DISPOSITIVO Y PROCEDIMIENTO PARA DETERMINACIÓN DEL CORTANTE DE SOLDADURA EN NUDOS DE MALLAS ELECTROSOLDADAS.
Dispositivo y procedimiento para determinación del cortante de soldadura en nudos de mallas electrosoldadas.
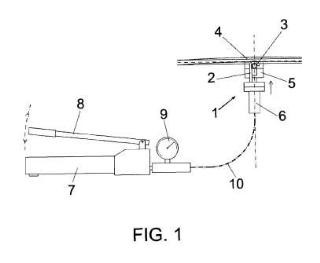
El dispositivo está previsto para determinar el cortante de soldadura en un nudo de una malla electrosoldada, realizando un ensayo para conocer el valor de carga que soporta ese nudo sin necesidad de recortar ninguna muestra de la malla a ensayar, basándose en un útil (1) con dos mordazas, una en forma de gancho (2) que se vincula a una de las barras (3) concurrente en el nudo a ensayar de la malla, y otra mordaza ( 5) en la que apoya la otra barra ( 4) concurrente en el mismo nudo de la malla, de manera que la mordaza de gancho (2) permanece estática, mientras que la mordaza (5) es empujada ascendentemente por accionamiento de una bomba hidráulica (7), a través de un cilindro (6), para empujar la barra ( 4) concurrente en el nudo con la barra (3), y conocer a que carga se despegan las dos barras (3 y 4) en el nudo, efectuándose la medición de la carga mediante un manómetro (9) establecido a la salida de la bomba (7) de accionamiento manual.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201001210.
Solicitante: UNIVERSIDAD DE SEVILLA.
Nacionalidad solicitante: España.
Inventor/es: BUENO MALDONADO,RAFAEL, VILLEGAS CERREDO,David.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K11/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › Soldadura por resistencia; Seccionamiento por calentamiento por resistencia.
- G01N3/24 FISICA. › G01 METROLOGIA; ENSAYOS. › G01N INVESTIGACION O ANALISIS DE MATERIALES POR DETERMINACION DE SUS PROPIEDADES QUIMICAS O FISICAS (procedimientos de medida, de investigación o de análisis diferentes de los ensayos inmunológicos, en los que intervienen enzimas o microorganismos C12M, C12Q). › G01N 3/00 Investigación de las propiedades mecánicas de los materiales sólidos por aplicación de una incitación mecánica. › aplicando esfuerzos permanentes de cizalladura (G01N 3/26, G01N 3/28 tienen prioridad).
Fragmento de la descripción:
DISPOSITIVO Y PROCEDIMIENTO PARA DETERMINACION DEL CORTANTE DE SOLDADURA EN NUDOS DE MALLAS ELECTROSOLDADAS
5 DESCRIPCIÓN
OBJETO DE LA INVENCIÓN
1 O La presente invención se refiere a un dispositivo y correspondiente procedimiento para determinar el cortante de soldadura en nudos de mallas electrosoldadas, cuya evidente finalidad es la de determinar el valor de arrancamiento de nudos, es decir, el cortante de soldadura, en mallas.
15 20 El objeto de la invención es conseguir un ahorro económico importante en lo que respecta a las mermas de producción de material que se originan cada vez que se lleva a cabo la determinación del cortante de soldadura en nudos de mallas electrosoldadas. Es igualmente objeto de la invención permitir una cuantificación a pie de obra del material recepcionado sin coste adicional y sin depender de los plazos temporales de los laboratorios de materiales u otros agentes externos, para llevar a cabo la determinación del cortante de soldadura en nudos de mallas electrosoldadas.
25 La invención se enmarca en el sector de la industria metalúrgica y de la construcción, y concretamente en los productos metálicos conocidos como mallas electrosoldadas aplicables en edificación y obras civiles.
ANTECEDENTES DE LA INVENCIÓN
Como es sabido, todos los códigos de hormigón armado a nivel mundial y de obligado cumplimiento, requieren como uno de los parámetros a validar en las mallas electrosoldadas, el valor de arrancamiento de nudos (cortante de soldadura) . Es decir para qué carga la soldadura se despega.
