Método de fabricación de disco de freno y disco de freno.
Un método de fabricación de un disco de freno donde se corta un elemento de disco (131) de un elemento enforma de chapa (133) para fabricar un disco de freno,
caracterizado porque
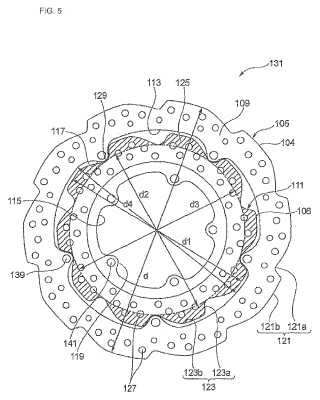
dicho elemento de disco (131) se corta en una porción intermedia en su dirección diametral en forma de onda en unadirección circunferencial para producir un disco de lado exterior (105) y un disco de lado interior (111), y la porción deonda que sobresale al lado interior en una dirección diametral del disco de lado exterior (105) se determina comouna porción de montaje (117, 119) en una rueda, y luego
la porción de onda del disco de lado interior (111) que sobresale al lado exterior en una dirección diametral sedetermina como una porción de intercalación de pastilla (125), donde
el disco de lado exterior (105) se usa como un disco de freno para una rueda delantera (105) de un vehículo del tipode montar a horcajadas (1) y el disco de lado interior (111) se usa como un disco de freno para una rueda trasera(111) del mismo vehículo del tipo de montar a horcajadas (1), y
un diámetro exterior mínimo (d3) de la periferia exterior en forma de onda del disco de freno (111) para la ruedatrasera (47) es igual a un diámetro de extremo sobresaliente (d2) de la porción de montaje (117) del disco de freno(105) para la rueda delantera (25).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10154673.
Solicitante: HONDA MOTOR CO., LTD..
Nacionalidad solicitante: Japón.
Dirección: 1-1, MINAMI-AOYAMA 2-CHOME MINATO-KU TOKYO 107-8556 JAPON.
Inventor/es: MIKURA,KEITA.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D28/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 28/00 Conformación por corte a presión; Perforación. › Fabricación de varias piezas a partir de una misma pieza de material sin elaborar; Trabajo sin producción de desechos.
- F16D65/12 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16D ACOPLAMIENTOS PARA LA TRANSMISION DE MOVIMIENTOS DE ROTACION (transmisión para transmitir la rotación F16H, p. ej. transmisiones por fluidos F16H 39/00 - F16H 47/00 ); EMBRAGUES (embragues dinamo-eléctricos H02K 49/00; embragues que utilizan atracción electrostática H02N 13/00 ); FRENOS (sistemas de frenado electrodinámicos para vehículos, en general B60L 7/00; frenos dinamoeléctricos H02K 49/00). › F16D 65/00 Elementos constitutivos o detalles de frenos. › Discos; Tambores para frenos de disco.
PDF original: ES-2400942_T3.pdf
Fragmento de la descripción:
Método de fabricación de disco de freno y disco de freno
Campo técnico
Esta invención se refiere a un método de fabricación de un disco de freno según el preámbulo de la reivindicación 1, y en particular a una técnica mejorada que puede aumentar la producción de los discos de freno y reducir el costo.
Antecedentes de la invención Un método de fabricación de un disco de freno según el preámbulo de la reivindicación 1 se conoce por US 2007/102247 A1.
En una motocicleta que es un vehículo convencional del tipo de montar a horcajadas, se describe un disco de freno cuya circunferencia exterior tiene una forma de onda. Donde el disco de freno se forma como un disco de onda, se puede mejorar el aspecto y se puede incrementar la operación de refrigeración del disco (consúltese, por ejemplo, el documento de Patente JP-A2005-195112) .
Problema a resolver con la invención Sin embargo, aunque el disco de freno del documento de Patente JP-A-2005-195112 descrito anteriormente puede mejorar el aspecto del disco y elevar el rendimiento de refrigeración y también reducir la abrasión producida por la tierra y arena al expulsar la tierra y arena de entre el disco y las zapatas por medio de la porción de onda, no se hace referencia a la productividad. Por lo general, donde se adopta un disco de onda con dicha estructura convencional descrita anteriormente para la rueda delantera y la rueda trasera de una motocicleta, dado que los discos en el lado de rueda delantera (RF) y el lado de rueda trasera (RR) se fabrican troquelando diferentes materiales de chapa para el lado FR y el lado RR uno de otro por medio de una prensa, se abandonan los materiales de chapa después de troquelar los productos con la prensa. En otros términos, se origina mucho desperdicio de material, y hay un problema de rendimiento.
La presente invención se ha realizado en vista de dicha situación descrita anteriormente, y el objeto de la presente invención reside en la provisión de un método de fabricación de un disco de freno y un disco de freno que pueden mejorar la producción de los discos de onda para las ruedas delantera y trasera.
Medios para resolver el problema Con el fin de lograr el objeto descrito anteriormente, un método de fabricación de un disco de freno según la invención se expone en la reivindicación 1.
