Pórtico sincronizado para soldadura de aceros mediante puntos de resistencia.
Pórtico sincronizado para soldadura de aceros mediante puntos de resistencia.
Está constituido a partir de un pórtico superior (1) y un pórtico inferior (2), desplazables, en los que juegan sendos cabezales (4-4') a los que se asocian respectivos equipos de soldadura (5-5'), dotados de medios de regulación angular mediante ejes servo, para poder adaptarse a cualquier geometría de las piezas (6) a soldar. Cada equipo de soldadura se compone de dos transformadores de doble punto, gestionados por un solo control de soldadura, de manera que mediante el software de control se utiliza selectivamente uno u otro equipo de soldadura (5-5'), de manera que el otro además de cerrar el secundario de corriente actúa como elemento de apoyo o sujeción de la pieza (6) a soldar, lo que simplifica sensiblemente la necesidad de empleo de utillajes, reduciendo igualmente las pérdidas de corriente, y de mano de obra lo que repercute en un notable ahorro de costos, además de permitir operar con piezas de grandes dimensiones.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201331211.
Solicitante: OMS SERVICOS DE PROGRAMACAO Lda.
Nacionalidad solicitante: Portugal.
Dirección: Rua Serra da Arrábida, 34 2925 Galeotas - Azeitao PORTUGAL.
Inventor/es: MARTINS,Orlando Barata Gregório.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K11/11 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 11/00 Soldadura por resistencia; Seccionamiento por calentamiento por resistencia. › Soldadura por puntos.
- B23K11/36 B23K 11/00 […] › Equipo auxiliar (B23K 11/31 tiene prioridad).
- B25J9/00 B […] › B25 HERRAMIENTAS MANUALES; HERRAMIENTAS DE MOTOR PORTATILES; MANGOS PARA UTENSILIOS MANUALES; UTILLAJE DE TALLER; MANIPULADORES. › B25J MANIPULADORES; RECINTOS CON DISPOSITIVOS DE MANIPULACION INTEGRADOS (dispositivos robóticos para recolección individual de frutas, hortalizas, lúpulo y similares A01D 46/30; manipuladores de agujas para cirugía A61B 17/062; manipuladores asociados a las laminadoras B21B 39/20; manipuladores asociados a las máquinas de forja B21J 13/10; medios para mantener las ruedas o sus elementos B60B 30/00; grúas B66C; disposiciones para la manipulación del combustible o de otros materiales utilizados en el interior de reactores nucleares G21C 19/00; combinación estructural de manipuladores con celdas o recintos protegidos contra la radiación G21F 7/06). › Manipuladores de control programado.
Fragmento de la descripción:
Pórtico sincronizado para soldadura de aceros mediante puntos de resistencia
OBJETO DE LA INVENCIÓN 5
La presente invención se refiere a una máquina que ha sido especialmente concebida para realizar la unión por soldadura de piezas mediante la tecnología de puntos de resistencia sobre piezas de grandes dimensiones.
El objeto de la invención es proporcionar un dispositivo mediante el cual se puedan soldar piezas de grandes 10 dimensiones sin limitaciones de accesibilidad, como por ejemplo techos de trenes, de forma totalmente automatizada, con unos tiempos de ejecución sumamente reducidos, con unas pérdidas de corriente mínimas, reduciendo igualmente la mano de obra necesaria así como los utillajes necesarios para sostener las piezas a unir por soldadura.
La invención se sitúa pues en el ámbito de los equipos/sistemas de soldadura de piezas de grandes dimensiones.
ANTECEDENTES DE LA INVENCIÓN
En el ámbito de aplicación práctica de la invención, el de la soldadura de piezas de grandes dimensiones, este 20 tipo de soldaduras se suelen llevar a cabo de forma manual, lo que supone unos tiempos de ejecución extremadamente elevados, del orden de varios días, así como el empleo de un gran número de mano de obra.
Tratando de obviar esta problemática, son conocidas pinzas de soldadura que presentan unas limitaciones en su alcance, del orden de 1, 8 a 2 metros, con lo que es preciso diseñar utillajes exclusivos para sostener los 25 elementos a unir, en función del elemento de que se trate con el consecuente costo que ello supone.
Igualmente, este tipo de pinzas presentan serias limitaciones a la hora de adoptar diferentes angulaciones en función del punto de soldadura que sea preciso llevar a cabo.
En este tipo de pinzas la distancia que debe recorrer la corriente que se aplica es fundamental, de manera que, en muchos casos dicha distancia es considerable, generándose unas perdidas de corriente muy importantes.
En este sentido cabe citar el documento EP 0223076, que consiste en un sistema automático que entre otras prestaciones permite llevar a cabo la soldadura de piezas, que incluye un marco sobre el que se apoya el objeto 35 sobre el que se pretende trabajar, contando con un pórtico inferior sobre el que se mueve un robot que sirve de apoyo a la herramienta de trabajo, y un robot lateral que actúa sobre la zona superior de la pieza a trabajar, dotado de un cabezal en el que es susceptible de establecerse la herramienta correspondiente, estando ambos robots programados sincronizadamente.
