Prensa rotatoria de vacío con una membrana.
Prensa rotatoria de vacío con una membrana, para chapar superficies de perfiles y laminar elementos de madera y otros materiales según un modelo,
facilitado por la presión generada por vacío y aplicada en la superficie a través de la membrana, caracterizada porque comprende:
una construcción principal (21);
cuatro o más mesas de trabajo movibles (12) soportadas por cojinetes (19), donde cada mesa (12) está equipada con un bastidor movible (14), montado rotatoriamente en un eje central (16) instalado en la construcción principal (21), donde cada uno de los bastidores movibles (14) de las mesas de trabajo (12) tiene una membrana fija de caucho (13) montada en la misma, donde cada mesa de trabajo (12) tiene una superficie con canales (11) con vacío;
un conector de vacío (18) destinado a conectar cada canal (11) de superficie de mesa con el vacío por un conducto de vacío (17) que puede enlazar el conector (18) con el eje central (16) por una válvula irreversible (8) y por un conector de giro (9); y
un conducto principal de vacío (10) destinado a conectar el eje central (16), por una válvula irreversible (4) y un filtro de entrada (2), con una bomba de vacío (1), donde dicha bomba de vacío (1) tiene un filtro de salida (3) conectado entre la bomba de vacío (1) y el conducto principal de vacío (10) y fijado en un portador (27);
en el que cada mesa de trabajo (12) está destinada a ser trabada por un mecanismo con palanca (23) y asidero (24), donde dicha prensa rotatoria de vacío comprende además una la cámara movible de calentamiento (31) aislada térmicamente situada en la parte más baja de la construcción principal (21),donde dicha cámara de calentamiento (31) tiene unos calentadores (36) y unos cajones (35) instalados para calentar previamente las piezas de trabajo (15) antes de someterlas a un prensado por vacío, donde las piezas de trabajo (15) están destinadas a deslizarse en un mecanismo (34) con unos rieles (33), donde la prensa de vacío y la cámara de calentamiento (31) están conectadas operativamente a un mueble de control (26).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/BA2007/000009.
Solicitante: Vist, Zvjezdan.
Nacionalidad solicitante: Bosnia y Herzegovina.
Dirección: Solunskih dobrovoljaca 1/3 74000 Doboj BOSNIA-HERZEGOVINA.
Inventor/es: Vist,Zvjezdan.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B27D1/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27D TRABAJO DEL CHAPADO O DEL CONTRACHAPADO DE LA MADERA (aplicación de líquidos u otros materiales fluidos a las superficies en general B05; apomazado, tratado con arena o pulido de la madera B24; aplicación de adhesivos o de cola a las superficies de madera B27G 11/00; fabricación de hojas de madera chapadas B27L 5/00). › B27D 1/00 Unión de chapas de madera con cualquier material; Fabricación de objetos a partir de tales uniones (fabricación de objetos por procedimientos en seco a partir de partículas o fibras de madera o de otras materias lignocelulósicas o de sustancias orgánicas análogas B27N ); Tratamientos preparatorios de las superficies que se van a unir, p. ej. entallado. › Fabricación de objetos conformados; Prensas especialmente concebidas a este fin.
- B30B5/02 B […] › B30 PRENSAS. › B30B PRENSAS EN GENERAL; PRENSAS NO PREVISTAS EN OTRO LUGAR (producción de las ultrapresiones o de ultrapresiones con temperaturas elevadas para obtener modificaciones en una sustancia, p. ej. para fabricar diamantes artificiales, B01J 3/00). › B30B 5/00 Prensas caracterizadas por el empleo de órganos de presión distintos a los mencionados en los grupos B30B 1/00 y B30B 3/00. › en las que los órganos de presión se presentan bajo la forma de un elemento flexible, accionado por la presión de un fluido, p. ej. un diafragma.
PDF original: ES-2378901_T3.pdf
Fragmento de la descripción:
Prensa rotatoria de vacío con una membrana.
Campo técnico
La invención, mirada en un sentido más amplio, pertenece al área de la industria maderera, específicamente a una prensa con elementos de presión que se colocan en una forma de un elemento elástico comenzado bajo la presión de un fluido, creado con la finalidad de chapar superficies con perfil y laminar elementos de madera según un modelo facilitado en la misma con la presión formada por vacío aplicada en la superficie por la membrana según el preámbulo de la reivindicación 1.