Pues bien, la determinación del cortante de soldadura en nudos de mallas electrosoldadas actualmente se realiza mediante corte de una muestra (aproximadamente de 0, 5 m2) del panel estándar de malla (de aproximadamente 13 m2) , por lo que el corte de esa muestra hace que el panel de malla quede totalmente inservible. Por lo tanto, las mermas de producción que se generan y las pérdidas económicas asociadas en la determinación del cortante de soldadura son muy elevadas.
Por otro lado, los procedimientos actuales para determinar el cortante de soldadura requieren la utilización de una máquina normalizada de tracción para ensayar la muestra, de manera que ésta última es fijada a la máquina en uno de los extremos mediante mordaza, aplicándose posteriormente una fuerza axial perpendicular al eje de la varilla o barra no fijada, hasta provocar el arrancamiento del nudo en el plano de la malla.
Según la normativa y el tipo de dispositivo, se coacciona de una u otra forma la barra sobre la que se aplica la fuerza.
También hay que tener en cuenta el hecho de que en la determinación del cortante de soldadura, tal y como se realiza actualmente, requiere llevar la muestra recortada del panel de malla, hasta un laboratorio, lo que supone pérdida de tiempo, esperas de resultados, etc.En definitiva, la determinación del cortante de soldadura en nudos
de mallas electrosoldadas, tal y como se realiza actualmente, se define como
un procedimiento destructivo puesto que el panel, una vez recortada la
muestra, queda inservible, independientemente de los costos económicos y
5 demás inconvenientes anteriormente referidos.
DESCRIPCIÓN DE LA INVENCIÓN
1 O La invención consiste en un dispositivo y un procedimiento
mediante los que se resuelve la problemática anteriormente expuesta, de
manera que el dispositivo propiamente dicho se constituye a partir de un útil
de fijación al nudo, formado por mordazas tipo gancho que impiden el
movimiento de una de las barras de la malla, mientras que otra mordaza es
15 deslizante y ejerce presión sobre la otra barra del nudo de la malla.
El accionamiento de tales mordazas se efectúa mediante un
cilindro hidráulico, a través del cual se transmite la fuerza al propio nudo,
estando dicho cilindro hidráulico comandado mediante una bomba de presión
20 manual con un dispositivo dual de medida materializado en un manómetro
digital, el cual permite la lectura a tiempo real de valores de fuerza y presión
con una precisión de O, 1 N, habiéndose previsto que entre dicho dispositivo
dual de medida y el cilindro hidráulico, está establecida la correspondiente
manguera hidráulica.
25
Mediante este dispositivo es posible cuantificar el cortante de
soldadura en nudos de malla electrosoldadas, de forma no destructiva, ya que
no se requiere llevar a cabo el seccionado de ninguna muestra, sino que el
dispositivo se aplica directamente sobre el nudo que se pretende ensayar, ytodo ello sin necesidad de mover el panel de malla a ensayar y sin necesidad tan siquiera de despaletizar una partida de material, ya que el dispositivo se puede colocar alineando la mordaza con uno de los ejes de la malla.
5 1 O El procedimiento se basa en colocar el dispositivo como anteriormente se ha dicho, es decir alineando la mordaza con los ejes de la malla, para seguidamente ejercer presión en el circuito hidráulico hasta alcanzar el valor de consigna necesario para validar el ensayo o hasta alcanzar el despliegue del nudo, obteniéndose finalmente el registro del valor resultante y por último independizar el dispositivo de la malla.
15 En base al dispositivo y procedimiento referidos, no se requiere laboratorio especializado para llevar a cabo la determinación del cortante de soldadura, minimizando con ello los costos, sin necesidad de plazos adicionales, permitiendo su uso, no solo en fábrica y en el correspondiente control de calidad de ésta, sino que también se puede llevar a cabo a pie de obra para cuantificar de forma inmediata la calidad del material que se coloca.
20 25 Cabe decir igualmente que el dispositivo está previsto para adaptarse a todas las mallas comerciales convencionales, tanto de barras lisas como de barras corrugadas, de manera que en cualquier caso el despliegue del nudo se produce siempre en dirección normal al plano de la malla y en una dirección contenida en el plano del nudo, como ocurre con los procedimientos y dispositivos utilizados convencionalmente.
