Elemento constructivo superficial, en particular para revestimientos de cajas de coches de vehículos sobre raíles y procedimiento para su fabricación.
Procedimiento para la fabricación de un elemento constructivo (10) superficial para revestimientos de cajas decoches de vehículos,
en particular de vehículos sobre raíles, con por lo menos una escotadura (12), que presentapor lo menos una esquina (14) esencialmente 5 en ángulo recto, caracterizado porque
a) en una primera etapa de fabricación, por lo menos una escotadura, que sirve para formar una zona derefuerzo (18), es realizada por estampado o por corte o porque el componente (16) es dividido en por lomenos dos segmentos en la dirección longitudinal del elemento constructivo (10) mediante unprocedimiento de corte;
b) en una segunda etapa de fabricación, un material con una mayor resistencia que el material delcomponente (16) es introducido en dicha por lo menos una escotadura o es dispuesto entre dichos por lomenos dos segmentos del componente (16);
c) en una tercera etapa de fabricación, las zonas de refuerzo (18) son unidas al componente (16) a lo largo deuna línea de unión (20) mediante un procedimiento de ensamblaje, en particular soldadura por láser, y
d) en una cuarta etapa de fabricación, por lo menos una escotadura (12) es realizada mediante unprocedimiento de corte o estampado, en particular corte por láser, estando dispuestas las esquinas (14) dela escotadura (12) en las zonas de refuerzo (18).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E00106777.
Solicitante: ALSTOM TRANSPORT DEUTSCHLAND GMBH.
Nacionalidad solicitante: Alemania.
Dirección: LINKE-HOFMANN-BUSCH-STRASSE 1 38239 SALZGITTER ALEMANIA.
Inventor/es: GRUNING, HANS, HOHENSTEIN, MICHAEL, WINKLER, JOACHIM, DIPL.-ING., Strothmann,Martin Dipl.-Ing, Brzezinka,Hagen Dipl.-Ing.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K26/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › Trabajo por rayos láser, p. ej. soldadura, corte o taladrado.
- B23K26/24 B23K […] › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › Soldadura por costuras.
- B23K26/38 B23K 26/00 […] › mediante escariado o corte.
- B61D17/04 B […] › B61 FERROCARRILES. › B61D PARTES CONSTITUTIVAS O TIPOS DE VEHICULOS FERROVIARIOS (vehículos en general B60; adaptación de vehículos a sistemas ferroviarios especiales B61B; chasis B61F). › B61D 17/00 Partes constitutivas estructurales del cuerpo de los vehículos (para vagones-cisterna B61D 5/00; para vagones tolva B61D 7/00; especialmente adaptados para vagones basculantes B61D 9/06; para vagones mineros B61D 11/00). › con cajas metálicas; de estructura compuesta, p. ej. caja con estructura de metal y madera.
- B61D17/08 B61D 17/00 […] › Paredes laterales.
- E04C2/30 CONSTRUCCIONES FIJAS. › E04 EDIFICIOS. › E04C ELEMENTOS ESTRUCTURALES; MATERIALES DE CONSTRUCCION (para puentes E01D; especialmente concebidos para aislamiento o cualquier otra protección E04B; elementos utilizados como auxiliares para la construcción E04G; para minas E21; para túneles E21D; elementos estructurales con un campo de aplicación más amplio que el de la industria de la edificación F16, concretamente F16S). › E04C 2/00 Elementos de construcción de espesor relativamente débil para la construcción de partes de edificios, p. ej. materiales en hojas, losas o paneles (materiales o fabricación ver los lugares apropiados, p. ej. B27N, B29, D21J; fabricados in situ E04B; concebidos especialmente para el aislamiento o cualquier otra protección E04B 1/62; estructuras portantes de suelos E04B 5/02, E04B 5/16; tejados constituidos por losas que se autosustentan E04B 7/20; elementos de cubiertas de tejados o análogos E04D 3/00; para el revestimiento o el terminado E04F 13/00). › caracterizados por la forma o la estructura (translúcidos E04C 2/54).
