PRENSA PARA EL REVESTIMIENTO DE LADOS MÚLTIPLES DE PIEZAS CON MATERIAL EN FORMA DE LÁMINA, PARTICULARMENTE PARA REVESTIR COMPONENTES DE MUEBLES O DE PUERTAS O VENTANAS HECHOS DE MADERA CON UNA LÁMINA DE MATERIAL SINTÉTICO.
Una prensa para el revestimiento de lados múltiples de piezas con material en forma de lámina,
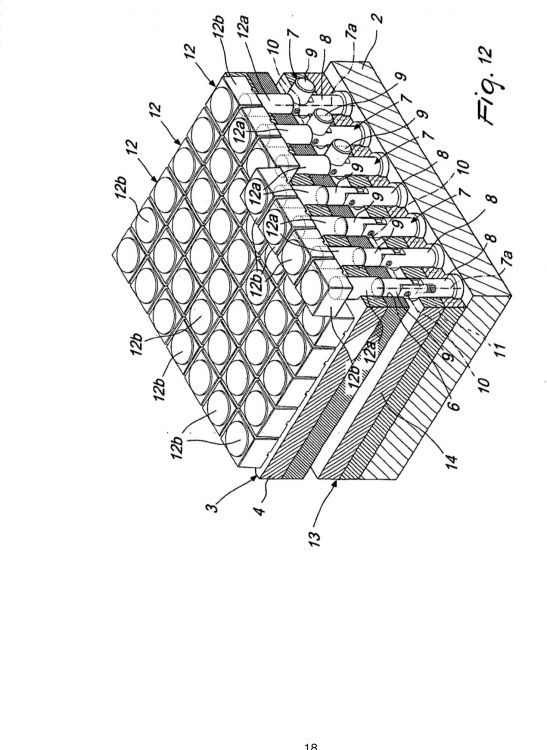
particularmente para revestir componentes de muebles o de puertas o ventanas hechos de madera con una lámina de material sintético, que comprende una superficie de presión superior (1) y una superficie de presión inferior (2) que están enfrentadas entre sí y una bandeja de soporte de piezas (3) provista de un fondo (4) que forma una superficie de soporte sustancialmente horizontal para las piezas (5) que han de ser revestidas y pueden estar apoyadas sobre dicha superficie de presión inferior (2), caracterizada porque el fondo (4) de dicha bandeja de soporte de piezas (3) está atravesado por una pluralidad de orificios (6) que tienen un eje sustancialmente vertical y están dispuestos en una cuadrícula, y porque dicha superficie de presión inferior (2) está provista de una pluralidad de clavijas de accionamiento (7), que tienen un eje sustancialmente vertical (7a) y están dispuestas para corresponder con dichos orificios (6) de la bandeja de soporte de piezas (3), pudiendo disponerse dicha bandeja de soporte de piezas (3) de manera que los ejes de sus orificios (6) estén alineados con los ejes (7a) de dichas clavijas de accionamiento (7) y teniendo dichas clavijas de accionamiento (7) una longitud vertical que es variable como una función del contorno de las piezas (5) que están dispuestas sobre dicha bandeja de soporte de piezas (3) para que sean insertadas, en su condición de longitud máxima, a través de dichos orificios (6), definiendo dichas clavijas de accionamiento zonas de soporte para dichas piezas (5) que están elevadas con respecto a una superficie de soporte sustancialmente horizontal formada por dicha bandeja de soporte de piezas (3), haciendo contacto dichas zonas de soporte con la cara inferior de dichas piezas (5) en zonas que están separadas del borde perimétrico de las piezas (5), o para evitar la creación de dichas zonas de soporte elevadas en su condición de longitud mínima
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06023659.
Solicitante: ORMAMACCHINE S.P.A.
Nacionalidad solicitante: Italia.
Dirección: VIALE LOMBARDIA 47 24020 TORRE BOLDONE BG ITALIA.
Inventor/es: AZZIMONTI,FABRIZIO, GIRARDINI,GASTONE.
Fecha de Publicación: .
Fecha Solicitud PCT: 14 de Noviembre de 2006.
Fecha Concesión Europea: 13 de Octubre de 2010.