30
En relación con que el procedimiento no es destructivo según la invención, se debe a que no es preciso llevar al nudo a rotura, sino que solo es preciso constatar que se superan las exigencias normativas, y aunque se llevase a la rotura, el ensayo no es destructivo con el panel de malla, ya quelas normativas de calidad actuales permiten hasta tres nudos despegados para La figura 3. Muestra, finalmente, una vista en perspectiva de la
que dicho panel se considere válido.
5 1 O Por último decir que el procedimiento según el objetivo del ensayo a realizar puede establecerse de dos formas diferentes, una de ellas para determinar el cortante de soldadura de la muestra, correspondiendo a un procedimiento semi-destructivo, y otro en el que la muestra satisfaga la calidad mínima que ha de soportar, correspondiendo a un procedimiento en este caso no destructivo. Se dice que el procedimiento es semi-destructivo porque el ensayo despega un nudo, pero no inutiliza el panel de malla, ya que no se efectúan cortes y es aceptable un panel de malla con un nudo despegado o incluso con un nudo soldado ex profeso.
15 DESCRIPCIÓN DE LOS DIBUJOS
20 Para complementar la descripción que seguidamente se va a realizar y con objeto de ayudar a una mejor comprensión de las características del invento, de acuerdo con un ejemplo preferente de realización práctica del mismo, se acompaña como parte integrante de dicha descripción, un juego de dibujos en donde con carácter ilustrativo y no limitativo, se ha representado lo siguiente:
25
La figura 1. Muestra una representación esquemática en alzado lateral del dispositivo en situación operativa.
La figura 2. Muestra un detalle en alzado lateral de la forma de colocación y fijación del dispositivo sobre el correspondiente nudo de la malla.
mordaza que participa en el dispositivo de la invención.
5 REALIZACIÓN PREFERENTE DE LA INVENCIÓN
1O Como se puede ver en las figuras referidas, el dispositivo de la invención se constituye a partir de un útil (1) de fijación al correspondiente nudo de la malla a ensayar, útil (1) que está formado por una pareja de mordazas (2 y 5) , la primera de ellas en forma de gancho, para enganchar una barra (3) que concurre en un nudo de la malla, mientras que la otra mordaza es desplazable para empujar la barra ( 4) concurrente perpendicularmente a la barra (3) del mismo nudo.
15 La mordaza de empuje (5) es accionada por un cilindro hidráulico ( 6) , llevando a cabo el desplazamiento en sentido ascendente de esa mordaza (5) para empujar hacia arriba sobre la barra (4) , mientras que la barra (3) se mantiene inmóvil por el...
Reivindicaciones:
P. Dispositivo para determinación del cortante de soldadura en nudos de mallas electrosoldadas, que siendo aplicable en aquellas mallas 5 electrosoldadas utilizadas en la construcción y concretamente en el armado del hormigón, al objeto de conocer para que carga la soldadura establecida en un nudo concreto de la malla se despega, se caracteriza porque se constituye a partir de un útil (l) constituido mediante una pareja de mordazas (2 y 5) , la primera de ellas en forma de gancho para vincularse a una de las barras (3) 10 concurrentes en el nudo de la malla que se pretende ensayar, mientras que la mordaza (5) está prevista para vincularse a la otra barra (4) concurrente perpendicularmente a la barra (3) en el mismo nudo; habiéndose previsto que dicha mordaza (5) sea desplazable en sentido ascendente, mientras la mordaza de gancho (2) permanece estática, permitiendo alcanzar el valor de consigna 15 necesario para validar el ensayo, o alcanzar el despegue entre las dos barras (3 y 4) concurrentes en el nudo; habiéndose previsto que la mordaza desplazable (5) sea accionada mediante un cilindro hidráulico (6) que a su vez es accionado a través de una bomba de accionamiento manual (7) , permitiendo realizar el ensayo in situ, sin necesidad de cortar ninguna muestra de la malla.