- F16B5/08 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16B DISPOSITIVOS PARA UNIR O BLOQUEAR LOS ELEMENTOS CONSTRUCTIVOS O LAS PARTES DE LAS MAQUINAS, p. ej. CLAVOS, CLAVIJAS, TUERCAS, TORNILLOS, BULONES, ANILLOS QUE FORMAN RESORTE, ABRAZADERAS, BRIDAS, GRAPAS, CUÑAS; UNIONES O ARTICULACIONES (acoplamientos para la transmisión de mecanismos de rotación F16D). › F16B 5/00 Unión de hojas o placas bien sea entre ellas, o bien a bandas o barras paralelas a ellas (por pegado F16B 11/00; uniones por clavijas F16B 13/00; pasadores incluyendo elementos deformables F16B 19/00; revestimientos de las paredes E04F 13/00; fijación de las placas, carteles, tableros o paneles a estructuras de soporte, fijación de elementos fácilmente separables p. ej. letras a las placas, carteles, tableros o paneles, G09F 7/00). › por soldadura o procedimientos similares (soldadura B23K).
PDF original: ES-2387760_T3.pdf
Fragmento de la descripción:
Elemento constructivo superficial, en particular para revestimientos de cajas de coches de vehículos sobre raíles y procedimiento para su fabricación.
La invención se refiere a un elemento constructivo superficial, en particular para revestimientos de cajas de coches de vehículos sobre raíles, con las características mencionadas en el preámbulo de la reivindicación 1, y a un procedimiento para la fabricación de un elemento constructivo superficial de este tipo con las características mencionadas en el preámbulo de la reivindicación 6.
Los elementos constructivos superficiales del tipo mencionado son conocidos y se utilizan, por ejemplo, para la construcción del techo, la pared frontal o la pared lateral de la caja de coche. Los elementos constructivos presentan al mismo tiempo escotaduras adicionales, las cuales pueden servir, por ejemplo, para el alojamiento de ventanas, ventanas de techo, puertas, aparatos de climatización o similares. Además es conocido utilizar estas escotaduras como aberturas de acceso para conducciones de suministro y control.
En el elemento constructivo, aparecen en la zona de una esquina de las escotaduras, a causa de fuerzas de tracción y presión que se generan durante el funcionamiento del vehículo sobre raíles, tensiones muy grandes. Estas tensiones pueden conducir, partiendo de la esquina de la escotadura, a la formación de grietas en el elemento constructivo. Para evitar estas formaciones de grietas se conoce hasta ahora realizar la esquina redondeada con un radio. Esto no solo se puede percibir como perturbador desde el punto de vista óptico sino que conduce con frecuencia también a etapas de fabricación posteriores, lentas y costosas, como por ejemplo un corte a medida complejo de una ventana.
La invención se plantea el problema de estructurar una zona del elemento constructivo, la cual comprende la escotadura de la esquina, de tal manera que se impida una formación de grietas como consecuencia de las fuerzas de tracción y presión. Al mismo tiempo debe ser posible, de manera sencilla, estructurar la esquina de la escotadura esencialmente en ángulo recto.
Según la invención este problema se resuelve mediante el elemento constructivo superficial y el procedimiento para la fabricación de un elemento constructivo de este tipo con las características de las reivindicaciones 1 y 6. Gracias a que en la zona (zona de refuerzo) de dicha por lo menos una esquina el elemento constructivo está realizado en un material con una resistencia mayor que en las restantes zonas del elemento constructivo, se puede evitar eficazmente la formación de grietas. Con ello se puede estructurar una desarrollo de la fabricación de la caja del coche de vehículos sobre raíles más favorable en cuanto al tiempo y los costes.
Además se prefiere conectar varias zonas de refuerzo entre sí mediante travesaños, de manera que las fuerzas de tracción y de presión que aparecen en una zona de refuerzo puedan ser disipadas a lo largo de dichos travesaños. En una estructuración preferida las zonas de refuerzo de un elemento constructivo son unidas entre sí, en la dirección longitudinal, mediante travesaños, de manera que en total resulta un travesaño de ventana que se extiende en la dirección longitudinal del elemento constructivo. Con ello los cantos laterales de las escotaduras están realizados en un material con una mayor resistencia y ya no es necesario un refuerzo adicional de estos componentes.
La fabricación de un elemento constructivo de este tipo se puede estructurar ventajosamente de tal manera que, en primer lugar, se integren las zonas de refuerzo en un componente superficial. Además, se pueden introducir, por ejemplo con herramientas de corte o de estampación adecuadas, escotaduras en el componente. En estas escotaduras se introduce entonces el material que forma la zona de refuerzo, por ejemplo un material con una mayor resistencia o un mayor grosor y se puede conectar con el componente, mediante un procedimiento de ensamblaje adecuado, como por ejemplo el pegado, la soldadura, en especial la soldadura por láser, la soldadura en frío o el plegado. A continuación, se genera la escotadura deseada con herramientas de corte o de estampado y ello de tal manera que las esquinas de la escotadura estén situadas en la zona de refuerzo.
