PRENSA DE LAMINACIÓN DE VARIOS PISOS.
Prensa de laminación de varios pisos para laminar piezas (20, 21) esencialmente con forma de placa bajo el efecto de la presión y del calor, que comprende:
- varias placas calefactoras (10, 11, 12) móviles entre sí dispuestas una sobre otra; - varias cintas transportadoras (30, 31, 32) que circulan alrededor de las placas calefactoras (10, 11, 12) con en cada caso un tramo superior (30a, 31a, 32a) y un tramo inferior (30b, 31b, 32b); - elementos de sellado (80, 81, 82, 110, 111, 112) dispuestos entre las placas calefactoras (10, 11, 12) y las cintas transportadoras (30, 31, 32) para la configuración de cámaras de vacío entre en cada caso una primera placa calefactora (11) y una segunda placa calefactora (10) dispuesta en cada caso por encima de forma contigua con la prensa cerrada, mientras que el tramo inferior (30b) de la segunda cinta transportadora (30) de la segunda placa calefactora (10) se coloca sobre el tramo superior (31a) de la primera cinta transportadora (31) de la primera placa calefactora (11) y la pieza (20) a laminar está dispuesta entre el tramo superior (31a) de la primera cinta transportadora (31) y el tramo inferior (30b) de la segunda cinta transportadora (30) en la cámara de vacío; y - medios (90, 91, 92, 100, 101, 102) para presurizar y/o evacuar las cámaras de vacío, caracterizada porque las cámaras de vacío se limitan en cada caso sin intercalar una membrana por un lado por la primera placa calefactora (11) y por otro lado el tramo inferior (30b) de la segunda cinta transportadora (30), o bien por un lado por la segunda placa calefactora (10) y por otro lado el tramo superior (31a) de la primera cinta transportadora (31)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08008472.
Solicitante: ROBERT BURKLE GMBH.
Nacionalidad solicitante: Alemania.
Dirección: STUTTGARTER STRASSE 123 72250 FREUDENSTADT ALEMANIA.
Inventor/es: DAMM, NORBERT, Metzger,Dagmar.
Fecha de Publicación: .
Fecha Solicitud PCT: 6 de Mayo de 2008.
Clasificación Internacional de Patentes:
- B30B5/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B30 PRENSAS. › B30B PRENSAS EN GENERAL; PRENSAS NO PREVISTAS EN OTRO LUGAR (producción de las ultrapresiones o de ultrapresiones con temperaturas elevadas para obtener modificaciones en una sustancia, p. ej. para fabricar diamantes artificiales, B01J 3/00). › B30B 5/00 Prensas caracterizadas por el empleo de órganos de presión distintos a los mencionados en los grupos B30B 1/00 y B30B 3/00. › en las que los órganos de presión se presentan bajo la forma de un elemento flexible, accionado por la presión de un fluido, p. ej. un diafragma.
- B30B7/02 B30B […] › B30B 7/00 Prensas caracterizadas por una disposición particular de los órganos de presión. › con varias platinas superpuestas una encima de otra.
- B30B7/02B
Clasificación PCT:
- B30B7/02 B30B 7/00 […] › con varias platinas superpuestas una encima de otra.
- B32B37/10 B […] › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 37/00 Procedimientos o aparatos para la estratificación, p.ej. por polimerización o curado o por unión por ultrasonidos. › caracterizado por la técnica de compresión, p.ej. utilizando la acción directa del vacio o de un fluido bajo presión.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2373345_T3.pdf
Fragmento de la descripción:
Prensa de laminación de varios pisos La invención se refiere a una prensa de laminación de varios pisos para laminar piezas esencialmente con forma de placa bajo el efecto de la presión y el calor, en particular de módulos fotovoltaicos, según el preámbulo de la reivindicación 1.
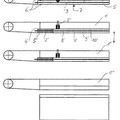
Así, una prensa de laminación de varios pisos de este tipo comprende varias placas calefactoras móviles entre sí dispuestas una sobre otra, moviéndose las placas calefactoras normalmente todas al mismo tiempo o en grupos, para abrir y cerrar la prensa. No obstante, dado el caso, las placas calefactoras pueden moverse también individualmente, para abrir y cerrar en cada caso cámaras de prensado individuales. Además una prensa de laminación de varios pisos de este tipo comprende varias cintas transportadoras, que en cada caso circulan con un tramo superior y un tramo inferior alrededor de las placas calefactoras. Las piezas se conducen entonces, colocadas sobre el tramo superior, mediante el movimiento de circulación de las cintas transportadoras hacia el interior de la prensa y se conducen de nuevo hacia el exterior de ésta.