Según la Clasificación Internacional de Patentes, el asunto de la invención se clasifica y se marca con símbolos de clasificación (7) B30B 5/02, B29C 51/28, y B29C51/16 y B27D1/08.
Problema técnico
El problema técnico resuelto por esta invención consiste en lo siguiente: cómo resolver a nivel constructivo la prensa de vacío con una membrana para chapar superficies con perfil y laminar elementos según un modelo para lograr una mayor capacidad, un gasto muy pequeño de energía y la reducción de los costes de mantenimiento, y lo mencionado se ha obtenido con la construcción propuesta con cuatro o varias mesas de trabajo con membrana que giran alrededor del eje central, de acuerdo con la reivindicación 1.
Técnica anterior
Actualmente es sabe que la tecnología de vacío se aplica de manera que la presión creada por vacío es pasada desde la membrana a la pieza de trabajo, y el calentamiento del material, es decir la parte térmica del procedimiento, es realizado por la membrana desde arriba hacia abajo. Esta técnica requiere mucha energía para hacer que el calor entre a la capa adhesiva a través de la membrana y la chapa acortando de este modo la vida útil efectiva de la membrana, que en ese caso debía ser una de silicona. También se sabe que las prensas actualmente aplicadas para este fin sólo han funcionado en un accionamiento, es decir con una mesa de trabajo.
En la literatura de patentes y la que no es de patentes hay muchas soluciones que resuelven este problema y sólo se mencionarán algunas de las construcciones de productores significativos en el texto adicional como: las compañías COLUMBUS, AL; ELKOM, AL especializadas en dispositivos sanitarios y accesorios de cocina; NABUURS, ES que ha registrado la patente Nº . W0 02/094546: WEMNOENER HEINRICH GMBH; AL que registró la patente Nº . DE 102004033540 para revestimiento de puertas y contornos tridimensionales; ORMAMACCHINE SPA, IT, que registró la patente Nº . EP 1790464 con una prensa para revestimiento de puertas y revestimiento de ventanas y PROGETTO ABITARE, IT con una prensa para chapar que registró la patente Nº . EP 1437204. Todas las soluciones mencionadas son con un accionamiento, es decir una mesa de trabajo y se caracterizan por un gasto mayor de energía, menor capacidad y tiempo de funcionamiento más largo por unidad de producción. Esta invención aplica el método que es calentar previamente el material que se va a chapar o laminar a 65º C en la cámara que acelera los procesos adhesivos y al mismo tiempo lo lleva, como ya se conoce, a unas prensas con las que se trabaja, y dichas prensas, para sus métodos, deben utilizar una temperatura de 120º C porque calientan a través de una membrana de 3 mm de grosor incluyendo el material con el que es revestido. También esta invención aplica cuatro o más mesas de trabajo que giran alrededor del eje central, aumentando de este modo proporcionalmente la capacidad de trabajo.
El documento CH-A-192193 describe una prensa de vacío según el preámbulo de la reivindicación1.
Buscando en la documentación de patentes y revisando la literatura pertinente de esta área, no se ha dado con ninguna resolución semejante del problema técnico.
Sumario de la invención
El propósito de la invención es facilitar una capacidad de dimensionar el chapado y laminado de madera y otros materiales (un ciclo de 1, 5 minutos, hasta hoy la velocidad máxima conocida es de 5 minutos) , y al mismo tiempo reducir el gasto de energía y los costes de mantenimiento en comparación con las soluciones ya conocidas. Lo anteriormente mencionado se ha conseguido de manera que 4 o más mesas de trabajo con membrana giran alrededor del eje central. La presión necesaria, que es realizada a través de la membrana hecha de caucho natural con un 600% de elasticidad, ayudada con un vacío de 900 mbar está alrededor de 0, 9 kg/cm2. Tal presión liberada es bastante suficiente para permitir una adhesión de calidad de la chapa o el doblado de los elementos al laminar 4 centímetros. A diferencia de las prensas planas, hidráulicas y neumáticas, independientemente de la forma, la membrana facilita una presión igual por toda la superficie de la pieza de trabajo que es una garantía para una buena adhesión.
Un proceso de adhesión más rápido se realiza mediante el calentamiento previo de la pieza de trabajo en la cámara con la ayuda de unos calentadores de infrarrojos de 1, 8 kW con una temperatura lograda de 65º C durante 4, 5 minutos. Dado que los elementos que calientan previamente la cámara pueden tomar 3 veces más del número de piezas que una mesa de trabajo, el tiempo total de precalentamiento en el ciclo que implica 4 mesas de trabajo baja a 1, 5 minutos.
