PROCEDIMIENTO Y DISPOSITIVO PARA LA LAMINACIÓN DE PIEZAS DE TRABAJO ESENCIALMENTE EN FORMA DE PLACA BAJO LA ACCIÓN DEL CALOR Y LA PRESIÓN.
Procedimiento para la laminación, bajo la acción del calor y la presión,
de piezas de trabajo esencialmente en forma de placa con al menos una capa adhesiva activable y endurecible por calor, en el que un número de piezas de trabajo (20, 21) se introduce en una prensa de laminación en vacío de múltiples planos (200), en la que las piezas de trabajo (20, 21) se laminan bajo la acción del calor en planos de prensado con respectivamente una cámara de vacío subdividida por un medio de apriete (30b, 31b, 32b, 150, 151) flexible en una mitad de producto (141) y una mitad de presión (131), en el que se evacua la mitad de producto (141) de la cámara de vacío en la que está dispuesta al menos una pieza de trabajo (20, 21), y el medio de apriete (30b, 31b, 32b, 150, 151) presiona la pieza de trabajo (20, 21) de forma directa o indirecta contra un lado inferior de la cámara de vacío por la depresión originada con ello y/o por una presurización adicional de la mitad de presión (131) de la cámara de vacío, que está dispuesta en el lado del medio de apriete (30b, 31b, 32b, 150, 151) opuesto a la pieza de trabajo (20, 21), en el que el proceso de laminación se interrumpe por apertura de la prensa de laminación en vacío de múltiples planos (200) y las piezas de trabajo (20, 21) prelaminadas se trasladan a un laminador de múltiples planos (201), y las piezas de trabajo (20, 21) se someten en el laminador de múltiples planos (201) bajo la acción de la presión a una temperatura igual o por encima de la temperatura de endurecimiento de las capas adhesivas (402)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08008979.
B30B5/02TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B30PRENSAS. › B30B PRENSAS EN GENERAL; PRENSAS NO PREVISTAS EN OTRO LUGAR (producción de las ultrapresiones o de ultrapresiones con temperaturas elevadas para obtener modificaciones en una sustancia, p. ej. para fabricar diamantes artificiales, B01J 3/00). › B30B 5/00 Prensas caracterizadas por el empleo de órganos de presión distintos a los mencionados en los grupos B30B 1/00 y B30B 3/00. › en las que los órganos de presión se presentan bajo la forma de un elemento flexible, accionado por la presión de un fluido, p. ej. un diafragma.
B30B7/02B30B […] › B30B 7/00 Prensas caracterizadas por una disposición particular de los órganos de presión. › con varias platinas superpuestas una encima de otra.
B30B7/02B
Clasificación PCT:
B30B7/02B30B 7/00 […] › con varias platinas superpuestas una encima de otra.
B32B37/10B […] › B32PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 37/00 Procedimientos o aparatos para la estratificación, p.ej. por polimerización o curado o por unión por ultrasonidos. › caracterizado por la técnica de compresión, p.ej. utilizando la acción directa del vacio o de un fluido bajo presión.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
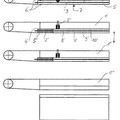
Procedimiento y dispositivo para la laminación de piezas de trabajo esencialmente en forma de placa bajo la acción del calor y la presión. La invención se refiere a un procedimiento para la laminación, bajo la acción del calor y la presión, de piezas de trabajo esencialmente en forma de placas según el preámbulo de la reivindicación 1, así como un dispositivo semejante según el preámbulo de la reivindicación 13. Las piezas de trabajo a laminar en este caso están constituidas en varias capas y contienen al menos una capa adhesiva con un adhesivo que se activa y endurece por la acción del calor. El ámbito de aplicación preferido de la presente invención es la laminación de módulos fotovoltaicos, en los que una capa de células solares está encapsulada de forma estanca a la humedad con sus elementos de contacto eléctrico, así como está recubierta resistente a la intemperie y no obstante transparente a la luz. En el marco de la presente invención se utiliza una prensa de laminación en vacío de múltiples planos con varios planos de prensado. En cada plano de prensado está prevista una cámara de vacío que se subdivide por un medio de apriete flexible en una mitad de producto y una mitad de presión. La mitad de producto de la cámara de vacío está prevista para la recepción de al menos una pieza de trabajo y puede evacuarse mientras que la mitad de presión se puede presurizar. El medio de