Una prensa de laminación de varios pisos de este tipo comprende además elementos de sellado para la configuración de cámaras de vacío en el espacio entre en cada caso una primera placa calefactora y una segunda placa calefactora dispuesta en cada caso por encima de forma contigua con la prensa cerrada, estando dispuestos los elementos de sellado entre las placas calefactoras y las cintas transportadoras. Esto significa que, o bien se prevén elementos de sellado separados o bien, no obstante, las propias cintas transportadoras se sellan contra las placas calefactoras. Con la prensa cerrada el tramo inferior de la segunda cinta transportadora de la segunda placa calefactora se encuentra sobre el tramo superior de la primera cinta transportadora de la primera placa calefactora, mientras que la pieza a laminar se dispone entre el tramo superior de la primera cinta transportadora y el tramo inferior de la segunda cinta transportadora en el interior de la cámara de vacío. Las cámaras de vacío pueden presurizarse y/o evacuarse.
Las prensas de laminación para laminar en particular módulos fotovoltaicos se conocen, por ejemplo, por el documento 2006/128699 A2. Sobre una placa calefactora está dispuesta una parte superior con un marco de sellado, marco de sellado que circunscribe una cámara de vacío, que con la prensa cerrada puede evacuarse mediante la colocación hermética del marco de sellado sobre la placa calefactora. Sobre el marco de sellado se tensa una membrana, que cierra la cámara de vacío y sirve como medio de apriete, para aplicar la presión necesaria para la laminación de la pieza contra la placa calefactora. Para esto con la prensa cerrada se evacua el volumen que se encuentra bajo la membrana, entre ésta y la placa calefactora, gracias a lo cual la membrana se apoya estrechamente en la pieza. En caso necesario además se presuriza con aire una cámara de presión formada mediante el sellado del marco de sellado contra la placa de prensa superior, limitada hacia abajo por la membrana. Precisamente en la laminación de módulos fotovoltaicos es muy ventajoso trabajar con una membrana de este tipo, ya que la mayoría de las veces estos módulos presentan una superficie desigual. Igualmente es de gran importancia que la laminación se realice sin burbujas y que no aparezcan permeabilidades, a través de las que podría penetrar humedad en los módulos fotovoltaicos.
Para la laminación de módulos fotovoltaicos se emplean por regla general pegamentos fuertemente adhesivos. Por tanto es habitual en el estado de la técnica, proteger la membrana mediante una hoja separadora colocada entre ésta y la pieza. Porque los restos de pegamento sobre la membrana, que pueden hacerla inservible, o como mínimo empeorar el resultado del trabajo, apenas pueden retirarse de la membrana con un esfuerzo razonable.
Precisamente en el caso de los módulos fotovoltaicos, cuyo volumen de producción de energía eléctrica depende directamente de la superficie, la capacidad de procesamiento por unidad de superficie en procesos fijos en el tiempo tal como el de la laminación influye directamente sobre la rentabilidad. Por consiguiente ofrece ventajas, prever una prensa de laminación de varios pisos, en la que varios pisos de prensa estén dispuestos unos sobre otros. De este modo aumenta la capacidad de superficie a procesar, sin aumentar la necesidad de superficie en el lugar de producción.
Una prensa de laminación de varios pisos con pisos individuales del tipo recién descrito se describe en el documento EP 1 609 597 A2. Sin embargo, en el mismo el problema del pegado de las membranas no está resuelto de manera satisfactoria; porque para evitarlo deben colocarse manualmente hojas separadoras sobre las piezas. Naturalmente, sin embargo, esto hace que el proceso vuelva a ser más lento y costoso, con lo cual las venteas de la prensa de varios pisos se relativizan de nuevo.
La presente invención se basa en el objetivo de simplificar una prensa de laminación de varios pisos del tipo mencionado al principio y por consiguiente aumentar la eficacia del proceso y reducir el coste constructivo.
Este objetivo se resuelve mediante una prensa de laminación de varios pisos con la combinación de características de la reivindicación 1. Configuraciones y perfeccionamientos preferidos de la prensa de laminación de varios pisos según la invención se recogen en las reivindicaciones 2 a 9.
La idea principal de la presente invención consiste por tanto en que la membrana que se consideraba imprescindible hasta ahora como medio de apriete se elimina en una prensa de laminación de este tipo. Las cámaras de vacío se limitan en su lugar por un lado por la primera placa calefactora y por otro lado el tramo inferior de la segunda cinta transportadora, o bien por un lado por la segunda placa calefactora y por otro lado el tramo superior de la primera cinta transportadora. Como medio de apriete, que se aprieta mediante vacío y/o presurización sobre la pieza y la presiona sobre la placa calefactora superior o inferior de un piso de prensa, ya no se emplea una membrana tensada en un marco de sellado, sino que su función la asumen adicionalmente las cintas de transporte circulantes. Puesto que las cintas transportadoras están configuradas de forma circulante, es posible de manera sencilla la limpieza de las mismas desde fuera de los pisos de prensa, de manera que además puede prescindirse de una hoja separadora.
