PROCEDIMIENTO PARA LA PRODUCCIÓN DE UNA UNIDAD DE LAVADO CON UNA CUBETA DE LAVADO DE PLÁSTICO.
Procedimiento para la producción de una unidad de lavado para una lavadora con una cubeta (1) de lavado esencialmente en forma de cilindro hueco,
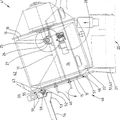
compuesta por dos superficies (17, 19) frontales y una camisa (3), con un tambor dispuesto en la cubeta (1) de lavado, que puede girar alrededor de un eje horizontal o inclinado, también en forma de cilindro hueco, y con un contorno (5) de soporte dispuesto en la zona de una superficie (17) frontal, en cuyo centro está dispuesto un asiento (4) de cojinete para el apoyo flotante del tambor mediante el alojamiento de un gorrón de árbol unido con el mismo, que comprende las etapas de procedimiento: - producir el contorno (5) de soporte como pieza de trabajo de una sola pieza de metal, preferiblemente en hierro colado; - producir al menos una superficie (17) frontal de la cubeta (1) de lavado recubriendo por inyección el contorno de soporte con un plástico en particular reforzado con fibra de vidrio de tal manera que el contorno (5) de soporte está incrustado al menos de manera casi completa en el material de la superficie (17) frontal, caracterizado por las etapas: - introducir el contorno (5) de soporte en un molde de moldeo por inyección, teniendo el contorno (5) de soporte al menos uno o varios brazos (6, 7, 8, 9) que discurren radialmente y conteniendo el contorno (5) de soporte resaltes (15) de centrado para la fijación con precisión angular y resaltes (14) de apoyo para impedir la basculación en el molde de moldeo por inyección, fijando con precisión angular el contorno (5) de soporte con los resaltes (15) de centrado, e impidiendo por medio de los resaltes (14) de apoyo una basculación en el molde de moldeo por inyección
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10007272.
Solicitante: MIELE & CIE. KG.
Nacionalidad solicitante: Alemania.
Dirección: CARL-MIELE-STRASSE 29 33332 GÜTERSLOH ALEMANIA.
Inventor/es: KRATZSCH, ANDREAS, DR., MANCINI, STEFANO, NIEDER, ANTJE, HOLLENHORST,MATTHIAS, Eckert,Norbert , Krimpmann,Michael , Maaß,Heinz.
Fecha de Publicación: .
Fecha Solicitud PCT: 6 de Octubre de 2004.
Clasificación Internacional de Patentes:
- B29C45/14C
- D06F23/02 TEXTILES; PAPEL. › D06 TRATAMIENTO DE TEXTILES O SIMILARES; LAVANDERIA; MATERIALES FLEXIBLES NO PREVISTOS EN OTRO LUGAR. › D06F LAVANDERIA, SECADO, PLANCHADO, PRENSADO O PLEGADO DE ARTICULOS TEXTILES. › D06F 23/00 Máquinas de lavar con receptáculos, p. ej. perforados, y con un movimiento rotatorio, p. ej. oscilante, sirviendo el receptáculo tanto para el lavado como para la separación del agua de la colada por medio de centrífugado (con medios suplementarios para el secado D06F 25/00; aspectos del control programado D06F 33/00). › y girando u oscilando alrededor de un eje horizontal.
- D06F37/26A2
- D06F37/26A4
- D06F37/26B
- D06F37/26C
- D06F37/26S4
Clasificación PCT:
- B29C45/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
- D06F23/02 D06F 23/00 […] › y girando u oscilando alrededor de un eje horizontal.
- D06F37/26 D06F […] › D06F 37/00 Partes constitutivas específicas de las máquinas de lavar cubiertas por los grupos D06F 21/00 - D06F 25/00. › Cubiertas; Cubas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre.
PDF original: ES-2373781_T3.pdf
Fragmento de la descripción:
Procedimiento para la producción de una unidad de lavado con una cubeta de lavado de plástico.
La invención se refiere a un procedimiento para la producción de una unidad de lavado para una lavadora con una cubeta de lavado esencialmente en forma de cilindro hueco, compuesta por dos superficies frontales y una camisa, con un tambor dispuesto en la cubeta de lavado, que puede girar alrededor de un eje horizontal o inclinado, también en forma de cilindro hueco, y con un contorno de soporte dispuesto en la zona de una superficie frontal, en cuyo centro está dispuesto un asiento de cojinete para el apoyo flotante del tambor mediante el alojamiento de un gorrón de árbol unido con el mismo.
