Molde isostático para formar badosas.
Molde isostático apto para formar baldosas, que comprende un cuerpo metálico (2) y una membrana elásticamente deformable (6,
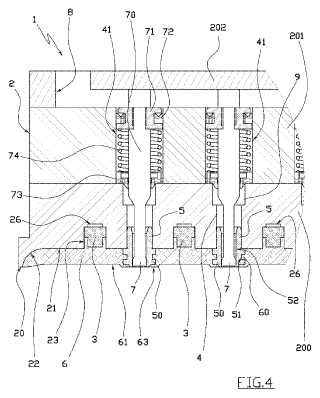
6', 6'') que está agarrada firmemente al cuerpo metálico (2) en una pluralidad de zonas de fijación (25, 28, 290, 21, 22, 24', 24'') predeterminadas distintas, de manera que una cámara intermedia herméticamente sellada está delimitada entre la membrana elástica (6, 6', 6") y el cuerpo metálico (2), estando destinada dicha cámara a contener un fluido incompresible, en el que unos casquillos rígidos (5, 5'') son introducidos en la membrana elástica (6, 6', 6''), definiendo cada uno de dichos casquillos rígidos (5, 5") una boquilla de ventilación (52) que pasa al interior de un cuerpo de la membrana elástica (6, 6', 6") y que se comunica con un entorno exterior a través de un sistema de conductos de descarga (9) previsto en el cuerpo metálico (2), recibiendo cada casquillo rígido (5, 5'') un respectivo cuerpo de obturador (7), permitiendo dicho cuerpo de obturador (7) el paso de aire e impidiendo por lo menos parcialmente el paso de polvo cerámico, caracterizado porque cada casquillo rígido (5, 5'') está ubicado en una zona de fijación (25, 28, 290, 21, 22, 24', 24'') de la membrana elástica (6, 6', 6'') en el cuerpo metálico (2).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07111990.
Solicitante: TA-RO PROGETTI S.N.C. DI TAGLIATI RODOLFO E C.
Nacionalidad solicitante: Italia.
Dirección: VIA MONTE GRAPPA 59 41042 FIORANO MODENESE (MO) ITALIA.
Inventor/es: TAGLIATI,DAVIDE, TAGLIATI,DANIELE, TAGLIATI,MICHELE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B28B3/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › Fabricación de objetos conformados mediante la utilización de prensas (conformación sobre transportadores móviles B28B 5/00 ); Prensas especialmente adaptadas a la realización de este trabajo (prensas en general B30B).
- B28B7/10 B28B […] › B28B 7/00 Moldes; Machos; Mandriles (especialmente adaptados para la fabricación de objetos de forma tubular B28B 21/00). › Moldes con medios incorporados o soportados por estos moldes, para la expulsión de los objetos moldeados (dispositivos que no forman parte del molde para la eyección de los objetos moldeados B28B 13/06).
- B28B7/12 B28B 7/00 […] › por presión de fluido.
- B28B7/38 B28B 7/00 […] › Tratamiento de los moldes, de los machos o de los mandriles para impedir que se peguen.
- B28B7/44 B28B 7/00 […] › para el tratamiento mediante gases o para la desgasificación, p. ej. para la desaireación.
- B30B15/00 B […] › B30 PRENSAS. › B30B PRENSAS EN GENERAL; PRENSAS NO PREVISTAS EN OTRO LUGAR (producción de las ultrapresiones o de ultrapresiones con temperaturas elevadas para obtener modificaciones en una sustancia, p. ej. para fabricar diamantes artificiales, B01J 3/00). › Partes constitutivas de prensas o accesorios de prensas; Medidas auxiliares tomadas en relación con el prensado (dispositivos de seguridad F16P).
- B30B5/02 B30B […] › B30B 5/00 Prensas caracterizadas por el empleo de órganos de presión distintos a los mencionados en los grupos B30B 1/00 y B30B 3/00. › en las que los órganos de presión se presentan bajo la forma de un elemento flexible, accionado por la presión de un fluido, p. ej. un diafragma.
PDF original: ES-2390904_T3.pdf
Fragmento de la descripción:
Molde isostatico para formar baldosas.
La invencion se refiere a moldes para formar baldosas de ceramica y, mas en particular, a un molde isostatico destinado a asociarse a cavidades de formacion de uno o mas moldes.
