rodillos de impresión (3) entre sí de manera correspondiente a las fuerzas de apoyo medidas o la integración como valor de corrección en el ajuste del intersticio de impresión (2) se produce basándose en valores de diferencia de las fuerzas de apoyo determinados en intervalos de tiempo, para en total conseguir una corrección de tendencia.
7. Procedimiento según al menos una de las reivindicaciones 1 a 6, caracterizado porque al medir el grosor de las piezas de trabajo (7) se detecta al mismo tiempo su canto anterior, y con esta información se acelera o retarda la pieza de trabajo (7) y/o un rodillo de impresión (3) generador de imágenes para garantizar un comienzo de imagen de posición precisa sobre la pieza de trabajo (7) .
8. Procedimiento según al menos una de las reivindicaciones 1 a 7, caracterizado porque los dos rodillos de impresión (3) del intersticio de impresión (2) se cruzan entre sí como ajuste de desviación, de modo que una fuerza dirigida transversalmente a la dirección de transporte actúa sobre las piezas de trabajo para guiarlas a lo largo de un límite de borde (6) .
9. Dispositivo para realizar el procedimiento según al menos una de las reivindicaciones 1 a 8, con dos rodillos de impresión (3) ajustables entre sí con respecto a su distancia, que forman un intersticio de impresión (2) para imprimir una pieza de trabajo (7) en forma de placa, así como un módulo de transporte (1) para transportar la pieza de trabajo (7) hacia el intersticio de impresión (2) , caracterizado porque delante de o en el módulo de transporte (1) , situado aguas arriba del intersticio de impresión (2) , está dispuesto un módulo 45 de medición del grosor (9) para detectar el grosor de las piezas de trabajo (7) transportadas, y porque en al menos uno de los dos rodillos de impresión (3) que forman el intersticio de impresión (2) a ambos lados en la zona de sus cojinetes están colocados servomotores (4, 5) para la modificación en un lado y/o en ambos lados de la distancia de ambos rodillos de impresión (3) entre sí, estando enlazados el módulo de medición del grosor (9) y los servomotores (4, 5) con una unidad de control, que está programada de tal manera que 50 modifica en ángulo oblicuo el intersticio de impresión (2) antes de la operación de impresión de manera correspondiente al grosor medido de la pieza de trabajo (7) por medio de una regulación en uno o ambos lados de los servomotores (4, 5) .
10. Dispositivo según la reivindicación 9, caracterizado porque el módulo de medición del grosor (9) comprende sensores de distancia (10) dispuestos encima y debajo de la pieza de trabajo (7) .
11. Dispositivo según la reivindicación 9, caracterizado porque el módulo de medición del grosor (9) comprende al menos dos sensores (12) generadores de imágenes que exploran los cantos laterales de la pieza de trabajo (7) .
12. Dispositivo según la reivindicación 9, caracterizado porque el módulo de medición del grosor (9) comprende una calandria de medición con sensores de recorrido y/o fuerza.
13. Dispositivo según al menos una de las reivindicaciones 9 a 12, caracterizado porque el módulo de
transporte (1) está compuesto esencialmente por una cinta transportadora que se guía a través del intersticio de impresión (2) .
14. Dispositivo según al menos una de las reivindicaciones 9 a 13, caracterizado porque en los cojinetes de al menos un rodillo de impresión (3) están colocados sensores de medición de fuerza para la detección de las fuerzas de apoyo, estando enlazados los sensores de medición de fuerza con la unidad de control y
estando programada la unidad de control de tal manera que con una diferencia de las fuerzas de apoyo medidas por los sensores de medición de fuerza se modifica en ángulo oblicuo la distancia de ambos rodillos de impresión (3) entre sí hasta que la diferencia de las fuerzas de apoyo es aproximadamente cero o aproximadamente igual a un valor de desviación deseado.
15. Dispositivo según al menos una de las reivindicaciones 9 a 14, caracterizado porque una diferencia medida de las fuerzas de apoyo se integra para las piezas de trabajo (7) que van a imprimirse posteriormente como valor de corrección en el ajuste del intersticio de impresión (2) que se produce de manera correspondiente al grosor medido de las piezas de trabajo (7) .
16. Dispositivo según al menos una de las reivindicaciones 9 a 15, caracterizado porque están dispuestos varios intersticios de impresión (2) en línea unos detrás de otros.
Patentes similares o relacionadas:
Aparato de impresión de latas, del 29 de Abril de 2020, de I. Mer Co., Ltd: Aparato de impresión de latas que comprende: una impresora principal que tiene múltiples cilindros de placa para la impresión de diferentes colores y la […]
Estación de control de calidad con sistema de calibración de cámara para máquina procesadora de elementos laminados, del 22 de Abril de 2020, de BOBST MEX SA: Una estación de control de calidad para una máquina procesadora de elementos laminados, que tiene al menos una cámara dispuesta […]
Procedimiento y dispositivo de mando para operar una máquina impresora, del 8 de Abril de 2020, de manroland Goss web systems GmbH: Procedimiento para operar una máquina impresora, a saber, para imprimir un soporte de impresión en unidades de impresión de la máquina impresora, comprendiendo […]
Dispositivo y método para limpiar una cuchilla tangente en una unidad de impresión de una máquina de impresión de huecograbado, del 8 de Abril de 2020, de Bobst Group Italia S.p.A: Dispositivo para limpiar una cuchilla tangente en una unidad de impresión tal como una máquina de impresión de huecograbado, comprendiendo la unidad de impresión […]
Un dispositivo y un método para calentar un rodillo anilox por inducción en máquinas de impresión, del 26 de Febrero de 2020, de Bobst Firenze S.r.l: Un sistema para controlar la temperatura de un rodillo anilox en una unidad de impresión, estando hecho el rodillo anilox de un material ferromagnético […]
Procedimiento para corregir la desalineación de impresión en un aparato de impresión, del 22 de Enero de 2020, de I. Mer Co., Ltd: Un procedimiento para corregir la desalineación de impresión en un aparato de impresión , comprendiendo el aparato de impresión : una impresora con […]
Aparato de agua humectante de para máquinas de impresión y una máquina de impresión equipada con el mismo, del 8 de Enero de 2020, de I. Mer Co., Ltd: Una impresora proporcionada con aparato humectante , siendo que el aparato humectante comprende: un rodillo que empalma con un cilindro de placa ; uno o más […]
Método para impresión en continuo de elementos identificativos certificados sobre una banda, del 18 de Diciembre de 2019, de COMEXI GROUP INDUSTRIES, SAU: Método para impresión en continuo de elementos identificativos certificados sobre una banda, en el que dichos elementos identificativos son todos ellos distintos y generados […]