Lavadoras con una unidad de lavado, en la que la cubeta de lavado está hecha de chapa de acero fino, se conocen, por ejemplo, por el documento DE-OS 27 19 336. También se utilizan cubetas de lavado de acero fino en las lavadoras producidas y comercializadas por el solicitante. Para el apoyo flotante del tambor éstas tienen un gorrón de árbol, que está alojado en dos cojinetes separados entre sí. Estos dos cojinetes están dispuestos en un asiento de cojinete en forma de manguito. En las lavadoras mencionadas anteriormente, un elemento cruzado de soporte de hierro colado sirve para sostener y sujetar el asiento de cojinete en la cubeta de lavado. El elemento cruzado de soporte o de apoyo, el asiento de cojinete y la cubeta de lavado inclusive, se producen como componentes separados y posteriormente se unen mediante tornillos o anillos de sujeción. Por el documento DE 199 11 139 A1 se conoce una unidad, en la que el contorno de soporte está atornillado a la pared posterior en el lado frontal.
Desde hace algún tiempo, en la producción de cubetas de lavado se usa plástico (en la mayoría de los casos reforzado con fibra de vidrio) en lugar de chapa. Lavadoras con cubetas de lavado de plástico se conocen, por ejemplo, por el documento EP 0 043 429 A1, el documento EP 0 374 519 A2, el documento GB 2 272 913 A y el documento DE 298 21 140 U1. En las lavadoras conocidas es habitual usar una carcasa de apoyo cilíndrica de metal (por regla general una construcción de hierro colado mecanizado con arrastre de virutas) como asiento de cojinete y recubrir por inyección la misma durante la producción de la base de la cubeta de lavado con plástico. Además, por el documento DE 100 40 319 C1 se conoce prescindir de un asiento de cojinete de metal y recubrir por inyección los cojinetes con plástico. No se conocen variantes en las que en la cubeta de lavado de acero fino se fabrique por separado un elemento cruzado de soporte y se sujete en la cubeta de lavado, y no son convenientes dado que los puntos de acoplamiento se someten a un esfuerzo muy elevado por motivos explicados más adelante, lo que puede conducir a una rotura del plástico.
La publicación para información de solicitud de patente alemana DE 199 60 501 A1 da a conocer una cubeta de lavado de plástico, que contiene una carcasa de apoyo cilíndrica. Esta carcasa de apoyo contiene un cuello con simetría de rotación adicional, que sirve para alojar y sujetar un estator para un accionamiento directo. Sin embargo, el recubrimiento por inyección del plástico se extiende a este respecto sólo hasta el canto exterior, o del extremo exterior del cuello. Puesto que esta carcasa de apoyo con una pieza de soporte de estator integrada sólo presenta un diámetro reducido, transmite fuerzas muy grandes a la pared posterior de la cubeta de lavado, lo que debe compensarse con un esfuerzo constructivo elevado, tal como nervios de refuerzo. Tampoco se garantiza de manera ventajosa la disipación de calor del cojinete, de modo que pueden producirse picos de temperatura o fuertes diferencias de temperatura dentro de la pared posterior de la cubeta de lavado.
En el caso de los elevados números de revoluciones de centrifugación habituales hoy en día de hasta 1800 min-1 se produce mediante fricción en la zona de los cojinetes un calentamiento hasta temperaturas de alrededor de los 100ºC. La energía térmica así generada en las unidades de lavado con cubeta de lavado de plástico conocidas se emite o bien a través de la carcasa de apoyo o bien directamente a la base de la cubeta de lavado. De este modo pueden producirse daños en el material y soltarse la unión entre el metal y el plástico. Además, los elevados números de revoluciones conducen, en el caso de masas centrífugas excéntricas que se generan por una distribución asimétrica de la ropa en el tambor, a fuerzas de flexión elevadas, que se introducen a través de los cojinetes en la base de la cubeta de lavado. Esto también puede dañar la propia base o su unión con la carcasa de apoyo y la camisa de la cubeta de lavado.