Tal como se conoce, los moldes de ceramica habituales comprenden una cavidad de formacion para contener el material ceramico en polvo, cavidad que esta delimitada por una matriz de contencion lateral en la que se aloja un molde inferior de manera deslizable, molde inferior que colabora con un molde superior con el fin de estampar las superficies opuestas planas de la baldosa.
La operacion de prensado conduce a menudo a la produccion de una baldosa terminada defectuosa, a veces seriamente defectuosa, dependiendo los problemas de diversos factores.
Uno de estos factores es la distribucion irregular de los polvos ceramicos en el interior de la cavidad de formacion del molde, que se manifiesta en una densidad no homogenea en la baldosa sin cocer.
Esta falta de homogeneidad conduce a una dilatacion termica diferenciada en la baldosa durante la fase de coccion y a una contraccion irregular correspondiente durante la fase de enfriamiento, lo que provoca diversos defectos de tamafo, forma y planicidad, a veces incluso dando como resultado la rotura y/o el agrietamiento.
Para obviar este problema, el campo de la tecnica ofrece la utilizacion de moldes conocidos como isostaticos.
Los moldes isostaticos comprenden un cuerpo metalico dotado de una superficie activa destinada a orientarse hacia el lado interior de la cavidad de formacion de molde.
La superficie activa esta dotada de una cavidad concentrica que se cierra en la parte superior por una membrana elastica, que esta anclada al cuerpo metalico en una pluralidad de zonas predeterminadas y que esta destinada a entrar en contacto con la masa de polvos ceramicos con el fin de estampar una de las superficies planas de la baldosa.
La cavidad concentrica mencionada anteriormente se llena de un fluido incompresible a presion, que hincha la membrana elastica en las zonas en las que la membrana no esta anclada al cuerpo metalico, dando a la membrana una apariencia global con bultos.
Durante el prensado, se aprietan las zonas de la membrana elastica, que actuan donde hay una densidad mayor de polvos ceramicos, y empujan el fluido incompresible de modo que hincha mucho mas las zonas en las que hay una menor densidad del material.
De esta manera, la presion que aplica la membrana para compactar la masa de polvos ceramicos es constante y la densidad de la baldosa que esta prensandose es, por tanto, homogenea.
Sin embargo, durante el cierre del molde, el aire contenido en la cavidad de formacion debe fluir necesariamente hacia el exterior.
En el sector de la ceramica, esta fase se denomina habitualmente fase de desgasificacion, y es necesaria con el fin de impedir que aparezcan defectos graves en el producto de ceramica terminado, derivados de la presencia de aire atrapado residual en la baldosa sin cocer prensada.
Estos defectos, que a menudo pueden identificarse solo en una fase relativamente avanzada de la produccion de baldosas, pueden conducir a un rechazo total del producto con perdidas economicas obvias.
Durante la fase de desgasificacion, el flujo de aire se dirige generalmente desde el centro de la cavidad de formacion hacia la periferia de la misma, donde sale pasando al interior del espacio (habitualmente una cuantas decimas de milimetros) entre el borde de los moldes y la matriz de contencion lateral.
Por tanto, se establece una corriente de aire que provoca un desplazamiento de los polvos ceramicos, que luego se acumulan en los lados de la cavidad de formacion y se concentran menos en el centro de la cavidad.
Por este motivo, las zonas centrales de la membrana elastica del molde isostatico se hinchan mas, en cada ciclo, que las zonas perifericas, lo que conduce a un deterioro muy rapido.
En particular, este fenomeno es muy relevante en los moldes isostaticos para realizar baldosas de formato grande, en los que la desgasificacion de la cavidad de formacion produce, especialmente si se realiza a velocidades demasiado rapidas, diferencias de distribucion de polvo tan acentuadas que pueden provocar incluso la explosion y rotura de la membrana elastica. Un inconveniente adicional en el prensado de las baldosas de ceramica es, por tanto, el tiempo requerido para garantizar que todo el aire presente en la cavidad de formacion sale completamente, consiguiendo asi una desgasificacion perfecta.
Esto significa reducir considerablemente el tiempo de cierre del molde, o subdividir la operacion de prensado en dos fases sucesivas, introduciendo una pausa en el trabajo que influye negativamente en la productividad de la planta.
Un inconveniente adicional consiste en el hecho de que el desgaste en los moldes de ceramica esta determinado principalmente por el flujo de aire de desgasificacion ya mencionado, que, al concentrarse entre los bordes de los moldes y la matriz de contencion, significa sustituir estos componentes aunque esten desgastados solo en sus partes perifericas.