De forma análoga a como se ha comentado anteriormente, el dispositivo que se prevé en el documento EP 0223076 presenta una serie de limitaciones importantes, como es el alcance de trabajo, dado el tipo y disposición de robots utilizados, así como la necesidad del empleo de una serie de utillajes concretos y específicos para cada tipo de elemento a soldar, asociados al marco sobre el que se apoyan dichos elementos, produciéndose igualmente las comentadas pérdidas de corriente en los cabezales soldadores. 45
DESCRIPCIÓN DE LA INVENCIÓN
El pórtico sincronizado para soldadura de aceros mediante puntos de resistencia que la invención propone resuelve de forma plenamente satisfactoria la problemática anteriormente expuesta, merced a una novedosa estructuración sumamente efectiva, que reduce drásticamente el tiempo de operación, la mano de obra y el 50 empleo de utillajes específicos.
Para ello, y de forma mas concreta, el dispositivo que se preconiza está constituido a partir de una pareja de pórticos, un pórtico superior y un pórtico inferior, que se desplazan sincronizadamente hasta localizar las zonas en las que se desea soldar. 55
En cada uno de los pórticos se establece un equipo de soldadura que deben de coincidir en el espacio uno por
cada lado de la pieza, de modo que dicha pieza actúe de puente entre ambos elementos, llevándose a cabo en dicho lugar el punto de soldadura.
Para posicionar dichos equipos de soldadura se ha previsto la inclusión de sendos cabezales posicionadores, desplazables longitudinalmente a lo largo del pórtico, incluyendo igualmente medios de desplazamiento vertical 5 y angular para tener acceso a cualquier geometría de la pieza a soldar.
Los equipos se programan sincronizadamente, de manera que los mismos permiten localizar el punto de soldadura con una precisión del orden de +/- 1 décimas de milímetro dentro de la zona de trabajo, la cual se ve sensiblemente ampliada en comparación con los dispositivos descritos en el apartado de “antecedentes de la 10 invención”, proporcionando una superficie de trabajo del orden de 5x30 metros útiles.
Por su parte, el equipo de soldadura se compone de dos transformadores de doble punto, gestionados por un solo control de soldadura.
El transformador superior y el inferior se convierten en un solo secundario, de manera que esto asegura una circulación de corriente mas precisa a través del punto de soldadura, mejorando las características del mismo y evitando que la corriente se disperse por la pieza.
Así pues, la presente invención prevé el empleo del sistema conocido como “push pull” utilizado en equipos 20 estáticos de otra índole, en un equipo dinámico, con las consecuentes ventajas que de ello se derivan.
De forma mas concreta, el transformador inferior no solo sirve para que se cierre el secundario del circuito de corriente, sino que permite simplificar sensiblemente el utillaje a emplear, evitando la necesidad de definir puntos de apoyo en los utillajes sobre las zonas a soldar. 25
De esta forma, empleando selectivamente uno u otro cabezal para soldar, el cabezal opuesto actúa como elemento de soporte de la pieza a soldar, evitando, como se ha comentado, el empleo de complejos utillajes para su sujeción.
Consecuentemente, la pieza a soldar se sitúa sobre un utillaje mucho mas sencillo, que simplemente asegura las posiciones maximazo del producto, no siendo necesario embridar cerca de los puntos de soldadura, ya que el apriete de los cilindros de soldadura es suficiente como para cerrar las separaciones entre las piezas en los puntos de soldadura.
En cuanto a la programación del sistema, el mismo se puede programar manualmente mediante “teaching”, es decir donde la máquina está prepara da para seleccionar que pórtico será el maestro y cual el esclavo, y en el que todos los puntos memorizados por el maestro son utilizados por el pórtico esclavo como puntos de trabajo, o bien programarse en un robot al uso. De igual manera, se puede programar mediante programas OFP en tres dimensiones, lo que reduce el tiempo de programación en campo. 40
DESCRIPCIÓN DE LOS DIBUJOS
Para complementar la descripción que seguidamente se va a realizar y con objeto de ayudar a una mejor comprensión de las características del invento, de acuerdo con un ejemplo preferente de realización práctica del 45 mismo, se acompaña como parte integrante de dicha descripción, un juego de dibujos en donde con carácter ilustrativo y no limitativo, se ha representado lo siguiente:
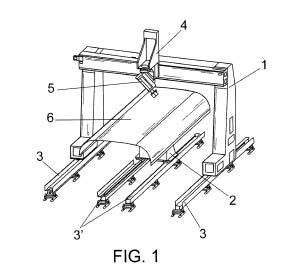
La figura 1. Muestra una vista en perspectiva de un pórtico sincronizado para soldadura de aceros mediante puntos de resistencia realizado de acuerdo con el objeto de la presente invención. 50
La figura 2. Muestra otra perspectiva del conjunto de la figura anterior.