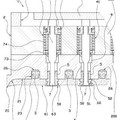
Incluso es posible adaptar una prensa de varios pisos convencional para obtener una prensa de laminación de varios pisos según la presente invención, colocando elementos de sellado, en particular marcos de sellado para la configuración de cámaras de vacío, y en concreto naturalmente directamente en al menos una placa calefactora, de manera que la cinta transportadora asociada discurra sobre los elementos de sellado y por tanto las dos cintas transportadoras de placas calefactoras contiguas atraviesen la cámara de vacío formada.
Las placas calefactoras está dotadas para ello preferiblemente de rebajes o cavidades, de manera que los elementos de sellado no tienen que presentar necesariamente la forma de un marco, y sin embargo en las cámaras de vacío existe volumen suficiente. Dependiendo de la configuración de la presente invención es conveniente que o bien la placa calefactora superior esté dotada en su lado inferior con un rebaje, o bien la placa calefactora inferior en su lado superior, o que por el contrario ambas placas calefactoras de un piso de prensa presenten rebajes. El contorno de las cámaras de vacío así como dado el caso de cámaras de presión puede integrarse en el marco de la presente invención por tanto en los lados superiores y/o inferiores de las placas calefactoras, incluyendo las juntas necesarias, siempre y cuando las propias cintas transportadoras no sellen respecto del entorno de la cámara en las placas calefactoras. Alternativa o adicionalmente también son posibles marcos de sellado colocados para formar las cámaras de vacío y sus junta así como dado el caso cámaras de presión adicionales.
Se obtienen ventajas especiales cuando los tramos superiores de las cintas transportadoras presentan propiedades de material distintas a las de los tramos inferiores. Porque los tramos superiores de las cintas transportadoras sirven para el transporte de las piezas a laminar colocadas encima, mientras que los tramos inferiores, al menos cuando las cintas transportadoras para introducir y extraer las piezas realizan... [Seguir leyendo]
Reivindicaciones:
1. Prensa de laminación de varios pisos para laminar piezas (20, 21) esencialmente con forma de placa bajo el efecto de la presión y del calor, que comprende:
- varias placas calefactoras (10, 11, 12) móviles entre sí dispuestas una sobre otra;
-varias cintas transportadoras (30, 31, 32) que circulan alrededor de las placas calefactoras (10, 11, 12) con en cada caso un tramo superior (30a, 31a, 32a) y un tramo inferior (30b, 31b, 32b) ;
- elementos de sellado (80, 81, 82, 110, 111, 112) dispuestos entre las placas calefactoras (10, 11, 12) y las cintas transportadoras (30, 31, 32) para la configuración de cámaras de vacío entre en cada caso una primera placa calefactora (11) y una segunda placa calefactora (10) dispuesta en cada caso por
encima de forma contigua con la prensa cerrada, mientras que el tramo inferior (30b) de la segunda cinta transportadora (30) de la segunda placa calefactora (10) se coloca sobre el tramo superior (31a) de la primera cinta transportadora (31) de la primera placa calefactora (11) y la pieza (20) a laminar está dispuesta entre el tramo superior (31a) de la primera cinta transportadora (31) y el tramo inferior (30b) de la segunda cinta transportadora (30) en la cámara de vacío; y -medios (90, 91, 92, 100, 101, 102) para presurizar y/o evacuar las cámaras de vacío, caracterizada porque las cámaras de vacío se limitan en cada caso sin intercalar una membrana por un lado por la primera placa calefactora (11) y por otro lado el tramo inferior (30b) de la segunda cinta transportadora (30) , o bien por un lado por la segunda placa calefactora (10) y por otro lado el tramo superior (31a) de la primera cinta transportadora (31) .
2. Prensa de laminación de varios pisos según la reivindicación 1, caracterizada porque las placas calefactoras (10, 11, 12) están dotadas con rebajes (70, 71, 72) para la formación de las cámaras de vacío y/o de cámaras de presión.
3. Prensa de laminación de varios pisos según una de las reivindicaciones 1 o 2, caracterizada porque los
tramos superiores (30a, 31a, 32a) de las cintas transportadoras (30, 31, 32) presentan propiedades de material distintas a las de sus tramos inferiores (30b, 31b, 32b) .
4. Prensa de laminación de varios pisos según al menos una de las reivindicaciones 1 a 3, caracterizada porque los tramos superiores (30a, 31a, 32a) de las cintas transportadoras (30, 31, 32) presentan dimensiones geométricas en espesor y/o anchura distintas a las de sus tramos inferiores (30b, 31b, 32b) .