Los modelos hasta ahora conocidos de prensas de vacío de dimensiones 70/280 cm para el ciclo de chapado de 5 minutos utilizan calentadores de como mínimo 10 kW. Para la adhesión de piezas de laminado se tarda varias horas, utilizando estos métodos y este calentamiento, el proceso de adhesión y laminación de elementos tarda igualmente mucho tiempo, que es de 5 minutos para una mesa de trabajo. Al utilizar esa prensa rotatoria el ciclo se llevaría prácticamente a 1, 5 minutos con la incorporación de un calentador de 1, 8 kW.
La invención se describe con todo detalle en las ilustraciones mostradas en borrador, en las que:
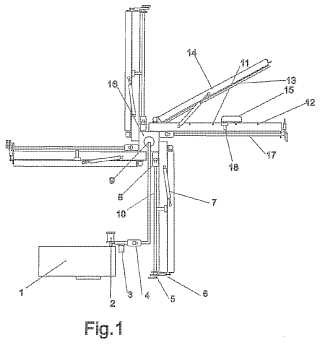
La Fig. 1 representa la sección transversal característica de la prensa La Fig. 2 representa la vista lateral de la prensa desde el lateral del mueble de control La Fig. 3 representa la vista lateral de la prensa desde el lado opuesto del lateral del mueble de control La Fig. 4 representa la apariencia delantera de la prensa La Fig. 5 representa la parte delantera de la cámara de calentamiento La Fig. 6 representa la sección a lo largo de la longitud de la cámara de calentamiento La Fig. 7 representa la sección transversal de la cámara de calentamiento La Fig. 8 representa la apariencia del panel de control del mueble de control de la prensa La Fig. 9 representa la apariencia del panel de control de la cámara de calentamiento La Fig. 10 representa la proyección oblicua de la prensa y de la cámara de calentamiento La Fig. 11 representa la cámara de calentamiento La Fig. 12 representa la posición inicial de la pieza de trabajo debajo de la membrana y La Fig. 13 representa la pieza de trabajo final después de aplicar el vacío.
Descripción detallada de la invención Según se presenta en los dibujos 1, 2, 3, 4 y 10 la prensa consiste en:
la construcción principal 21, tubos de acero con ruedas rotatorias 25, mesas de trabajo 12 que consisten en el bastidor 14 que sostiene la membrana 13 hecha de caucho natural y tiene una elasticidad y una solidez apropiadas, superficies de trabajo hechas de material impermeable con unos canales 11 para el vacío que va al conector 18 de vacío, la regleta 17 de vacío que enlaza el conector con el eje central 16 a través de la válvula irreversible 8 y además por la unión rotatoria 9 hacia la regleta clave 10 de vacío, que hace un enlace con la bomba de vacío por el respiradero irreversible 4 y el filtro de entrada 2 mientras que la bomba tiene el filtro de salida 3 y se encuentra en el portador 27 de bomba, con la mesa de trabajo de la prensa. Girar las mesas de trabajo que están instaladas en el eje central 16, con el accesorio de la parte de borde 20 funcionando cuando el eje va alrededor en la caja de cojinetes 19 y el trabado de la mesa de trabajo es hecho por el mecanismo auxiliar 22 para trabar tirando del asidero 24 sobre la palanca 23.
La gestión del procedimiento se consigue con el mueble de control 26 que consiste en el interruptor 39 en caso de peligro - interruptor principal 40, de parada de emergencia, encendido por voltaje inducido en el panel de control. Al encender el interruptor 42 la bomba de vacío arranca 1, su funcionamiento adicional es ejecutado por el instrumento digital 41 que funciona por la capacidad del indicador de presión y el manómetro de vacío.