La figura 3. Muestra, finalmente, un detalle esquemático en alzado del dispositivo de la invención.
REALIZACIÓN PREFERENTE DE LA INVENCIÓN
Como se puede ver en las figuras referidas, el dispositivo que se preconiza está constituido a partir de una pareja de pórticos, concretamente un pórtico superior (1) y un pórtico inferior (2) , desplazables longitudinal y
motorizadamente sobre sendas guías (3-3’) , estando asociado a cada larguero de dichos pórticos un cabezal (4-4’) desplazable longitudinalmente, el cual está asociado asimismo a un equipo de soldadura (5-5’) , desplazable verticalmente, así como esta dotado de medios de regulación angular mediante ejes servo, para poder adaptarse a cualquier geometría de las piezas (6) a soldar.
El equipo de soldadura se compone de dos transformadores de doble punto, gestionados por un solo control de soldadura, de manera que el transformador superior e inferior se convierten en un solo secundario, asegurando una circulación de corriente mas precisa a través del punto de soldadura, utilizando la tecnología “push pull”, de manera que el sistema utiliza selectivamente uno u otro equipo de soldadura (5-5’) de modo que al tratarse de soldadores doble punto la corriente circula...
Reivindicaciones:
1ª. Pórtico sincronizado para soldadura de aceros mediante puntos de resistencia, caracterizado porque está constituido a partir de una pareja de pórticos, un pórtico superior (1) y un pórtico inferior (2) , desplazables longitudinal y motorizadamente sobre respectivas guías (3-3’) , estando asociado a cada larguero de dichos pórticos un cabezal (4-4’) desplazable longitudinalmente, el cual está asociado asimismo a un equipo de 5 soldadura (5-5’) , desplazable verticalmente, dotado de medios de regulación angular mediante ejes servo, para poder adaptarse a cualquier geometría de las piezas (6) a soldar, con la particularidad de que cada equipo de soldadura se compone de dos transformadores de doble punto, gestionados por un solo control de soldadura, habiéndose previsto que el sistema este asistido por un software de programación mediante el que se utiliza selectivamente uno u otro equipo de soldadura (5-5’) actuando el equipo contrario como cierre del secundario de 10 corriente así como de elemento de apoyo o sujeción de la pieza (6) a soldar, habiéndose previsto que el equipo se complemente con una serie de utillajes (7) sencillos que no afectan a la zona de soldadura de las piezas (6) a soldar.
Patentes similares o relacionadas:
Dispositivo de soldadura por resistencia, del 29 de Abril de 2020, de OTTO BIHLER HANDELS-BETEILIGUNGS-GMBH: Dispositivo de soldadura por resistencia que comprende dos electrodos de soldadura dispuestos de manera opuesta, conectados a una fuente de corriente de soldadura […]
Dispositivo de fuente de alimentación, sistema de unión y método de procesamiento por conducción, del 26 de Febrero de 2020, de NIPPON STEEL CORPORATION: Un dispositivo de fuente de alimentación que suministra una corriente de salida a un dispositivo de procesamiento eléctrico que realiza procesamiento eléctrico […]
Dispositivo y procedimiento de sujeción de una parte de una pistola de soldadura, del 13 de Noviembre de 2019, de COMAU, INC: Dispositivo de manipulación y conexión de componentes de combinación conectable a un robot de múltiples ejes para ser utilizado en el […]
Método para soldar una parte solapada, método para fabricar un miembro de soldadura a solape, miembro de soldadura a solape y componente para automóvil, del 13 de Noviembre de 2019, de NIPPON STEEL CORPORATION: Un método para soldar una parte solapada, en el que una pluralidad de miembros de chapa de acero se unen en la parte solapada, y al menos uno de la […]
Método de soldadura por puntos por resistencia, del 23 de Octubre de 2019, de NIPPON STEEL CORPORATION: Un método de soldadura por puntos por resistencia para soldar una pluralidad de láminas de acero que incluye una lámina de acero de alta […]
Robot articulado que lleva un cabezal de soldadura por resistencia eléctrica con electrodos ubicados en el mismo lado, procedimiento correspondiente de soldadura por resistencia eléctrica en un componente a soldar, del 7 de Agosto de 2019, de COMAU S.P.A.: Un robot articulado (R) que lleva un cabezal de soldadura por resistencia eléctrica (T) con electrodos ubicados en el mismo lado, el robot articulado (R) tiene una muñeca […]
Aparato para el remachado, del 7 de Agosto de 2019, de COMAU S.P.A.: Aparato para aplicar remaches en una parte (π) de una superficie plana de una pieza (P), en el que dicha parte (π) de la superficie plana define un eje operativo […]
Procedimientos y sistemas para soldadura por puntos de resistencia utilizando micropulsos de corriente directa, del 17 de Julio de 2019, de Arcelormittal: Un método para la soldadura por puntos de resistencia de láminas de acero, que comprende aplicar una pluralidad de micropulsos de corriente continua […]