Clasificación Internacional de Patentes:
- B27D1/08B
- B29C63/00A
- B30B5/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B30 PRENSAS. › B30B PRENSAS EN GENERAL; PRENSAS NO PREVISTAS EN OTRO LUGAR (producción de las ultrapresiones o de ultrapresiones con temperaturas elevadas para obtener modificaciones en una sustancia, p. ej. para fabricar diamantes artificiales, B01J 3/00). › B30B 5/00 Prensas caracterizadas por el empleo de órganos de presión distintos a los mencionados en los grupos B30B 1/00 y B30B 3/00. › en las que los órganos de presión se presentan bajo la forma de un elemento flexible, accionado por la presión de un fluido, p. ej. un diafragma.
Clasificación PCT:
- B30B5/02 B30B 5/00 […] › en las que los órganos de presión se presentan bajo la forma de un elemento flexible, accionado por la presión de un fluido, p. ej. un diafragma.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La presente invención se refiere a una prensa para el revestimiento de lados múltiples de piezas con material en forma de lámina, particularmente para revestir componentes de muebles o de puertas o ventanas hechos de madera con una lámina de material sintético.
Como es sabido, las prensas para revestir piezas por medio de material en forma de lámina están cons-5 tituidas generalmente por una superficie de presión inferior y una superficie de presión superior, que están dispuestas horizontalmente y están enfrentadas entre sí y entre las cuales se disponen las piezas que han de ser revestidas, cubiertas con el material en forma de lámina que constituye el revestimiento. Una de las dos superfi-cies de presión puede desplazarse verticalmente con respecto a la otra para abrir la prensa para permitir la inserción de las piezas que han de ser revestidas y la extracción de las piezas revestidas, o para cerrar la prensa 10 durante la operación para aplicar la lámina de revestimiento. Las prensas de esta clase están equipadas gene-ralmente con una bandeja de soporte de piezas, sobre la que se depositan las piezas que han de ser revestidas, siendo desplazada tal bandeja para ser situada entre las superficies de presión o fuera de ellas.
Para realizar el revestimiento de lados múltiples o tridimensional de piezas con un material en forma de lámina, por ejemplo para revestir una cara frontal o superior de componentes de muebles o de puertas o venta-15 nas por medio de estas prensas, las piezas que han de ser revestidas, dispuestas de antemano sobre la bandeja de soporte de piezas, deben ser elevadas con respecto a la superficie de soporte horizontal formada por tal bandeja, para permitir que la lámina de revestimiento, que está hecha para adherirse a las piezas por medio de succión aplicada entre la lámina y las piezas y/o por medio de una membrana deformable elásticamente que se aplica a la superficie de presión superior, también llegue a los bordes inferiores de las caras laterales. Las piezas 20 deben ser soportadas en zonas de la cara inferior de las piezas que están separadas del perfil perimétrico de las piezas. Si las piezas se apoyaran directamente sobre la superficie de soporte formada por la bandeja de soporte de piezas, o si fueran elevadas de dicha superficie de soporte por elementos de soporte que sobresalieran del perfil perimétrico, se produciría un alabeo inevitable de la lámina donde las piezas se apoyan sobre la superficie de soporte o sobre el elemento de soporte y la lámina no se adheriría al borde inferior de las piezas, consiguien-25 do así un revestimiento insatisfactorio.
Por esta razón, las formas de soporte están colocadas generalmente entre las piezas y la superficie de soporte formada por la bandeja de soporte de piezas y las piezas son levantadas de la superficie de soporte por medio de dichas formas. Tales formas deben ser dimensionadas como una función de las piezas que deben soportar, para soportar las piezas sin sobresalir más allá de su perfil perimétrico por las razones explicadas 30 anteriormente.
Como las dimensiones de las piezas que han de ser revestidas cambian, se hace necesario cambiar las formas usadas para soportarlas sobre la bandeja de soporte de piezas. Cuando el revestimiento se realiza para diferentes lotes de piezas que tienen formas mutuamente diferentes, cada una compuesta de un pequeño núme-ro de piezas, el coste de proveer las formas y manejarlas es elevado en relación con la extensión de la produc-35 ción y por lo tanto afecta significativamente a los costes de producción.