Otras estructuraciones preferidas de la invención resultan de las restantes características indicadas en las reivindicaciones subordinadas.
La invención se explica a continuación con mayor detalle, para un ejemplo de forma de realización, sobre la base de los dibujos correspondientes, en los que:
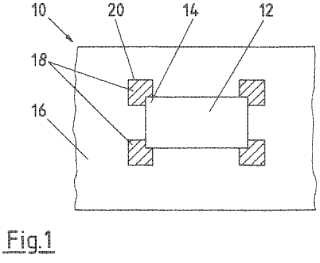
la figura 1 muestra una vista superior esquemática sobre una escotadura en un elemento constructivo con zonas de refuerzo, y
la figura 2 muestra una vista superior esquemática sobre una escotadura en un elemento constructivo con dos travesaños de ventana.
La figura 1 muestra, en una representación esquemática, un elemento constructivo 10, como se utiliza en especial para revestimientos de cajas de coches en vehículos sobre raíles. Un elemento constructivo 10 de este tipo se puede utilizar, por ejemplo, en la fabricación de un techo, una pared frontal o lateral de la caja de coche. El elemento constructivo 10 presenta una escotadura 12, la cual está dispuesta en un componente 16 que comprende la escotadura 12. La escotadura 12 tiene, en el presente ejemplo de forma de realización, cuatro esquinas 14, esencialmente en ángulo recto. En una zona de cada una de las esquinas 14 de la escotadura 12 el elemento constructivo 10 posee zonas de refuerzo 18 adicionales. Las escotaduras 12 de este tipo sirven para el alojamiento de ventanas, ventanas de techo, puertas, aparatos de climatización o también como abertura de acceso para conducciones de suministro y de control. Es imaginable también aprovechar las escotaduras 12 reforzadas de esta manera como una sujeción para largueros y travesaños así como para sujeción del tanque.
Como consecuencia del funcionamiento del vehículo sobre raíles aparecen fuerzas de tracción y de presión las cuales pueden conducir, en especial partiendo de las esquinas 14 de la escotadura 12, a una formación de grietas en el elemento constructivo 10. Gracias a que se utiliza en la zona de refuerzo 18 un material el cual tiene una mayor resistencia que un material para el componente 16, se puede evitar eficazmente la formación de grietas.
Una estructuración de las zonas de refuerzo 18 es en gran medida variable. De esta manera la zona de refuerzo 18 puede presentar, por ejemplo, un grosor de material diferente al componente 16. Además, la estructuración de las zonas de refuerzo 18 no se agota en cuanto a su diversidad de formas a las formas ampliamente rectangulares representadas, sino que las zonas de refuerzo 18 pueden estar estructuradas asimismo redondas o poligonales. Es importante únicamente que comprendas las esquinas 14 de la escotadura 12.
En la figura 2 está representada, de manera esquemática, una estructuración alternativa del elemento constructivo 10 portador de las zonas de refuerzo 18. Las zonas de refuerzo 18 individuales son unidas entre sí, al mismo tiempo, en la dirección longitudinal del elemento constructivo 10 mediante travesaños 30, de manera que en total se forman dos alnas de ventana 28, el componente 16 del elemento constructivo 10 está dividido, por consiguiente, entre partes, un segmento superior, uno inferior y uno inferior 22, 24, 26. Mediante los travesaños de las ventanas 28 pueden ser absorbidas en especial las fuerzas de tracción y presión que actúan en las esquinas 14 y, en su caso, ser transmitidas a estructuras de apoyo adecuadas. Una escotadura 12 de este tipo tiene, además, por lo menos un canto lateral 32, el cual está realizado asimismo en un material con una mayor resistencia. Evidentemente los travesaños 30 de este tipo se pueden hacer realidad en la extensión transversal del elemento constructivo 10, de manera que la escotadura 12 tenga un canto circundante completamente reforzado. Con ello ya no son necesarios refuerzos adicionales en estas zonas.