apriete flexible está configurado y dispuesto de forma que, debido a una diferencia de presión generada por la evacuación de la mitad de producto y/o por una presurización adicional de la mitad de presión en la cámara de presión, presiona la pieza de trabajo de forma directa o indirecta contra un lado inferior de la cámara de vacío. Una prensa de laminación en vacío de múltiples planos para la laminación de módulos fotovoltaicos se describe en el documento EP 1 609 597 A2. Esta prensa de laminación comprende una pluralidad de placas calefactoras, entre las que está formado respectivamente un plano de prensado. Por encima de cada placa calefactora, en el lado inferior de la placa calefactora dispuesta sobre ella, está dispuesto respectivamente un marco de obturación que circunscribe una cámara de vacío que se puede evacuar por colocación estanca del marco de obturación sobre la placa calefactora inferior con el plano de prensado cerrado. Sobre el marco de obturación está tensada una membrana elástica que subdivide la cámara de vacío en una mitad de producto y una mitad de presión, así como sirve como medio de apriete para aplicar la presión necesaria para la laminación del modulo fotovoltaico contra la placa calefactora. Con ello se evacua el volumen situado bajo la membrana, entre ésta y la placa calefactora, con la prensa cerrada y que forma la mitad de producto de la cámara de vacío, por lo que la membrana tiene un contacto estrecho con la pieza de trabajo. Además, en caso de necesidad se aplica aire comprimido a una mitad de presión de la cámara de vacío, formada por la obturación del marco de obturación contra la placa superior de la prensa y delimitada hacia abajo por la membrana, a fin de aumentar todavía la presión de apriete de la pieza de trabajo. La evacuación de la mitad de producto permite una laminación sin burbujas de la pieza de trabajo, ya que se extraen las inclusiones de aire presentes y similares todavía antes de alcanzar la temperatura de reblandecimiento del adhesivo utilizado. Por el contacto de la pieza de trabajo con la placa calefactora se calienta la primera gradualmente hasta por encima de la temperatura de reblandecimiento y la temperatura de endurecimiento de las capas adhesivas, de forma que el proceso de laminación se puede proseguir hasta el completo endurecimiento del adhesivo. La producción de energía eléctrica por los módulos fotovoltaicos depende directamente de la superficie. Por consiguiente la capacidad de tratamiento por unidad de superficie en procesos fijados en el tiempo, como el de la laminación, influye directamente en la eficiencia de costes en la fabricación de los módulos. Por ello es ventajoso utilizar una prensa de laminación en vacío de múltiples planos, en la que están dispuestos unos sobre otros varios planos de prensado. Por ello se aumenta la capacidad de superficie a tratar sin aumentar la necesidad de superficie en el lugar de producción. En efecto mediante la configuración en varios planos de una prensa de laminación se aumenta la necesidad de energía de todos modos ya elevada durante el ciclo de calentamiento y enfriamiento debido a la interacción reducida de las placas calefactores individuales con el entorno. Además, en ocasiones es difícil alojar los grupos calefactores y refrigeradores necesarios para el control óptimo de la temperatura en el dimensionamiento necesario, debido a las estrechas relaciones de espacio en una prensa de laminación de múltiples planos. Finalmente, con vistas a una eficiencia de costes más elevada también es deseable reducir aun más los tiempos de ciclo durante la laminación al utilizar una prensa de laminación de múltiples planos, lo que por los motivos mencionados se puede realizar sólo en límites estrechos dado que se acortan los tiempos de calentamiento y enfriamiento. En el documento US-A-5,593,532 da a conocer un procedimiento y un dispositivo para la laminación de módulos fotovoltaicos, prelaminando los módulos fotovoltaicos en una prensa de laminación en vacío de un plano y luego en un estado, en el que las capas adhesivas activables por calor de los módulos fotovoltaicos todavía no están endurecidas, se pasan a un horno de endurecimiento donde se endurecen a la temperatura de endurecimiento. La presente invención tiene el objetivo de evitar las desventajas mencionadas previamente de un dispositivo mencionado al inicio o de un procedimiento mencionado al inicio y aumentar aun más la eficiencia del proceso de laminación con una prensa de laminación en vacío de múltiples planos. 