Para solucionar este problema, se han propuesto bandejas de soporte de piezas que tienen, en lugar de formas de soporte, clavijas que se insertan en orificios provistos apropiadamente dispuestos en una cuadrícula sobre la superficie de soporte formada por la bandeja de soporte de piezas. Tales clavijas permiten proporcionar zonas de soporte que están elevadas con respecto a la superficie de soporte formada por la bandeja de soporte 40 de piezas sobre la que se disponen las piezas que han de ser revestidas. Además, la disposición como una cuadrícula de los orificios para alojar las clavijas permite proveer zonas elevadas de dimensiones diferentes según las dimensiones de las piezas que han de ser revestidas.
Aunque tales bandejas de soporte de piezas han solucionado el problema de producir y manejar un gran número de formas de soporte, adolecen del inconveniente de requerir un tiempo relativamente prolongado para 45 componer las formas, lo que debe realizarse disponiendo manualmente las clavijas en los orificios de la bandeja de soporte de piezas.
El problema del tiempo requerido por la composición manual de las formas de soporte por medio de cla-vijas ha sido solucionado automatizando esta composición. De hecho, se han provisto bandejas de soporte de piezas que están atravesadas por una pluralidad de orificios que tienen un eje vertical y están dispuestos en una 50 cuadrícula y en cada uno de los cuales se inserta una clavija de longitud variable de manera automatizada. En la práctica, cada clavija se provee generalmente en dos partes, que se hacen pivotar mutuamente alrededor de un eje horizontal. Una primera de estas dos partes se inserta coaxialmente, y por lo tanto se dispone verticalmente, en el orificio correspondiente que pasa por la bandeja de soporte de piezas, mientras que la segunda parte, utilizando la rotación permitida por el pivotamiento a la primera parte, puede disponerse coaxialmente con res-55 pecto a la primera parte, consiguiendo para la clavija la condición de longitud máxima, u horizontalmente, consi-guiendo para la clavija la condición de longitud mínima. Las clavijas, en la condición de longitud máxima, sobre-salen con su segunda parte debajo de la bandeja de soporte de piezas, mientras que las clavijas, en la condición de longitud mínima, no sobresalen, o sobresalen en menor grado, desde el lado inferior de la bandeja de soporte de piezas. Debido a este hecho, cuando la bandeja de soporte de piezas se deposita sobre la superficie de 60 presión inferior de la prensa, las clavijas, en la condición de longitud máxima, apoyándose sobre la superficie de presión inferior, elevan las piezas con respecto a la superficie de soporte formada por la bandeja de soporte de piezas, mientras que las clavijas, en la condición de longitud mínima, permanecen separadas de las piezas hacia abajo.
Tales prensas están provistas de accionadores de diferentes clases, que actúan sobre las clavijas antes de que la bandeja de soporte de piezas sea insertada en la prensa para colocar la segunda parte de las clavijas alineada con la primera parte sólo para las clavijas que están completamente cubiertas por las piezas que han de ser revestidas. La condición cubierta o descubierta de las clavijas por las piezas que han de ser revestidas se detecta de antemano, también de manera automatizada, y esta detección se usa para controlar la intervención 5 sobre la segunda parte de las clavijas.
De esta manera, el tiempo requerido para componer las formas para soportar las piezas por medio de las clavijas de la bandeja de soporte se reduce considerablemente.
Para conseguir una productividad satisfactoria, tales prensas requieren el uso de una pluralidad de ban-dejas de soporte de piezas, generalmente han de usarse tres bandejas de soporte de piezas para desplazar las 10 piezas antes, durante y después de la operación de revestimiento.
El gran número de clavijas, cada una compuesta de dos partes que se hacen pivotar mutuamente, so-portadas por cada bandeja de soporte de piezas, requiere costes de producción bastante elevados. Además, la presencia de clavijas que están articuladas sobre las bandejas de soporte de piezas usadas para insertar las piezas en la prensa y para extraer las piezas de la prensa es una parte particularmente vulnerable del sistema 15 automatizado, ya que las clavijas están expuestas a impactos, con la consecuencia de rotura o daño, obligando a frecuentes intervenciones de mantenimiento para mantener eficiente todo el sistema.
El documento WO 01/08876, que desvela el preámbulo de la reivindicación 1, los documentos EP-A-1 160 074, EP-A-1 366 893 y DE196 11 754 desvelan prensas que tienen clavija de accionamiento dispuesta en la bandeja de soporte de piezas de la prensa. 20
El objetivo de la presente invención es solucionar los problemas descritos anteriormente proveyendo una prensa para el revestimiento de lados múltiples de piezas con material en forma de lámina, particularmente para revestir componentes de muebles o de puertas o ventanas hechos...