El documento EP 1 297 934 da a conocer un dispositivo para prensar material ceramico segun el preambulo de la reivindicacion 1. El dispositivo comprende un punzon isostatico que presenta una membrana elastica agarrada a un cuerpo metalico en una pluralidad de puntos. La membrana elastica es adecuada para alojar un fluido incompresible que hincha la membrana elastica en las zonas en las que la membrana no esta anclada al cuerpo metalico para obtener una accion de prensado uniforme. El dispositivo presenta tambien una pieza de insercion o casquillo que comprende un disco y la membrana se envuelve hermeticamente alrededor de la pieza de insercion y el disco. En la pieza de insercion hay un alojamiento en el que se alojan medios de succion que comprenden una valvula semiestatica que, durante la accion de prensado, facilita la eliminacion de aire.
Tal construccion parece estar sometida a los problemas de desplazamiento no deseado del casquillo y de posible puesta en peligro del sellado de la camara de fluido incompresible.
El objetivo de la invencion es obviar por lo menos parcialmente los inconvenientes descritos anteriormente.
En particular, un objetivo es impedir que el aire en la cavidad de formacion quede atrapado dentro de las baldosas prensadas, evitando asi simultaneamente el deterioro y/o explosion de la membrana elastica, el desgaste rapido de los moldes de ceramica, y aumentar la productividad de planta.
Un objetivo adicional de la invencion es alcanzar estos objetivos al tiempo que se proporciona una solucion que es sencilla, racional y economica.
El objetivo se alcanza mediante la invencion tal como se caracteriza en la reivindicacion adjunta 1.
En particular, se proporciona un molde isostatico que comprende un cuerpo metalico y una membrana deformable elasticamente que esta constrefida firmemente al cuerpo metalico en una pluralidad de zonas de fijacion predeterminadas distintas, de manera que una camara intermedia sellada hermeticamente este delimitada entre la membrana elastica y el cuerpo metalico, camara intermedia que puede contener un fluido incompresible.
Segun la invencion, los casquillos rigidos se introducen en la membrana elastica, definiendo cada uno de los casquillos una boquilla de ventilacion, que presenta dimensiones predeterminadas y que es sustancialmente no deformable, boquilla que se introduce en el espesor de la membrana elastica y se comunica con el exterior a traves de un sistema de conductos de descarga previsto en el cuerpo metalico.
Cada casquillo rigido esta ubicado en una zona de fijacion de la membrana elastica al cuerpo metalico, para no poner en peligro el sellado de la camara de fluido incompresible, permitiendo el funcionamiento correcto del sistema de prensado de compensacion isostatico.
Ademas, dado que las zonas de fijacion de la membrana elastica no se deforman durante el prensado, los casquillos rigidos no estan sometidos a desplazamiento no deseado que podria poner en peligro la comunicacion de las boquillas de ventilacion con el sistema de conductos de descarga, que guian el aire hacia el exterior.
Segun la invencion, cada casquillo rigido individual aloja un respectivo cuerpo de obturador,... [Seguir leyendo]
Reivindicaciones:
1. Molde isostatico apto para formar baldosas, que comprende un cuerpo metalico (2) y una membrana elasticamente deformable (6, 6', 6'') que esta agarrada firmemente al cuerpo metalico (2) en una pluralidad de zonas de fijacion (25, 28, 290, 21, 22, 24', 24'') predeterminadas distintas, de manera que una camara intermedia hermeticamente sellada esta delimitada entre la membrana elastica (6, 6', 6") y el cuerpo metalico (2) , estando destinada dicha camara a contener un fluido incompresible, en el que unos casquillos rigidos (5, 5'') son introducidos en la membrana elastica (6, 6', 6'') , definiendo cada uno de dichos casquillos rigidos (5, 5") una boquilla de ventilacion (52) que pasa al interior de un cuerpo de la membrana elastica (6, 6', 6") y que se comunica con un entorno exterior a traves de un sistema de conductos de descarga (9) previsto en el cuerpo metalico (2) , recibiendo cada casquillo rigido (5, 5'') un respectivo cuerpo de obturador (7) , permitiendo dicho cuerpo de obturador (7) el paso de aire e impidiendo por lo menos parcialmente el paso de polvo ceramico, caracterizado porque cada casquillo rigido (5, 5'') esta ubicado en una zona de fijacion (25, 28, 290, 21, 22, 24', 24'') de la membrana elastica (6, 6', 6'') en el cuerpo metalico (2) .