Una fabricación de los elementos constructivos 10 puede tener lugar de acuerdo con las siguientes etapas de fabricación:
En una primera etapa de fabricación, se introducen en el componente 16 superficial unas escotaduras, que deben servir para alojar el material necesario para la formación de las zonas de refuerzo 18. Los procedimientos de corte y estampado son adecuados para una etapa de fabricación de este tipo dependiendo... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de un elemento constructivo (10) superficial para revestimientos de cajas de coches de vehículos, en particular de vehículos sobre raíles, con por lo menos una escotadura (12) , que presenta por lo menos una esquina (14) esencialmente en ángulo recto, caracterizado porque
a) en una primera etapa de fabricación, por lo menos una escotadura, que sirve para formar una zona de refuerzo (18) , es realizada por estampado o por corte o porque el componente (16) es dividido en por lo menos dos segmentos en la dirección longitudinal del elemento constructivo (10) mediante un procedimiento de corte;
b) en una segunda etapa de fabricación, un material con una mayor resistencia que el material del componente (16) es introducido en dicha por lo menos una escotadura o es dispuesto entre dichos por lo menos dos segmentos del componente (16) ;
c) en una tercera etapa de fabricación, las zonas de refuerzo (18) son unidas al componente (16) a lo largo de una línea de unión (20) mediante un procedimiento de ensamblaje, en particular soldadura por láser, y
d) en una cuarta etapa de fabricación, por lo menos una escotadura (12) es realizada mediante un procedimiento de corte o estampado, en particular corte por láser, estando dispuestas las esquinas (14) de la escotadura (12) en las zonas de refuerzo (18) .
2. Procedimiento según la reivindicación 1, caracterizado porque en la primera etapa de fabricación, el componente
(16) está dividido en un segmento superior, central e inferior (22, 24, 26) y porque en la segunda etapa de fabricación, un travesaño de ventana (28) que contiene las zonas de refuerzo (18) está dispuesto entre el segmento central (24) y cada uno de los segmentos (22, 26) .
Patentes similares o relacionadas:
Dispositivo de ensamblaje y procedimiento de ensamblaje, del 12 de Febrero de 2020, de VOLKSWAGEN AKTIENGESELLSCHAFT: Dispositivo de ensamblaje para el ensamblaje láser de por lo menos dos piezas (B1, B2), que presenta: un primer generador de radiación láser con una configuración de […]
Método para ensamblar dos componentes en el área de una zona de ensamblaje mediante al menos un rayo láser, y método para producir una costura de ensamblaje continua, del 4 de Diciembre de 2019, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.: Método para ensamblar dos componentes en el área de una zona de ensamblaje, que define las superficies libres que han de ser unidas de los dos componentes, […]
Procedimiento de ensamblaje por soldadura de una chapa de aluminio que tiene una abertura con una chapa de acero, del 6 de Junio de 2018, de PSA Automobiles SA: Procedimiento de ensamblaje de chapas de materiales diferentes, que comprende al menos una etapa de superposición de las chapas y una etapa de soldadura, presentando […]
Procedimiento y dispositivo para soldar estructuras de asiento así como asiento, del 22 de Marzo de 2017, de KUKA Industries GmbH: Procedimiento para la soldadura de estructuras de asiento de asientos , especialmente asientos de automóviles, soldándose una chapa de cubrición en forma de […]
Dispositivo para la unión de dos partes de pieza de trabajo con zonas de diferentes propiedades mediante una soldadura de irradiación láser y un homogeneizador, del 18 de Enero de 2017, de JENOPTIK AUTOMATISIERUNGSTECHNIK GMBH: Dispositivo para la unión de dos partes de pieza de trabajo en una pieza de trabajo mediante soldadura de irradiación, por cordones […]
Método de soldadura de una primera y una segunda pieza de trabajo metálica con pulverización en frío de una capa del material de modificación de la soldadura a una de las superficies, del 21 de Septiembre de 2016, de THE WELDING INSTITUTE: Un método de soldadura de unas primera y segunda piezas de trabajo metálicas delgadas , caracterizadas porque cada una de las primera y segunda piezas de trabajo […]
Procedimiento para procesar un sustrato que tiene dos capas superpuestas usando láser focalizado dentro del sustrato para soldar las capas, del 3 de Agosto de 2016, de Corelase OY (100.0%): Un procedimiento para procesar un sustrato modificando estructuralmente al menos parte de una zona de interfase definida por al menos dos capas superpuestas (28A, […]
Pistola de soldadura láser accionable manualmente, del 27 de Julio de 2016, de IPG Photonics Corporation: Una pistola de soldadura láser accionable manualmente para unir dos o más piezas de metal superpuestas, que comprende: una columna de soporte alargada […]