2 ES 2 370 070 T3 Este objetivo se resuelve según la invención por un procedimiento con las características de la reivindicación 1, así como por un procedimiento con las características de la reivindicación 13. Configuraciones preferidas del procedimiento según la invención se encuentran en las reivindicaciones 2 a 12; configuraciones preferidas del dispositivo según la invención están consignadas en las reivindicaciones 14 a 22. La presente invención se destaca así porque después de la prensa de laminación en vacío de múltiples planos está conectado al menos un laminador de múltiples planos. Éste contiene un número de planos de laminación en los que las piezas de trabajo se someten a una temperatura igual o por encima de la temperatura de endurecimiento de las capas adhesivas. Para el traslado de las piezas de trabajo de la prensa de laminación en vacío de múltiples planos al al menos un laminador de múltiples planos está previsto un dispositivo de transferencia. En el caso más sencillo este dispositivo de transferencia puede estar formado porque tanto la prensa de laminación en vacío de múltiples planos, como también el laminador de múltiples planos están provistos en cada plano de una cinta transportadora para el introducción y extracción de las piezas de trabajo, realizándose la transferencia de las piezas de trabajo de la prensa de laminación en vacío de múltiples planos al laminador de múltiples planos por entrega directa de cinta transportadora a cinta transportadoras, así no siendo necesario un dispositivo de entrega intercalado. Para ello en efecto deben estar dispuestos directamente uno tras otro la prensa de laminación en vacío de múltiples planos y el laminador de múltiples planos. Según la presente invención, en la prensa de laminación en vacío de múltiples planos sólo se prelaminan en primer lugar las piezas de trabajo, es decir, las piezas de trabajo se ponen al vacío para evitar la formación de burbujas, se someten a una fuerza de apriete y luego se calientan hasta que se han activado las capas adhesivas, en tanto que ha terminado la extracción de componentes gaseoso o se detiene por la activación de la capa adhesiva, y a la inversa se excluye una penetración de aire desde fuera en la pieza de trabajo o entre sus capas lo que provocaría la formación de burbujas de aire durante la aireación de la cámara de vacío. En este momento del proceso de laminación se extraen las piezas de trabajo de la prensa de laminación en vacío de múltiples planos, ya que no se debe realizar en vacío un procesamiento ulterior, así un endurecimiento de las capas adhesivas. Esto lo puede asumir el laminador de múltiples planos que somete a las piezas de trabajo a una temperatura igual o por encima de la temperatura de endurecimiento de las capas adhesivas, sin contener cámaras de vacío. En particular... [Seguir leyendo]
Reivindicaciones:
1.- Procedimiento para la laminación, bajo la acción del calor y la presión, de piezas de trabajo esencialmente en forma de placa con al menos una capa adhesiva activable y endurecible por calor, en el que un número de piezas de trabajo (20, 21) se introduce en una prensa de laminación en vacío de múltiples planos (200), en la que las piezas de trabajo (20, 21) se laminan bajo la acción del calor en planos de prensado con respectivamente una cámara de vacío subdividida por un medio de apriete (30b, 31b, 32b, 150, 151) flexible en una mitad de producto (141) y una mitad de presión (131), en el que se evacua la mitad de producto (141) de la cámara de vacío en la que está dispuesta al menos una pieza de trabajo (20, 21), y el medio de apriete (30b, 31b, 32b, 150, 151) presiona la pieza de trabajo (20, 21) de forma directa o indirecta contra un lado inferior de la cámara de vacío por la depresión originada con ello y/o por una presurización adicional de la mitad de presión (131) de la cámara de vacío, que está dispuesta en el lado del medio de apriete (30b, 31b, 32b, 150, 151) opuesto a la pieza de trabajo (20, 21), en el que el proceso de laminación se interrumpe por apertura de la prensa de laminación en vacío de múltiples planos (200) y las piezas de trabajo (20, 21) prelaminadas se trasladan a un laminador de múltiples planos (201), y las piezas de trabajo (20, 21) se someten en el laminador de múltiples planos (201) bajo la acción de la presión a una temperatura igual o por encima de la temperatura de endurecimiento de las capas adhesivas (402). 