Reivindicaciones:
1. Prensa rotatoria de vacío con una membrana, para chapar superficies de perfiles y laminar elementos de madera y otros materiales según un modelo, facilitado por la presión generada por vacío y aplicada en la superficie a través de la membrana, caracterizada porque comprende:
una construcción principal (21) ;
cuatro o más mesas de trabajo movibles (12) soportadas por cojinetes (19) , donde cada mesa (12) está equipada con un bastidor movible (14) , montado rotatoriamente en un eje central (16) instalado en la construcción principal (21) , donde cada uno de los bastidores movibles (14) de las mesas de trabajo (12) tiene una membrana fija de caucho (13) montada en la misma, donde cada mesa de trabajo (12) tiene una superficie con canales (11) con vacío;
un conector de vacío (18) destinado a conectar cada canal (11) de superficie de mesa con el vacío por un conducto de vacío (17) que puede enlazar el conector (18) con el eje central (16) por una válvula irreversible (8) y por un conector de giro (9) ; y un conducto principal de vacío (10) destinado a conectar el eje central (16) , por una válvula irreversible (4) y 15 un filtro de entrada (2) , con una bomba de vacío (1) , donde dicha bomba de vacío (1) tiene un filtro de salida (3) conectado entre la bomba de vacío (1) y el conducto principal de vacío (10) y fijado en un portador (27) ;
en el que cada mesa de trabajo (12) está destinada a ser trabada por un mecanismo con palanca (23) y asidero (24) , donde dicha prensa rotatoria de vacío comprende además una la cámara movible de calentamiento (31) aislada térmicamente situada en la parte más baja de la construcción principal (21) , donde dicha cámara de calentamiento (31) tiene unos calentadores (36) y unos cajones (35) instalados para calentar previamente las piezas de trabajo (15) antes de someterlas a un prensado por vacío, donde las piezas de trabajo (15) están destinadas a deslizarse en un mecanismo (34) con unos rieles (33) , donde la prensa de vacío y la cámara de calentamiento (31) están conectadas operativamente a un mueble de control (26) .
Patentes similares o relacionadas:
Procedimiento de fabricación de tapones de corcho natural mediante bobinado en espiral de una lámina de corcho puro y corcho así obtenido, del 20 de Mayo de 2019, de Bernasconi, Brunello: Procedimiento para la producción y fabricación de tapones de láminas de corcho enrolladas en espiral, caracterizado por el hecho de que incluye las siguientes […]
Duela de madera y barril para bebidas, del 27 de Noviembre de 2018, de GUTIERREZ ARAUJO, Iván: 1. Duela de madera para barril, con una cara en cada uno de sus dos extremos unidos entre sí por una cara interior, una cara exterior y por dos lados […]
PROCEDIMIENTO DE FABRICACIÓN DE UN PRODUCTO LAMINADO DE MADERA CON TRAZAS DE METAL Y PRODUCTO ASÍ OBTENIDO, del 17 de Agosto de 2017, de EUROGROUP BELCAIRE, S.L: Procedimiento de fabricación de un producto laminado de madera con trazas de metal y producto así obtenido que comprende una primera etapa de unión de al menos dos chapas […]
PROCEDIMIENTO DE FABRICACIÓN DE UN PRODUCTO LAMINADO DE MADERA Y PRODUCTO ASÍ OBTENIDO, del 17 de Agosto de 2017, de EUROGROUP BELCAIRE, S.L: Procedimiento de fabricación de un producto laminado de madera y producto así obtenido que comprende una primera etapa de colocación de una lámina de madera […]
PROCEDIMIENTO DE FABRICACIÓN DE UN PRODUCTO LAMINAR Y PRODUCTO ASÍ OBTENIDO, del 17 de Agosto de 2017, de EUROGROUP BELCAIRE, S.L: Procedimiento de fabricación de un producto laminar y producto así obtenido que comprende una primera etapa de colocación de una lámina de madera encolada sobre […]
SISTEMA Y MÉTODO DE REVESTIMIENTO DE RANURAS EN PIEZAS DE CARPINTERÍA, del 22 de Mayo de 2017, de CERMOTEC S.L: Sistema y método de revestimiento de ranuras en piezas de carpintería. La presente invención se refiere a un sistema de revestimiento de ranuras en piezas […]
Producto compuesto con efecto de superficie, del 29 de Marzo de 2017, de Acell Industries Limited: Un procedimiento de formación de un producto compuesto con una piel que tiene un efecto de superficie, comprendiendo el procedimiento: proporcionar un sustrato […]
 Estructura en capas que tiene un grosor no uniforme y método para fabricar la misma, del 16 de Diciembre de 2015, de UPM-Kymmene Wood Oy: Un método para fabricar un producto en capas curvilíneo que tiene un grosor (H, H1, H2) no uniforme, comprendiendo el método, en algún orden,
- proporcionar disponible […]
Estructura en capas que tiene un grosor no uniforme y método para fabricar la misma, del 16 de Diciembre de 2015, de UPM-Kymmene Wood Oy: Un método para fabricar un producto en capas curvilíneo que tiene un grosor (H, H1, H2) no uniforme, comprendiendo el método, en algún orden,
- proporcionar disponible […]