Reivindicaciones:
1. Una prensa para el revestimiento de lados múltiples de piezas con material en forma de lámina, particularmen-te para revestir componentes de muebles o de puertas o ventanas hechos de madera con una lámina de material sintético, que comprende una superficie de presión superior (1) y una superficie de presión inferior (2) que están enfrentadas entre sí y una bandeja de soporte de piezas (3) provista de un fondo (4) que forma una superficie de 5 soporte sustancialmente horizontal para las piezas (5) que han de ser revestidas y pueden estar apoyadas sobre dicha superficie de presión inferior (2), caracterizada porque el fondo (4) de dicha bandeja de soporte de piezas (3) está atravesado por una pluralidad de orificios (6) que tienen un eje sustancialmente vertical y están dispues-tos en una cuadrícula, y porque dicha superficie de presión inferior (2) está provista de una pluralidad de clavijas de accionamiento (7), que tienen un eje sustancialmente vertical (7a) y están dispuestas para corresponder con 10 dichos orificios (6) de la bandeja de soporte de piezas (3), pudiendo disponerse dicha bandeja de soporte de piezas (3) de manera que los ejes de sus orificios (6) estén alineados con los ejes (7a) de dichas clavijas de accionamiento (7) y teniendo dichas clavijas de accionamiento (7) una longitud vertical que es variable como una función del contorno de las piezas (5) que están dispuestas sobre dicha bandeja de soporte de piezas (3) para que sean insertadas, en su condición de longitud máxima, a través de dichos orificios (6), definiendo dichas 15 clavijas de accionamiento zonas de soporte para dichas piezas (5) que están elevadas con respecto a una superficie de soporte sustancialmente horizontal formada por dicha bandeja de soporte de piezas (3), haciendo contacto dichas zonas de soporte con la cara inferior de dichas piezas (5) en zonas que están separadas del borde perimétrico de las piezas (5), o para evitar la creación de dichas zonas de soporte elevadas en su condi-ción de longitud mínima. 20
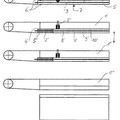
2. La prensa según la reivindicación 1, caracterizada porque dichas clavijas de accionamiento (7) tienen una parte inferior (8), que tiene un eje vertical (7a) y está conectada a dicha superficie de presión inferior (2), y una parte superior (9) que se hace pivotar hacia dicha parte inferior (8) y puede girar alrededor de un eje de pivota-miento (10) con respecto a dicha parte inferior (8) para pasar desde una posición de activación, en la que dicha parte superior (9) está alineada con dicha parte inferior (8), proveyendo dicha condición de longitud máxima para 25 la clavija de accionamiento (7), hasta una posición de desactivación, en la que dicha parte superior (9) está dispuesta sustancialmente de manera horizontal, proveyendo dicha condición de longitud mínima para la clavija de accionamiento (7).
3. La prensa según las reivindicaciones 1 y 2, caracterizada porque comprende medios elásticos (11) que están interpuestos entre dicha parte inferior (8) y dicha parte superior (9) de la clavija de accionamiento (7) para estabi-30 lizar la posición de activación y la posición de dicha parte superior (9).
4. La prensa según una o más de las reivindicaciones precedentes, caracterizada porque dicha superficie de presión inferior (2), dicha superficie de presión superior (1) y dicha bandeja de soporte de piezas (3) tienen una forma en planta sustancialmente rectangular, estando dispuesta dicha pluralidad de orificios (6) a lo largo de las líneas de una cuadrícula que se extiende paralela a los lados de dicha bandeja de soporte de piezas (3). 35
5. La prensa según una o más de las reivindicaciones precedentes, caracterizada porque dicho fondo (4) de la bandeja (3) está cubierto por una pluralidad de clavijas de soporte (12), cada una insertada en uno de dichos orificios (6) y capaz de deslizar axialmente con respecto a dicha bandeja de soporte de piezas (3).
6. La prensa según la reivindicación 5, caracterizada porque dichas clavijas de soporte (12) comprenden un vástago (12a), que se inserta en el orificio correspondiente (6) del fondo (4) de la bandeja de soporte de piezas 40 (3), y una cabeza (12b), que está conectada a dicho vástago (12a) y tiene mayores dimensiones, disponiéndose dicha cabeza (12b) encima de dicho fondo (4) de la bandeja de soporte de piezas (3) y formando dicha superficie de soporte en la condición para apoyo sobre dicho fondo (4) de la bandeja de soporte de piezas (3).