2.- Procedimiento según la reivindicación 1, caracterizado porque como medio de apriete flexible se utilizan membranas (150, 151) que están tensadas respectivamente en un marco de obturación (80, 81) presente en cada plano de la prensa por laminado en vacío de múltiples planos (200). 3.- Procedimiento según la reivindicación 1, caracterizado porque se utiliza una prensa de laminación en vacío de múltiples planos (200) que contiene un número de placas calefactoras (10, 11, 12), presentando cada placa calefactora (10, 11, 12) respectivamente una cinta transportadora (30, 31, 32) circulante con un ramal superior (30a, 31a, 32a) y un ramal inferior (30b, 31b, 32b), y porque el respectivo ramal inferior (30b, 31b, 32b) de las cintas transportadoras (30, 31, 32) se utiliza como medio de apriete flexible en el plano correspondiente. 4.- Procedimiento según la reivindicación 3, caracterizado porque se utilizan cintas transportadoras (30, 31, 32) cuyos ramales superiores (30a, 31a, 32a) están configurados respectivamente diferentes de sus ramales inferiores (30b, 31b, 32b). 5.- Procedimiento según la reivindicación 4, caracterizado porque para la carga y descarga de la prensa de laminación en vacío de múltiples planos (200) y del laminador de múltiples planos (201), en primer lugar se extraen las piezas de trabajo (20, 21) del último, luego en un segundo paso las piezas de trabajo se trasladan desde la prensa de laminación en vacío de múltiples planos (200) al laminador de múltiples planos (201), y luego en un tercer paso nuevas piezas de trabajo (20, 21) se introducen en la prensa de laminación en vacío de múltiples planos (200). 6.- Procedimiento según al menos una de las reivindicaciones 1 a 5, caracterizado porque las piezas de trabajo (20, 21) se trasladan desde el laminador de múltiples planos (201) a un dispositivo de enfriamiento de múltiples planos (202) para el enfriamiento de las piezas de trabajo (20, 21) a una temperatura por debajo de la temperatura de reblandecimiento de las capas adhesivas (402). 7.- Procedimiento según al menos una de las reivindicaciones 1 a 6, caracterizado porque en la prensa de laminación en vacío de múltiples planos (200) y/o en el laminador de múltiples planos (201) y/o en el dispositivo de enfriamiento de múltiples planos (202), entre las piezas de trabajo (20, 21) y las superficies de intercambio de calor correspondientes se insertan cojines de presión (160, 161) o rellenos (170, 171, 172, 173). 8.- Procedimiento según al menos una de las reivindicaciones 1 a 7, caracterizado porque para influir en la acción del calor en el tiempo sobre la capa adhesiva (402) de las piezas de trabajo (20, 21) en la prensa de laminación en vacío de múltiples planos (200) y/o en el laminador de múltiples planos (201) y/o en el dispositivo de enfriamiento de múltiples planos (202), entre las piezas de trabajo (20, 21) y las superficies de intercambio de calor se insertan cojines de presión (160, 161) o rellenos (170, 171, 172, 173) con respectivas propiedades definidas de conducción térmica. 9.- Procedimiento según al menos una de las reivindicaciones 1 a 8, caracterizado porque la temperatura de proceso en la prensa de laminación en vacío de múltiples planos (200) se controla de forma independiente del laminador de múltiples planos (201), en particular la temperatura objetivo se ajusta más alta o más baja. 10.- Procedimiento según la reivindicación 9, caracterizado porque la acción del calor sobre las piezas de trabajo (20, 21) en la prensa de laminación en vacío de múltiples planos (200) se regula de forma que las capas adhesivas (402) se reblandecen y comienza el proceso de laminación, pero la temperatura en las capas adhesivas (402) permanece no obstante por debajo de su temperatura de endurecimiento. 11.- Procedimiento según la reivindicación 10, caracterizado porque para la regulación de la acción del calor en la prensa de laminación en vacío de múltiples planos (200) se selecciona una temperatura objetivo correspondientemente baja o el proceso se para correspondientemente temprano. ES 2 370 070 T3 12.- Procedimiento según al menos una de la reivindicaciones 9 a 11, caracterizado porque se utilizan varios laminadores de múltiples planos (201) conectados unos tras otros, cuyas temperaturas objetivo varían de laminador a laminador, en particular aumentan. 13.