2a._ Dispositivo para determinación del cortante de soldadura en nudos de mallas electrosoldadas, según reivindicación 1, caracterizado porque a la salida de la bomba (7) de accionamiento manual se ha previsto un manómetro digital dual de medida (9) , que permite la lectura en tiempo real de valores de fuerza y presión con elevada precisión, habiéndose previsto que entre dicho manómetro digital dual (9) y el propio cilindro de accionamiento (6) vaya situada una manguera hidráulica (10) de interconexión.
3a._ Procedimie o para determinación del cortante de soldadura en
nudos de mallas electrosoldadas, que basándose en la utilización del dispositivo de las reivindicaciones anteriores, se caracteriza porque consiste en colocar dicho dispositivo (1) , y sin necesidad de despaletizar una partida de material, sobre el correspondiente nudo, situando una mordaza (2) en 5 forma de gancho sobre una de las barras (3) concurrentes en el nudo de la malla, mientras que otra mordaza (5) se sitúa bajo la otra barra (4) concurrente en el mismo nudo de la malla, para realizar el empuje ascendente de la mordaza (5) contra la barra (4) del nudo de la malla, estableciéndose ese empuje mediante presión ejercida por un cilindro (6) accionado por la bomba (7) de accionamiento manual, con la particularidad de que esa presión se ejerce hasta alcanzar el valor de consigna necesario para validar el ensayo o hasta alcanzar el despegue del nudo, registrándose el valor resultante del ensayo realizado y retirada del útil (1) respecto de la malla.
Patentes similares o relacionadas:
PROCEDIMIENTO Y PIEZA PARA SOLDADURA, del 24 de Julio de 2020, de SODECIA AUTOMOTIVE VALENCIA S.L.U: Procedimiento de soldadura, entre un sustrato metálico con un calado pasante y un elemento a soldar hembra o macho alineado con el […]
PIEZA DE UNIÓN MECÁNICA MEDIANTE ROSCADO APLICABLE PARA SOLDADURA POR RESISTENCIA, del 2 de Julio de 2020, de MIRANDA GRAÑA, José Luis: Consistente en una tuerca o un tornillo (1') destinado a soldarse en una chapa o similar, mediante soldadura por resistencia a través de protuberancias […]
Equipo de soldadura para la soldadura de los carriles de una vía férrea, del 11 de Marzo de 2020, de Plasser & Theurer Export von Bahnbaumaschinen GmbH: Equipo de soldadura para la soldadura de carriles de una vía férrea, con dos unidades de soldadura que se pueden mover la una respecto a la […]
PIEZA DE UNIÓN MECÁNICA MEDIANTE ROSCADO APLICABLE PARA SOLDADURA POR RESISTENCIA, del 25 de Noviembre de 2019, de MIRANDA GRAÑA, José Luis: Pieza de unión mecánica mediante roscado aplicable para soldadura por resistencia, consistente en una tuerca o un tornillo (1') destinado a soldarse en […]
Método para soldar una parte solapada, método para fabricar un miembro de soldadura a solape, miembro de soldadura a solape y componente para automóvil, del 13 de Noviembre de 2019, de NIPPON STEEL CORPORATION: Un método para soldar una parte solapada, en el que una pluralidad de miembros de chapa de acero se unen en la parte solapada, y al menos uno de la […]
Procedimiento de soldadura para el blindaje de la muesca en Z de álabes de TiAl, del 19 de Junio de 2019, de MTU Aero Engines AG: Procedimiento para la disposición de un blindaje sobre un componente de TiAl de una turbomáquina, en el que el blindaje es formado por una pieza […]
Electrodo de soldadura, procedimiento y dispositivo para soldar paneles sándwich, del 6 de Junio de 2019, de THYSSENKRUPP STEEL EUROPE AG: Electrodo de soldadura que comprende - un cuerpo de electrodo de soldadura (2, 2') y - una caperuza de electrodo de soldadura (18, 18', 18") unida […]
Equipo de soldadura para raíles, del 27 de Febrero de 2019, de Plasser & Theurer Export von Bahnbaumaschinen Gesellschaft m.b.H: Equipo de soldadura para la unión de dos raíles de una vía por soldadora a tope por chispa, con mordazas de sujeción que presentan superficies […]