2. Molde segun la reivindicacion 1, caracterizado porque cada cuerpo de obturador (7) esta constituido por un cuerpo compacto, que obstruye parcialmente la boquilla de ventilacion (52) del casquillo rigido (5, 5") relativo, dejando una fisura de paso estrecha permanentemente abierta.
3. Molde segun la reivindicacion 2, caracterizado porque la fisura estrecha es de tal tamafo que permite el paso de aire durante una fase de prensado y limita la infiltracion en la misma del polvo ceramico.
4. Molde segun la reivindicacion 1, caracterizado porque el cuerpo de obturador (7) esta firmemente fijado al cuerpo metalico (2) del molde isostatico, de manera que es estacionario con respecto al casquillo rigido (5, 5") .
5. Molde segun la reivindicacion 1, caracterizado porque el cuerpo de obturador (7) esta asociado con unos respectivos medios de activacion (70, 71, 41) que mueven el cuerpo de obturador (7) alternativamente entre una posicion de reposo, en la que el mismo esta en el interior del casquillo rigido (5) relativo, y una posicion de extraccion en la que el mismo sobresale externamente del mismo.
6. Molde segun la reivindicacion 5, caracterizado porque cada cuerpo de obturador (7) esta fijado a un extremo de un vastago (70) de valvula, pudiendo dicho vastago (70) de valvula deslizarse en un orificio (4) que esta previsto en el cuerpo metalico (2) detras del respectivo casquillo rigido (5) .
7. Molde segun la reivindicacion 6, caracterizado porque el vastago (70) de valvula comprende un cuerpo de rascador (75) que es coaxial al cuerpo de obturador (7) y es transversalmente mas grande, pasando dicho cuerpo de rascador (75) de manera sustancialmente ajustada por el interior de la boquilla de ventilacion (52) , durante el desplazamiento del cuerpo de obturador (7) desde la posicion de reposo hasta la posicion de extraccion del mismo, para empujar el polvo ceramico que pueda estar presente en el cuerpo de ventilacion (52) en el sentido hacia fuera.
8. Molde segun la reivindicacion 6, caracterizado porque los medios de activacion comprenden una parte del vastago (70) de valvula que, al funcionar como un piston, es empujado mediante un fluido a presion para deslizarse hacia el interior de un asiento (41) cilindrico relativo previsto en el cuerpo metalico (2) .
9. Molde segun la reivindicacion 8, caracterizado porque cada cuerpo de valvula (7) esta asociado con unos medios de retorno (74) que devuelven el cuerpo de valvula (7) a la posicion de reposo del mismo.
10.Molde segun la reivindicacion 9, caracterizado porque los medios de retorno comprenden un resorte (74) que actua sobre el piston en contra del fluido a presion.
11.Molde segun lareivindicacion9, caracterizado porque los medios de retorno comprenden un circuito hidraulico auxiliar que suministra fluido a presion al interior del asiento (41) cilindrico, con el fin de empujar el piston en sentido opuesto con respecto al sentido de extraccion.
12.Molde segun la reivindicacion 8, caracterizado porque los asientos (41) cilindricos de todos los medios de activacion de los cuerpos de valvula (7) estan conectados de manera hidraulica a traves de un mismo conducto de transporte (8) del fluido a presion.
13.Molde segun la reivindicacion 8, caracterizado porque los asientos (41) cilindricos de los medios de activacion de los cuerpos de valvula (7) estan conectados de manera hidraulica a una pluralidad de conductos independientes (8) para transportar el fluido a presion.
14.Molde segun la reivindicacion 1, caracterizado porque cada casquillo rigido (5, 5") esta insertado en un respectivo orificio pasante en la membrana elastica (6, 6', 6") , y presenta un canal circunferencial (51, 51'') , mediante el cual se acopla con una nervadura (60, 60', 60") de la membrana elastica (6, 6', 6") , sobresaliendo dicha nervadura (60, 60', 60") de una pared interna del orificio pasante.
15.Molde segun lareivindicacion1, caracterizado porque un extremo del casquillo rigido (5, 5") esta en linea con una superficie activa de la membrana elastica (6, 6', 6") .
16.Molde segun la reivindicacion 1, caracterizado porque el cuerpo metalico (2) presenta un hueco (23) conformado en vista en planta como una rejilla, en el que esta alojada una rejilla (3) de una forma adecuada, siendo dicha rejilla
(3) mas rigida que la membrana elastica (6) y estando interpuesta entre la membrana elastica (6) y la camara de fluido incompresible,
estando definida cada zona de fijacion (25) de la membrana elastica (6) en el cuerpo metalico (2) en el interior de una conexion del hueco en forma de rejilla (23) .