7. La prensa según la reivindicación 6, caracterizada porque la cabeza (12b) de dichas clavijas de soporte (12) tiene una forma en planta cuadrada. 45
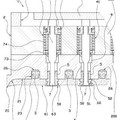
8. La prensa según una o más de las reivindicaciones precedentes, caracterizada porque comprende medios de reajuste (13), que pueden ser accionados cuando se ordene para realizar la transición de las partes superio-res (9) de dichas clavijas de accionamiento (7) desde dicha posición de desactivación hasta dicha posición de activación.
9. La prensa según la reivindicación 8, caracterizada porque dichos medios de reajuste (13) comprenden una 50 placa (14), que está dispuesta sobre dicha superficie de presión inferior (2) y está atravesada por orificios que tienen un eje vertical, alojando cada orificio una de dichas clavijas de accionamiento (7), teniendo dicha placa (14) un grosor que está adaptado para contener sólo parte de dicha parte inferior de las clavijas de accionamien-to (7), pudiendo desplazarse dicha placa (14) cuando se ordene a lo largo de una dirección vertical con respecto a dicha superficie de presión inferior (2) desde una posición inactiva, en la que se apoya sobre dicha superficie 55 de presión inferior (2) y está dispuesta debajo de los ejes (10) alrededor de los cuales se hacen pivotar las partes superiores (9) hacia las partes inferiores (8) de las clavijas de accionamiento (7) para permitir la transición de las partes superiores (9) de las clavijas de accionamiento (7) desde la posición de activación hasta la posición de desactivación, hasta una posición de reajuste, en la que se desplaza hacia arriba con respecto a dicha posición inactiva para producir la transición de la parte superior (9) de las clavijas de accionamiento (7) desde dicha 60 posición de desactivación hasta dicha posición de activación.
10. La prensa según una o más de las reivindicaciones precedentes, caracterizada porque comprende medios de accionamiento (16) que actúan cuando se ordene sobre la parte superior (9) de dichas clavijas de acciona-
miento (7) para producir su transición desde la posición de activación hasta la posición de desactivación.
11. La prensa según una o más de las reivindicaciones precedentes, caracterizada porque comprende medios (24) para detectar el contorno de las piezas (5) que han de ser revestidas.
12. La prensa según la reivindicación 11, caracterizada porque dichos medios (24) para detectar el contorno de las piezas (5) que han de ser revestidas, están conectados funcionalmente a dichos medios de accionamiento 5 (16) para la intervención de dichos medios de accionamiento sobre la parte superior (9) de las clavijas de accio-namiento (7) en concordancia con el contorno de las piezas (5) que han de ser revestidas.
13. La prensa según una o más de las reivindicaciones 11-12, caracterizada porque dichos medios (24) para detectar el contorno de las piezas (5) que han de ser revestidas están dispuestos en una estación de detección (25) que está dispuesta fuera de dicha superficie de presión inferior (2) y dicha superficie de presión superior (1). 10
14. La prensa según una o más de las reivindicaciones 11-13, caracterizada porque dichos medios (24) para detectar el contorno de las piezas (5) que han de ser revestidas comprenden medios de detección óptica (26), que están montados en una barra de soporte (27) que está orientada paralela a los lados más cortos de la bandeja de soporte de piezas (3) dispuesta en dicha estación de detección (25), siendo dicha barra (27) para soportar los medios de detección (24) móvil cuando se ordene a lo largo de guías (28) que corren paralelas a los 15 lados más largos de dicha bandeja de soporte de piezas (3) dispuesta en dicha estación de detección (25).
15. La prensa según la reivindicación 14, caracterizada porque dicha barra (27) para soportar los medios de detección (24) está provista de medios de agarre (33).