La publicación para información de solicitud de patente alemana DE 102 16 517 A1 da a conocer un procedimiento para la producción de una tina de lavado de plástico. A este respecto se introducen piezas funcionales metálicas en el molde de moldeo por inyección y se colocan mediante recubrimiento por inyección en la tina de lavado. Sin embargo, para la colocación precisa y fiable de piezas funcionales mecánicas son necesarias medidas adicionales.
Por el documento DE 86 22 028 U1 se conoce centrar un macho que debe revestirse en un moldeo de moldeo por inyección. A este respecto se utilizan separadores en el molde, por lo que durante el moldeo por inyección puede dotarse a la pieza moldeada de un revestimiento de plástico uniforme.
La invención se plantea por consiguiente el problema de dar a conocer un procedimiento sencillo y económico para la producción de una unidad de lavado de este tipo.
Según la invención este problema se soluciona mediante un procedimiento con las características de la
reivindicación independiente 1. Configuraciones y perfeccionamientos ventajosos de la invención resultan de las reivindicaciones dependientes posteriores.
Las ventajas que pueden conseguirse con la invención consisten, además de una buena disipación de calor y de fuerzas de la zona de los cojinetes, en un aumento de la resistencia de la base de la cubeta de lavado. Por ello puede prescindirse en las lavadoras en serie con cubetas de lavado de plástico de los travesaños de refuerzo habituales, lo que conduce a un ahorro de material. Además puede suprimirse el refuerzo del suelo conocido por el documento EP 0 043 429 A1, también habitual en las lavadoras en serie, por sectores de diferente profundidad y configurarse en una forma de realización ventajosa el lado orientado hacia el interior de la cubeta de lavado de la superficie frontal de manera aproximadamente lisa. Con ello se evitan ruidos, que se generan durante el movimiento del baño de lavado en las bolsas formadas por los sectores más profundos. El contorno de soporte tiene en el estado montado al menos uno o varios brazos que discurren radialmente, con respecto a la superficie de la base de la cubeta de lavado.
En formas de realización convenientes del procedimiento antes de introducir el contorno de soporte en el molde de moldeo por inyección puede tener lugar un mecanizado con arranque de virutas del asiento de cojinete y producirse la superficie frontal que contiene el elemento cruzado de soporte (la base de la cubeta de lavado) y la camisa de la cubeta de lavado en una sola pieza. El componente así producido puede completarse de manera sencilla mediante la superficie frontal que falta, pudiendo recubrirse por inyección para su producción al menos un contrapeso con un plástico en particular reforzado con fibra de vidrio, de tal manera que el/los contrapeso (s) está (n) incrustado (s) al menos de manera casi completa en el material de la superficie frontal. Alternativamente es posible el uso de dos componentes separados (base y contrapesos) .
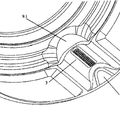
En una forma de realización ventajosa adicional del procedimiento, para la producción de una perforación de evacuación en la zona de la disposición de obturación para el gorrón de árbol del tambor se inserta un macho en dicha perforación de evacuación, sobresaliendo un extremo del macho fuera del extremo opuesto a la disposición de obturación de la perforación de evacuación. Tras recubrir por inyección la carcasa de apoyo con plástico se retira el macho, con lo que se proporciona una perforación de evacuación continua. A este respecto es conveniente disponer una perforación de evacuación adicional en la zona entre los cojinetes de rodadura radiales.