Además, se puede asegurar una masa térmica del disco de freno más grande en la cantidad proporcionada por la onda, y también es fácil aplicar el disco de freno a un vehículo tal como una motocicleta grande.
Según el método de fabricación de un disco de freno, los dos discos grande y pequeño como el disco de lado interior y el disco de lado exterior troquelados a partir de un solo elemento de disco se pueden preparar como un conjunto para un vehículo del tipo de montar a horcajadas, y también es fácil llevar a cabo la gestión de piezas.
El método de fabricación de un disco de freno según la invención expuesta en la reivindicación 2 se caracteriza, además de la configuración de la invención expuesta en la reivindicación 1, porque el disco de freno para la rueda delantera tiene un diámetro exterior máximo de 300 mm o más, y el disco de freno para la rueda trasera tiene un diámetro exterior máximo de 240 mm o menos.
Según el método de fabricación de un disco de freno, se asegura que los diámetros exteriores de los dos discos troquelados grande y pequeño como el disco de lado exterior y el disco de lado interior sean al menos de 300 mm y 240 mm, respectivamente, que son preferibles porque se puede asegurar suficientemente la efectividad de frenado de una motocicleta grande.
Efecto de la invención Con el método de fabricación de un disco de freno expuesto en la reivindicación 1, se troquela un elemento de disco en su porción intermedia en una dirección diametral para obtener dos discos grande y pequeño como un disco de lado exterior y un disco de lado interior. En consecuencia, la producción de los discos de onda se puede mejorar.
Con el método de fabricación de un disco de freno expuesto en la reivindicación 2, los dos discos grande y pequeño como el disco de lado interior y el disco de lado exterior troquelados a partir de un solo elemento de disco se pueden preparar como un conjunto, y un disco de freno para un neumático FR y un disco de freno para un neumático RR del
mismo vehículo del tipo de montar a horcajadas se pueden fabricar mediante embutición del mismo material. Por lo tanto, es fácil gestionar los discos de freno fabricados.
Con el método de fabricación de un disco de freno expuesto en la reivindicación 3, se puede asegurar que los diámetros exteriores de los dos discos troquelados grande y pequeño como el disco de lado exterior y el disco de lado interior sean al menos de 300 mm y 240 mm, respectivamente. En consecuencia, los dos discos se pueden aplicar como discos de freno FR y RR generales de un vehículo del tipo de montar a horcajadas.
Breve descripción de los dibujos La figura 1 es una vista en alzado lateral que representa una estructura básica de una motocicleta según una realización.
La figura 2 es una vista en alzado lateral izquierdo de una carrocería de vehículo.
La figura 3 es una vista que ilustra un estado montado de un disco de freno en una rueda de una rueda delantera.
La figura 4 es una vista que ilustra un estado montado de un disco de freno en una rueda de una rueda trasera.
La figura 5 es una vista en planta de un elemento de disco usado para los discos de freno para la rueda delantera y la rueda trasera.
La figura 6 son vistas en planta de discos de freno obtenidos mediante los pasos de troquelado (a) , (b) y (c) del elemento de disco.
La figura 7 son vistas en planta de un piñón obtenido mediante los pasos de troquelado (a) , (b) y (c) del elemento de disco según una modificación.
Modo de llevar a la práctica la invención A continuación, una realización de un método de fabricación de un disco de freno y un disco de freno según la presente invención se describe con detalle con referencia a los dibujos. Se ha de indicar que los dibujos se deberán ver en la dirección de los caracteres de referencia, y en la descripción siguiente, las direcciones hacia delante, hacia atrás, hacia la izquierda, hacia la derecha, hacia arriba y hacia abajo son según mira un conductor y el lado delantero del vehículo se indica con Fr, el lado trasero con Rr, el lado izquierdo con L, el lado derecho con R, el lado superior con U y el lado inferior con D.
La presente invención se aplica preferiblemente, por ejemplo, a una motocicleta que es un vehículo del tipo de montar a horcajadas.
La figura 1 es una vista en alzado lateral que representa una estructura básica de una motocicleta según una realización, y la figura 2 es una vista en alzado lateral izquierdo de una carrocería de vehículo.
Un bastidor de carrocería de vehículo 11 de la motocicleta 1 incluye un tubo delantero 15 para soportar una horquilla delantera 13 para la operación de dirección, un par de bastidores principales izquierdo y derecho 17 que se extienden hacia atrás hacia abajo del tubo delantero 15, un par de bastidores intermedios izquierdo y derecho 19 que conectan con extremos traseros de los bastidores principales 17 y que se extienden hacia arriba y hacia abajo, y un par de carriles de asiento izquierdo y derecho 21 que se extienden hacia atrás hacia arriba desde porciones superiores de los bastidores intermedios 19.
Una rueda delantera 25 se soporta para rotación en un extremo inferior de la horquilla delantera 13, y un manillar 27 está conectado a un extremo superior de la horquilla delantera 13. Un guardabarros delantero 29 para cubrir la rueda delantera 25 por arriba se soporta en la horquilla delantera 13.