16. La prensa según una o más de las reivindicaciones 10-15, caracterizada porque dichos medios de accio-namiento (16) comprenden accionadores (17) que están montados en una barra de soporte (18) que está monta-20 da de modo que puede deslizar sobre guías (19) que discurren paralelas a los lados más largos de dicha superfi-cie de presión inferior (2), estando dicha barra (18) para soportar los medios de accionamiento (16) orientada paralela a los lados más cortos de la superficie de presión inferior (2) y estando dichos accionadores (17) sepa-rados mutuamente para corresponder con la separación de las clavijas de accionamiento (7) a lo largo de una fila que es paralela a los lados más cortos de la superficie de presión inferior (2), estando provisto cada uno de 25 dichos accionadores (17) de un elemento (17a) que puede desplazarse cuando se ordene desde una posición activa, en la que interactúa con la parte superior (9) de las clavijas de accionamiento (7) durante el movimiento de traslación de la barra (18) para soportar los medios de accionamiento (16) a lo largo de dichas guías (19), hasta una posición inactiva, en la que no interactúa con la parte superior (9) de las clavijas de accionamiento (7) durante el movimiento de traslación de la barra de soporte (18) de los medios de accionamiento (16) a lo largo de 30 dichas guías (19), o viceversa.
17. La prensa según una o más de las reivindicaciones precedentes, caracterizada porque comprende medios para desplazar dicha bandeja de soporte de piezas (3) para insertar dicha bandeja (3) entre dicha superficie de presión inferior (2) y dicha superficie de presión superior (1) y medios (36) para centrar dicha bandeja de soporte de piezas (3) con respecto a dicha superficie de presión inferior (2). 35
Patentes similares o relacionadas:
Procedimiento y dispositivo para la producción de elementos constructivos de material compuesto así como unidad de presión, del 24 de Abril de 2019, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.: Procedimiento para la producción de elementos constructivos de material compuesto, en el cual una primera pieza de trabajo en forma de cinta está fijada a […]
Aparato para la consolidación de artículos de material compuesto, del 5 de Febrero de 2019, de XTEK Limited: Un aparato de consolidación de artículos de material compuesto para ejercer la presión y el ciclo térmico con el fin de la consolidación de artículos […]
Molde para formar baldosas y similares, del 23 de Agosto de 2017, de MARTINELLI ETTORE S.R.L.: Molde para formar baldosas y similares, que comprende un semimolde inferior y un semimolde superior que definen al menos una cavidad de formación […]
Prensa de placas y unidad de chapa de prensa-cojín de prensa, del 18 de Mayo de 2016, de HUECK RHEINISCHE GMBH: Prensa de placas , en particular prensa de ciclo de una etapa o varias etapas, con al menos una placa de calentamiento , al menos una chapa de prensa […]
Dispositivo y procedimiento para la fabricación de vidrio de seguridad compuesto, del 22 de Enero de 2014, de Fotoverbundglas Marl GmbH: Dispositivo para la fabricación de vidrio de seguridad compuesto de al menos dos lunas de vidrio con una capa adhesiva dispuesta en medio, con - una placa […]
 Prensa y procedimiento para laminar piezas de trabajo esencialmente en forma de placa, del 7 de Agosto de 2013, de ROBERT BURKLE GMBH: Prensa para la laminación de piezas de trabajo esencialmente en forma de placa bajo la acción de presión y de calor, con una mitad inferior […]
Prensa y procedimiento para laminar piezas de trabajo esencialmente en forma de placa, del 7 de Agosto de 2013, de ROBERT BURKLE GMBH: Prensa para la laminación de piezas de trabajo esencialmente en forma de placa bajo la acción de presión y de calor, con una mitad inferior […]
Prensa isostática para el tratamiento a alta presión, del 29 de Agosto de 2012, de AVURE TECHNOLOGIES AB: Prensa isostática para el tratamiento a alta presión de un producto que tiene una temperatura por debajo de0ºC, que comprende una cámara de presión adaptada […]
 Molde isostático para formar badosas, del 8 de Agosto de 2012, de TA-RO PROGETTI S.N.C. DI TAGLIATI RODOLFO E C. (100.0%): Molde isostático apto para formar baldosas, que comprende un cuerpo metálico y una membrana elásticamente deformable (6, 6', 6'') que está agarrada […]
Molde isostático para formar badosas, del 8 de Agosto de 2012, de TA-RO PROGETTI S.N.C. DI TAGLIATI RODOLFO E C. (100.0%): Molde isostático apto para formar baldosas, que comprende un cuerpo metálico y una membrana elásticamente deformable (6, 6', 6'') que está agarrada […]