En una forma de realización adicional del procedimiento, el macho insertado tiene un menor diámetro que la perforación de... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la producción de una unidad de lavado para una lavadora con una cubeta (1) de lavado esencialmente en forma de cilindro hueco, compuesta por dos superficies (17, 19) frontales y una camisa (3) , con un tambor dispuesto en la cubeta (1) de lavado, que puede girar alrededor de un eje horizontal o inclinado, también en forma de cilindro hueco, y con un contorno (5) de soporte dispuesto en la zona de una superficie (17) frontal, en cuyo centro está dispuesto un asiento (4) de cojinete para el apoyo flotante del tambor mediante el alojamiento de un gorrón de árbol unido con el mismo, que comprende las etapas de procedimiento:
- producir el contorno (5) de soporte como pieza de trabajo de una sola pieza de metal, preferiblemente en hierro colado;
- producir al menos una superficie (17) frontal de la cubeta (1) de lavado recubriendo por inyección el contorno de soporte con un plástico en particular reforzado con fibra de vidrio de tal manera que el contorno
(5) de soporte está incrustado al menos de manera casi completa en el material de la superficie (17) frontal, caracterizado por las etapas:
- introducir el contorno (5) de soporte en un molde de moldeo por inyección, teniendo el contorno (5) de soporte al menos uno o varios brazos (6, 7, 8, 9) que discurren radialmente y conteniendo el contorno (5) de soporte resaltes (15) de centrado para la fijación con precisión angular y resaltes (14) de apoyo para impedir la basculación en el molde de moldeo por inyección, fijando con precisión angular el contorno (5) de soporte con los resaltes (15) de centrado, e impidiendo por medio de los resaltes (14) de apoyo una basculación en el molde de moldeo por inyección.
2. Procedimiento para la producción de una unidad de lavado según la reivindicación 1, caracterizado porque el contorno (5) de soporte para la fijación con precisión de posición en el molde de moldeo por inyección se coloca sobre un mandril con una perforación (16) que forma el asiento (4) de cojinete.
3. Procedimiento para la producción de una unidad de lavado según la reivindicación 1 ó 2, caracterizado porque antes de introducir el contorno (5) de soporte en el molde de moldeo por inyección tiene lugar un mecanizado con arranque de virutas del asiento (4) de cojinete.
4. Procedimiento para la producción de una unidad de lavado según al menos una de las reivindicaciones 1 ó 2, caracterizado porque la superficie (17) frontal que contiene el contorno (5) de soporte y la camisa (3) de la cubeta de lavado se fabrican en una sola pieza.
5. Procedimiento para la producción de una unidad de lavado según al menos una de las reivindicaciones 1 a 4, caracterizado porque para producir la superficie (19) frontal que no contiene el contorno (5) de soporte se recubre por inyección al menos un contrapeso (23) con un plástico en particular reforzado con fibra de vidrio de tal manera que el/los contrapeso (s) (23) está (n) incrustado (s) al menos de manera casi completa en el material de la superficie frontal.
6. Procedimiento para la producción de una unidad de lavado con un contorno (5) de soporte dispuesto en la zona de una superficie (17) frontal, en cuyo centro una carcasa (4) de apoyo con una perforación (16) para alojar un cojinete de bolas radial delantero y uno trasero (26, 27) es adecuada para el apoyo flotante del tambor mediante el alojamiento de un gorrón de árbol unido con el mismo, estando protegido el cojinete
(26) de bolas radial delantero por un anillo (28) obturador radial, según al menos una de las reivindicaciones 1 a 5, caracterizado por las siguientes etapas de procedimiento:
realizar al menos una perforación (33) de evacuación en la carcasa (4) de apoyo, que desemboca en la zona del anillo (28) obturador radial en la perforación (16) de alojamiento;
insertar un macho en la al menos una perforación (33) de evacuación, sobresaliendo un extremo del macho fuera del extremo opuesto al anillo (28) obturador radial de la perforación (33) de evacuación;
retirar el macho tras el recubrimiento por inyección de la carcasa (4) de apoyo con plástico.
7. Procedimiento para la producción de una unidad de lavado según la reivindicación 6, caracterizado por las siguientes etapas de procedimiento:
realizar al menos una perforación (34) de evacuación adicional en la carcasa (4) de apoyo, que desemboca en la zona entre los cojinetes (27, 26) de bolas radiales en la perforación (16) de alojamiento;
insertar un macho en la al menos una perforación (34) de evacuación adicional, sobresaliendo un extremo
del macho fuera del extremo opuesto a la perforación (16) de la perforación (34) de evacuación;
retirar el macho tras el recubrimiento por inyección de la carcasa (4) de apoyo con plástico.
5 8. Procedimiento para la producción de una unidad de lavado según la reivindicación 6 ó 7, caracterizado porque el macho presenta un menor diámetro que la perforación (33, 34) en la carcasa de apoyo, determinándose el grosor del revestimiento de plástico a partir de la mitad de la diferencia entre el diámetro de la perforación (33, 34) en la carcasa de apoyo y el diámetro del macho.