Frenos de disco 101 y 103 representados en la figura 1 están montados en la rueda delantera 25 y una rueda trasera 47. Por ejemplo, el freno de disco 101 de la rueda delantera 25 tiene un disco de freno 105 fijado a la rueda delantera 25 para rotación integral con la rueda delantera 25, y una pinza 107 montada en la horquilla delantera 13. La pinza 107 incorpora un par de zapatas de rozamiento izquierda y derecha que son movidas en direcciones de aproximación y alejamiento una de otra a través de pistones (no representados) por la presión hidráulica generada por un cilindro maestro (no representado) . Las caras de frenado 109 y 125 de los discos de freno 105 y 111 están intercaladas a presión por las zapatas de rozamiento para aplicar fuerza de frenado a la rueda delantera 25 y la rueda trasera 47.
Un motor de cuatro cilindros refrigerado por agua del tipo en V 31 está suspendido en... [Seguir leyendo]
Reivindicaciones:
1. Un método de fabricación de un disco de freno donde se corta un elemento de disco (131) de un elemento en forma de chapa (133) para fabricar un disco de freno, caracterizado porque dicho elemento de disco (131) se corta en una porción intermedia en su dirección diametral en forma de onda en una dirección circunferencial para producir un disco de lado exterior (105) y un disco de lado interior (111) , y la porción de onda que sobresale al lado interior en una dirección diametral del disco de lado exterior (105) se determina como una porción de montaje (117, 119) en una rueda, y luego la porción de onda del disco de lado interior (111) que sobresale al lado exterior en una dirección diametral se determina como una porción de intercalación de pastilla (125) , donde el disco de lado exterior (105) se usa como un disco de freno para una rueda delantera (105) de un vehículo del tipo 15 de montar a horcajadas (1) y el disco de lado interior (111) se usa como un disco de freno para una rueda trasera (111) del mismo vehículo del tipo de montar a horcajadas (1) , y
un diámetro exterior mínimo (d3) de la periferia exterior en forma de onda del disco de freno (111) para la rueda trasera (47) es igual a un diámetro de extremo sobresaliente (d2) de la porción de montaje (117) del disco de freno 20 (105) para la rueda delantera (25) .
2. El método de fabricación de un disco de freno según la reivindicación 1, caracterizado porque el disco de freno para la rueda delantera (105) tiene un diámetro exterior máximo (d) de 300 mm o más, y el disco de 25 freno para la rueda trasera (111) tiene un diámetro exterior máximo (d1) de 240 mm o menos.
Patentes similares o relacionadas:
Par de fricción disco/freno para vehículos ferroviarios, del 21 de Julio de 2020, de Cofren S.r.L: Un par de fricción disco/freno para vehículos ferroviarios constituido por al menos una pastilla que comprende al menos una pieza de fricción y un disco. La […]
Disco de freno para un vehículo, del 6 de Mayo de 2020, de BAYERISCHE MOTOREN WERKE AKTIENGESELLSCHAFT: Disco de freno para un freno de disco, que consta de un vaso de disco de freno y al menos un anillo de fricción que está unido con éste por medio de remaches […]
Disco de freno internamente ventilado, del 15 de Abril de 2020, de BAYERISCHE MOTOREN WERKE AKTIENGESELLSCHAFT: Disco de freno internamente ventilado para un freno de disco que comprende dos discos de fricción (2', 2'') dispuestos uno al lado de otro, los cuales están […]
Sistema de enfriamiento para un motor de combustión interna acoplado a una transmisión automática con retardador hidráulico, del 19 de Febrero de 2020, de IVECO S.P.A.: Un sistema de enfriamiento para un motor de combustion interna acoplado a una transmision automatica con retardador (3R) hidraulico integrado; dicho retardador (3R) […]
Disco de freno para vehículo de vía férrea, del 12 de Febrero de 2020, de NIPPON STEEL CORPORATION: Un disco de freno (10, 10A) para un vehículo de vía férrea, que comprende: una zona de placa de disco que tiene una zona deslizante en una cara delantera […]
Freno de disco para un vehículo y procedimiento de montaje de sus componentes, del 12 de Febrero de 2020, de SAINT JEAN INDUSTRIES: Freno de disco para un vehículo, del tipo que comprende un montaje de una corona y una cazoleta de freno , dicha corona estando constituida mediante por lo […]
DISCO DE FRENO Y MÉTODO DE FABRICACIÓN ASOCIADO, del 30 de Enero de 2020, de EDERTEK, S.COOP: La invención se refiere a un disco de freno y a un método de fabricación asociado. El disco comprende un anillo de fricción con […]
DISCO DE FRENO Y MÉTODO DE FABRICACIÓN ASOCIADO, del 27 de Enero de 2020, de EDERTEK, S.COOP: La invención se refiere a un disco de freno y a un método de fabricación asociado. El disco comprende un anillo de fricción con una superficie exterior […]