17.Molde segun la reivindicacion 16, caracterizado porque la cara de la membrana elastica (6) que esta proxima a la rejilla (3) presenta una rejilla en relieve que esta insertada de manera ajustada en el hueco (23) del cuerpo metalico (2) .
18.Molde segun la reivindicacion 16, caracterizado porque la rejilla (3) esta agarrada con firmeza a la membrana elastica (6, 6', 6") .
19.Molde segun la reivindicacion 16, caracterizado porque la rejilla (3) esta realizada a partir de un material elastomerico.
20.Molde segun la reivindicacion 1, caracterizado porque cada una de las zonas de fijacion comprende una cavidad ranurada (28) prevista en el cuerpo metalico (2) en el que una protuberancia correspondiente en relieve de la membrana elastica (6') esta acoplada de manera ajustada.
21.Molde segun la reivindicacion 1, caracterizado porque cada una de las zonas de fijacion esta delimitada por un respectivo canal anular (290) previsto en el cuerpo metalico (2) , estando en dicho canal anular (290) acoplada de manera ajustada una respectiva nervadura anular en relieve de la membrana elastica (6") .
22.Molde segun la reivindicacion 1, caracterizado porque el sistema de conductos de descarga (9) esta conectado a un dispositivo de aspiracion, que aspira cualquier material ceramico posiblemente presente en los conductos de descarga (9) .
23.Molde segun la reivindicacion 1, caracterizado porque el sistema de conductos de descarga (9) esta conectado a un dispositivo de soplador, que inyecta aire a presion al interior de los conductos de descarga (9) .
Patentes similares o relacionadas:
SISTEMA Y MÉTODO PARA EL CONTROL DE FABRICACIÓN DE UN ELEMENTO CERÁMICO, del 11 de Julio de 2019, de ASOCIACION DE INVESTIGACION DE LAS INDUSTRIAS CERAMICAS A.I.C.E.: La presente invención se refiere a un método y un sistema para el control de fabricación de un elemento cerámico en una línea de producción que comprende: unos medios […]
SISTEMA Y MÉTODO PARA EL CONTROL DE FABRICACIÓN DE UN ELEMENTO CERÁMICO, del 5 de Julio de 2019, de ASOCIACION DE INVESTIGACION DE LAS INDUSTRIAS CERAMICAS A.I.C.E.: La Presente invención se refiere a un método y un sistema para el control de fabricación de un elemento cerámico en una línea de producción que comprende: […]
Fabricación de tiras de película pequeñas, del 10 de Abril de 2019, de Aquestive Therapeutics, Inc: Un método de formación de una pluralidad de productos (80, 80', 180, 180', 260, 365) de película individuales, que comprende las etapas de: (a) proporcionar un […]
PROCEDIMIENTO DE FABRICACIÓN DE CATALIZADORES MONOLÍTICOS Y USO DE LOS MISMOS, del 14 de Marzo de 2019, de CONSEJO SUPERIOR DE INVESTIGACIONES CIENTIFICAS: La presente invención se refiere a un procedimiento de fabricación o conformado de catalizadores basados en hidróxidos dobles laminares (HDL) y sepiolita […]
Procedimiento de fabricación de catalizadores monolíticos y uso de los mismos, del 6 de Marzo de 2019, de CONSEJO SUPERIOR DE INVESTIGACIONES CIENTIFICAS: Procedimiento de fabricación de catalizadores monolíticos y uso de los mismos. La presente invención se refiere a un procedimiento de fabricación o conformado de catalizadores […]
Reducción de las tensiones internas en materiales cerámicos, del 23 de Enero de 2019, de COSENTINO RESEARCH & DEVELOPMENT, S.L: Un procedimiento para fabricar un material cerámico compactado que comprende entre 45-85 % en peso de fase vítrea y con una densidad comprendida entre 2,3 […]
Molde para formar baldosas y similares, del 23 de Agosto de 2017, de MARTINELLI ETTORE S.R.L.: Molde para formar baldosas y similares, que comprende un semimolde inferior y un semimolde superior que definen al menos una cavidad de formación […]
Aislante térmico que utiliza perlita expandida de células cerradas, del 19 de Julio de 2017, de Kyungdong One Corporation: Aislante térmico que contiene perlita expandida de células cerradas que comprende: del 10 al 84% en peso de perlita expandida, que incluye partículas […]