- Dispositivo para la laminación, bajo la acción del calor y la presión, de piezas de trabajo esencialmente en forma de placa, provistas de al menos una capa adhesiva activable y endurecible por calor, que comprende una prensa de laminación en vacío de múltiples planos (200) con varios planos de prensado, que cada uno contiene una cámara de vacío subdividida por un medio de apriete (30b, 31b, 32b, 150, 151) flexible en una mitad de producto (141) y una mitad de presión (131), en el que la mitad de producto (141) está prevista para la recepción de respectivamente al menos una pieza de trabajo (20, 21) y se puede evacuar, mientras que la mitad de presión (131) se puede presurizar, en el que el medio de apriete (30b, 31b, 32b, 150, 151) flexible está configurado y dispuesto de forma que, debido a una diferencia de presión presente por la evacuación de la mitad de producto (141) y/o por una presurización adicional de la mitad de presión (131) en la cámara de presión, presiona la pieza de trabajo (20, 21) de forma directa o indirecta contra un lado inferior de la cámara de vacío, caracterizado porque después de la prensa de laminación en vacío de múltiples planos (200) está conectado al menos un laminador de múltiples planos (201) con un número de planos de laminación, en los que las piezas de trabajo (20, 21) se someten bajo la acción de la presión a una temperatura igual o por encima de la temperatura de endurecimiento de las capas adhesivas (402), y porque un dispositivo de transferencia (30, 31, 32) está presente para el traslado de las piezas de trabajo (20, 21) de la prensa de laminación en vacío de múltiples planos (200) al laminador de múltiples planos (201). 14.- Dispositivo según la reivindicación 13, caracterizado porque después del laminador de múltiples planos (201) está conectado al menos un dispositivo de enfriamiento de múltiples planos (202) para el enfriamiento de las piezas de trabajo (20, 21) a una temperatura por debajo de la temperatura de reblandecimiento de las capas adhesivas (402), estando presente un dispositivo de transferencia para el traslado de las piezas de trabajo (20, 21) del laminador de múltiples planos (201) al dispositivo de enfriamiento de múltiples planos (202). 15.- Dispositivo según una de las reivindicaciones 13 ó 14, caracterizado porque los medios de apriete flexibles en las cámaras de vacío de la prensa de laminación en vacío de múltiples planos (200) están configurados como membranas (150, 151) elásticas que están tensadas respectivamente en un marco de obturación (80, 81) previsto en cada plano de la prensa de laminación en vacío de múltiples planos (200). 16.- Dispositivo según una de las reivindicaciones 13 ó 14, caracterizado porque la prensa de laminación en vacío de múltiples planos (200) comprende un número de placas calefactoras (10, 11, 12), estando provista cada placa calefactora (10, 11, 12) de respectivamente una cinta transportadora (30, 31, 32) circulante con un ramal superior (30a, 31a, 32a) y un ramal inferior (30b, 31b, 32b), y trabajando respectivamente el ramal inferior (30b, 31b, 32b) de las cintas transportadores (30, 31, 32) como medio de apriete flexible en el plano correspondiente. 17.- Dispositivo según la reivindicación 16, caracterizado porque los ramales superiores (30a, 31a, 32a) y los ramales inferiores (30b, 31b, 32b) de cada cinta transportadora (30, 31, 32) están configurados respectivamente de forma diferente. 18.- Dispositivo según al menos una de las reivindicaciones 13 a 17, caracterizado porque en la prensa de laminación en vacío de múltiples planos (200) y/o en el laminador de múltiples planos (201) y/o en el dispositivo de enfriamiento de múltiples planos (202), cojines de presión (160, 161) o rellenos (170, 171, 172, 173) están colocados por debajo de las piezas de trabajo (20, 21) y/o cojines de presión (160, 161) o rellenos (170, 171, 172, 173) están colocados sobre las piezas de trabajo (20, 21). 19.- Dispositivo según la reivindicación 18, caracterizado porque los cojines de presión (160, 161) o rellenos (170, 171, 172, 173) presentan, para influir en la acción del calor en el tiempo sobre la capa adhesiva (402) de las piezas de trabajo (20, 21), respectivas propiedades definidas de conducción térmica. 20.- Dispositivo según al menos una de las reivindicaciones 13 a 19, caracterizado porque la temperatura de proceso en la prensa de laminación en vacío de múltiples planos (200) se puede controlar de forma independiente del laminador de múltiples planos (201), en particular porque la temperatura objetivo se puede ajustar más alta o más baja. 21.