5. Prensa de laminación de varios pisos según una de las reivindicaciones 3 o 4, caracterizada porque los tramos inferiores (30b, 31b, 32b) y los tramos superiores (30a, 31a, 32a) de las cintas transportadoras están fijados entre sí en cada caso por medio de al menos dos conectores de cinta (60, 61, 62) separables.
6. Prensa de laminación de varios pisos según al menos una de las reivindicaciones 1 a 5, caracterizada porque las cintas transportadoras (30, 31, 32) están dotadas con elementos tensores (40, 41, 42, 50, 51, 42) , que tensan las cintas transportadoras (30, 31, 32) durante la circulación alrededor de las placas calefactoras (10, 11, 12) , mientras que destensan las cintas transportadoras (10, 11, 12) al cerrarse la prensa.
7. Prensa de laminación de varios pisos según al menos una de las reivindicaciones 1 a 6, caracterizada porque o bien el tramo inferior (30b) de la segunda cinta transportadora (30) o bien el tramo superior (31a)
de la primera cinta transportadora (31) de cada piso de la prensa no cubre los elementos de sellado (80, 111) por toda su superficie y/o está dotado con orificios de aspiración.
8. Prensa de laminación de varios pisos según al menos una de las reivindicaciones 1 a 7, caracterizada porque las cintas transportadoras (30, 31, 32) para introducir y extraer las piezas (20, 21) realizan una vuelta completa alrededor de las placas calefactoras (10, 11, 12) .
45 9. Prensa de laminación de varios pisos según al menos una de las reivindicaciones 1 a 8, caracterizada porque está previsto al menos un dispositivo de limpieza (120, 121, 122) , por el que se mueven las cintas transportadoras (30, 31, 32) durante la circulación alrededor de las placas calefactoras (10, 11, 12) , pasando por el mismo.
Patentes similares o relacionadas:
Procedimiento y dispositivo para la producción de elementos constructivos de material compuesto así como unidad de presión, del 24 de Abril de 2019, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.: Procedimiento para la producción de elementos constructivos de material compuesto, en el cual una primera pieza de trabajo en forma de cinta está fijada a […]
Aparato para la consolidación de artículos de material compuesto, del 5 de Febrero de 2019, de XTEK Limited: Un aparato de consolidación de artículos de material compuesto para ejercer la presión y el ciclo térmico con el fin de la consolidación de artículos […]
Molde para formar baldosas y similares, del 23 de Agosto de 2017, de MARTINELLI ETTORE S.R.L.: Molde para formar baldosas y similares, que comprende un semimolde inferior y un semimolde superior que definen al menos una cavidad de formación […]
Prensa de placas y unidad de chapa de prensa-cojín de prensa, del 18 de Mayo de 2016, de HUECK RHEINISCHE GMBH: Prensa de placas , en particular prensa de ciclo de una etapa o varias etapas, con al menos una placa de calentamiento , al menos una chapa de prensa […]
Dispositivo y procedimiento para la fabricación de vidrio de seguridad compuesto, del 22 de Enero de 2014, de Fotoverbundglas Marl GmbH: Dispositivo para la fabricación de vidrio de seguridad compuesto de al menos dos lunas de vidrio con una capa adhesiva dispuesta en medio, con - una placa […]
 Prensa y procedimiento para laminar piezas de trabajo esencialmente en forma de placa, del 7 de Agosto de 2013, de ROBERT BURKLE GMBH: Prensa para la laminación de piezas de trabajo esencialmente en forma de placa bajo la acción de presión y de calor, con una mitad inferior […]
Prensa y procedimiento para laminar piezas de trabajo esencialmente en forma de placa, del 7 de Agosto de 2013, de ROBERT BURKLE GMBH: Prensa para la laminación de piezas de trabajo esencialmente en forma de placa bajo la acción de presión y de calor, con una mitad inferior […]
Prensa isostática para el tratamiento a alta presión, del 29 de Agosto de 2012, de AVURE TECHNOLOGIES AB: Prensa isostática para el tratamiento a alta presión de un producto que tiene una temperatura por debajo de0ºC, que comprende una cámara de presión adaptada […]
 Molde isostático para formar badosas, del 8 de Agosto de 2012, de TA-RO PROGETTI S.N.C. DI TAGLIATI RODOLFO E C. (100.0%): Molde isostático apto para formar baldosas, que comprende un cuerpo metálico y una membrana elásticamente deformable (6, 6', 6'') que está agarrada […]
Molde isostático para formar badosas, del 8 de Agosto de 2012, de TA-RO PROGETTI S.N.C. DI TAGLIATI RODOLFO E C. (100.0%): Molde isostático apto para formar baldosas, que comprende un cuerpo metálico y una membrana elásticamente deformable (6, 6', 6'') que está agarrada […]