10 9. Procedimiento para la producción de una unidad de lavado según la reivindicación 8, caracterizado porque la perforación (33, 34) en la carcasa de apoyo presenta en una zona delantera un primer diámetro y en una zona trasera un segundo diámetro, siendo el primer diámetro mayor que el segundo diámetro, introduciéndose el macho en la zona delantera de la perforación (33, 34) y obturando en un bisel (38) con respecto a la zona trasera de la perforación (33, 34) .
Patentes similares o relacionadas:
Lavadora de tipo tambor de carga superior con una unidad de accionamiento, del 17 de Agosto de 2016, de LG ELECTRONICS INC.: Una lavadora de tipo tambor de carga superior que comprende: un mueble ; una cuba ; un tambor soportado de forma giratoria en cada lado de la cuba; […]
Aparato y metodo de limpieza mejorado, del 6 de Mayo de 2015, de XEROS LIMITED: Un aparato para uso en la limpieza de sustratos sucios, comprendiendo dicho aparato: (a) medios de alojamiento , que tiene: (i) una primera […]
Estructura de unidad de accionamiento en una máquina lavadora tipo tambor, del 12 de Abril de 2012, de LG ELECTRONICS INC.: Una unidad de accionamiento para una máquina lavadora tipo tambor que tiene una cuba montada en el interior de un compartimento y un tambor […]
Estructura de unidad de accionamiento en una máquina lavadora tipo tambor, del 12 de Abril de 2012, de LG ELECTRONICS INC.: Una unidad de accionamiento para una máquina lavadora tipo tambor que tiene una cuba montada en el interior de un compartimento y un tambor montado […]
 UNIDAD DE LAVADO PARA UNA LAVADORA CON UNA CUBETA DE LAVADO DE PLÁSTICO, del 14 de Marzo de 2011, de MIELE & CIE. KG: Unidad de lavado para una lavadora con una cubeta de lavado esencialmente en forma de cilindro hueco de un plástico en particular reforzado […]
UNIDAD DE LAVADO PARA UNA LAVADORA CON UNA CUBETA DE LAVADO DE PLÁSTICO, del 14 de Marzo de 2011, de MIELE & CIE. KG: Unidad de lavado para una lavadora con una cubeta de lavado esencialmente en forma de cilindro hueco de un plástico en particular reforzado […]
 DISPOSITIVO PARA EL TRATAMIENTO EN HUMEDO DE ROPA, del 24 de Junio de 2010, de HERBERT KANNEGIESSER GMBH: Dispositivo para el tratamiento en húmedo de ropa, en especial una máquina lavadora centrifugadora , con un tambor interno accionable de manera giratoria alrededor […]
DISPOSITIVO PARA EL TRATAMIENTO EN HUMEDO DE ROPA, del 24 de Junio de 2010, de HERBERT KANNEGIESSER GMBH: Dispositivo para el tratamiento en húmedo de ropa, en especial una máquina lavadora centrifugadora , con un tambor interno accionable de manera giratoria alrededor […]
TAMBOR DE LAVADORA., del 16 de Julio de 2005, de BSH BOSCH UND SIEMENS HAUSGERATE GMBH: Tambor de lavado, con uno de sus lados alojado mediante una estrella de soporte en uno de los discos del fondo , para una lavadora con un eje de giro no […]
 TAMBOR PARA UNA MAQUINA LAVADORA CON NERVIOS ELEVADORES Y PROCEDIMIENTO PARA FABRICAR UN TAL TAMBOR PARA UNA MAQUINA LAVADORA, del 29 de Noviembre de 2010, de MIELE & CIE. KG: Tambor para una máquina lavadora, que puede apoyarse tal que puede girar en el interior de un recipiente de lavado alrededor de un eje al menos aproximadamente horizontal […]
TAMBOR PARA UNA MAQUINA LAVADORA CON NERVIOS ELEVADORES Y PROCEDIMIENTO PARA FABRICAR UN TAL TAMBOR PARA UNA MAQUINA LAVADORA, del 29 de Noviembre de 2010, de MIELE & CIE. KG: Tambor para una máquina lavadora, que puede apoyarse tal que puede girar en el interior de un recipiente de lavado alrededor de un eje al menos aproximadamente horizontal […]