- Dispositivo según la reivindicación 20, caracterizado porque la acción del calor sobre las piezas de trabajo (20, 21) en la prensa de laminación en vacío de múltiples planos (200) se puede regular de forma que las capas adhesivas (402) se reblandecen y comienza el proceso de laminación, pero la temperatura en las capas adhesivas (402) permanece no obstante por debajo de su temperatura de endurecimiento. 22.- Dispositivo según una de la reivindicaciones 20 ó 21, caracterizado porque están conectados unos tras otros varios laminadores de múltiples planos (201a, 201b). 11 ES 2 370 070 T3 12 ES 2 370 070 T3 13 ES 2 370 070 T3 14 ES 2 370 070 T3 ES 2 370 070 T3 16 ES 2 370 070 T3 17 ES 2 370 070 T3 18 ES 2 370 070 T3 19 Estación IV ES 2 370 070 T3 ES 2 370 070 T3 21 ES 2 370 070 T3 22 ES 2 370 070 T3 23 ES 2 370 070 T3 24
Patentes similares o relacionadas:
Procedimiento y dispositivo para la producción de elementos constructivos de material compuesto así como unidad de presión, del 24 de Abril de 2019, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.: Procedimiento para la producción de elementos constructivos de material compuesto, en el cual una primera pieza de trabajo en forma de cinta está fijada a […]
Aparato para la consolidación de artículos de material compuesto, del 5 de Febrero de 2019, de XTEK Limited: Un aparato de consolidación de artículos de material compuesto para ejercer la presión y el ciclo térmico con el fin de la consolidación de artículos […]
Molde para formar baldosas y similares, del 23 de Agosto de 2017, de MARTINELLI ETTORE S.R.L.: Molde para formar baldosas y similares, que comprende un semimolde inferior y un semimolde superior que definen al menos una cavidad de formación […]
Prensa de placas y unidad de chapa de prensa-cojín de prensa, del 18 de Mayo de 2016, de HUECK RHEINISCHE GMBH: Prensa de placas , en particular prensa de ciclo de una etapa o varias etapas, con al menos una placa de calentamiento , al menos una chapa de prensa […]
Dispositivo y procedimiento para la fabricación de vidrio de seguridad compuesto, del 22 de Enero de 2014, de Fotoverbundglas Marl GmbH: Dispositivo para la fabricación de vidrio de seguridad compuesto de al menos dos lunas de vidrio con una capa adhesiva dispuesta en medio, con
- una placa […]
Prensa y procedimiento para laminar piezas de trabajo esencialmente en forma de placa, del 7 de Agosto de 2013, de ROBERT BURKLE GMBH: Prensa para la laminación de piezas de trabajo esencialmente en forma de placa bajo la acción de presión y de calor, con una mitad inferior […]
Prensa isostática para el tratamiento a alta presión, del 29 de Agosto de 2012, de AVURE TECHNOLOGIES AB: Prensa isostática para el tratamiento a alta presión de un producto que tiene una temperatura por debajo de0ºC, que comprende
una cámara de presión adaptada […]
Molde isostático para formar badosas, del 8 de Agosto de 2012, de TA-RO PROGETTI S.N.C. DI TAGLIATI RODOLFO E C. (100.0%): Molde isostático apto para formar baldosas, que comprende un cuerpo metálico y una membrana elásticamente deformable (6, 6', 6'') que está agarrada […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Prensa y procedimiento para laminar piezas de trabajo esencialmente en forma de placa, del 7 de Agosto de 2013, de ROBERT BURKLE GMBH: Prensa para la laminación de piezas de trabajo esencialmente en forma de placa bajo la acción de presión y de calor, con una mitad inferior […]
Prensa y procedimiento para laminar piezas de trabajo esencialmente en forma de placa, del 7 de Agosto de 2013, de ROBERT BURKLE GMBH: Prensa para la laminación de piezas de trabajo esencialmente en forma de placa bajo la acción de presión y de calor, con una mitad inferior […]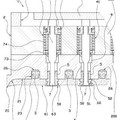 Molde isostático para formar badosas, del 8 de Agosto de 2012, de TA-RO PROGETTI S.N.C. DI TAGLIATI RODOLFO E C. (100.0%): Molde isostático apto para formar baldosas, que comprende un cuerpo metálico y una membrana elásticamente deformable (6, 6', 6'') que está agarrada […]
Molde isostático para formar badosas, del 8 de Agosto de 2012, de TA-RO PROGETTI S.N.C. DI TAGLIATI RODOLFO E C. (100.0%): Molde isostático apto para formar baldosas, que comprende un cuerpo metálico y una membrana elásticamente deformable (6, 6', 6'') que está agarrada […]